Professional Documents
Culture Documents
Apostila MO
Uploaded by
Eduardo Sá Freire de Souza0 ratings0% found this document useful (0 votes)
22 views16 pagesApostila de Máquinas Operatrizes.
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentApostila de Máquinas Operatrizes.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
22 views16 pagesApostila MO
Uploaded by
Eduardo Sá Freire de SouzaApostila de Máquinas Operatrizes.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 16
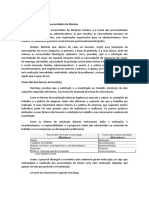
Fundamentos da _Usinagem 5/34
FRESA — |c-Percurso de corte
le-Percursa de vango
l--Percursa efetive de corte
para um ciclo
para n ciclos
d para um ciclo
din para a ciclos
————_{ _\
P ira
f PO aeA
HT |
PERCURSOS NO TORNO.
TORNEAMENTO.
1.5 - Velocidades
1.51 - Velocidade de Corte - v [m/min]
E a velocidade instantanea, do ponto de referéncia da aresta cortante, segundo a direcao
e 0 sentido do corte.
Nas méquinas rotativas (torno, furadora, fresadora, etc.), n é a rpm, isto é, os ciclos
completos (rotag6es) realizados em um minuto, o ponto de referéncia P percorreré 0 espaco de nd-n
[mm], ou n-d-n/1000 [m], na diregao de corte, nesta unidade de tempo (um minuto), 0 que, por defini-
G40, € uma velocidade. Como a diregao é a de corte, trata-se da velocidade de corte, de expres-
‘so literal, portanto:
d ‘ : _1000.v
oo mminy n= SO pl
Na formula, d [mm] é o diametro relativo ao ponto de referéncia P.
Por outro lado, nas méquinas alternativas (plaina e limadora, por exemplo), n é 0 gpm
(golpes por minuto) ou epm (cursos - duplos ou completos, por minuto) e 2:1 é 0 espaco percorrido pe-
la ferramenta (todos os seus pontos, pois se trata de um movimento de translagao) em um ciclo (um
golpe ou um curso), 2-- [mm] ou 2-n-/1.000 [m] seré o espago percorrido pela ferramenta em um
minuto, o que, por definigéo é uma velocidade. Como a diregao € a de corte, ter-se- também a velo-
cidade de corte, aqui, média, por ser varidvel, com a expresséo literal:
Fundamentos de Usinagem v6 Prof, Juarez Rose / Prof, Lourengo
Fundamentos da Usinagem 6/31
_ 2nd
Y= "7000
em que 1 [mm] é 0 comprimento de um curso simples, de ida ou volta.
mimi] 2. n= 08% gpm,
1.5.2 - Velocidade de Avance - v, [mm/min]
E a velocidade instantanea, da ferramenta, segundo a
irego e 0 sentido de avango;
Analogamente, se 0 avango a [mm / ciclo] é o desiocamento da ferramenta, na dirego
de avango, durante um ciclo (rotagao, golpe ou duplo-curso), em n ciclos, ou seja, durante um minu-
to, a ferramenta percorrera 0 comprimento de a-n_mm, valor equivalente a uma velocidade, por defi-
igo. Como o deslocamento se da na direcdo de avanco, trata-se da velocidade de avanco, cuja ex-
presséo literal, deduzida acima é, portanto, para todas as maquinas de usinagem
v
an [mm/min]
1.5.3 - Velocidade Efetiva de Corte - v, [m/min]
E a velocidade instantanea, do ponto de referéncia da aresta cortante, segundo a direcao
€ 0 sentido efetivos de corte;
15.4- também considerar as velocidade:
a) De posicionamento; —_b) De Profundidade;e —_¢) De Ajuste.
1.6 - Conceitos Auxiliares:
1.6.1 - Plano de Trabalho X:
E 0 plano que contém as diregdes de corte e de avango, passando pelo ponto de referén-
cia da aresta cortante. Neste plano se realizam todos os movimentos que tomam parte na formacéo
do cavaco, isto é, que realizam o trabalho de usinagem
1.6.2 - Superficies de Corte:
‘So as superficies da peca que esto sendo geradas pela ferramenta. As ja geradas, mas
que permanecem na pega, s4o as superficies trabalhadas ou usinadas;
Superficie Principal de Corte
E a superficie da pega que esta sendo gerada pela aresta principal de corte da ferramenta;
Superficie Lateral de Corte
E a que esta sendo gerada pela aresta lateral de corte da ferramenta.
Fundamentos da Usinagem v6 Prof, Juarez Rosa / Prof. Lourengo
Fundamentos da Usinagem 12/81
ROSCAMENTO NO TORNO,
Nas operagées de roscamento, onde v, é consideravel, na presenga de v, 7 terd influéncia
no projeto de ferramenta
Para o torneamento, a expresso geral de n , deduzida no fresamento, também é valida, eviden-
temente, mas pode ser simplificada, devido a caracteristicas préprias do tomeamento, em que:
p= 90°, sen 9 =1 € cos @ = 0, donde:
seng
v
v v
cosp+% 044%
ve ve
frag&o que poderia ter sido retirada diretamente do triangulo retangulo na figura acima, em que o cate-
to menor & 0 avango a ou o passo P da rosca simples, de uma entrada (ou e x P, na muitipla, de e
entradas) e o cateto maior representa a circunferéncia do cilindro de diémetro d, onde se enrola a hé-
lice da rosca, que é @ hipotenusa.
4.7 - Grandezas de Corte:
Sdo as grandezas que devem ser ajustadas na maquina, direta ou indiretamente, para a
retirada do cavaco.
1.7.4 - Avango - a [mmiciclo}
E 0 percurso de avango em cada ciclo (volta ou curso), isto é, 0 espago percorrido pela fer-
ramenta sobre a pega, na diregdo e sentido de avango, durante um ciclo completo;
1.7.2 - Avango por dente - a, [mm/dente]:
E 0 percurso de avango de cada dente, medido na direg&o do avango da ferramenta, €
correspondente a geragao de duas superficies de corte consecutivas,
Tem-se entao:
¢ a=ay.Z, onde Zéon®de dentes, navalhas ou facas da ferramenta.
Nas ferramentas de barra (de tomo ou plaina - monocortantes) ou nas fresas de um (1)
86 dente, tem-se:Z=1 2. ay=a;
Fundamentos da Usinagem v6 Prof, Juarez Rosa / Prot, Lourengo
Fundamentos da Usinagem 13931
AVANCO POR DENTE NO BROCHAMENTO
Do Avango por Dente, derivam:
\ x nk |
, e
: x) oH aac |
vo X * 1A |
FRESAMENTO TANGENCIAL AMPLIAGAO |
AVANCO E AVANCOS POR DENTE E DE CORTE
a) Avango de Corte (a,): > (emXe Lav.)
E a distancia entre duas superficies de corte consecutivas, medida no plano de trabalho e
perpendicular a direg&o de corte. Tem-se (figura acima):
a. =ay-seng
No torneamento € no aplainamento, @ = 90°, donde:
a; = ag-sen 90° -.ae=ay=alZ=a, poisZ=1 (ferramenta monocortante).
b) Avango Efetivo de Corte (a): > (em Xe La Ves)
E a distancia entre duas superficies de corte consecutivamente, medida no plano de
trabalho e perpendicular a diregao efetiva de corte.
Tem-se: a, = ag- sen (9 - n)
1.7.3 - Profundidade ou Largura de Corte (p): — (1 aX)
E a profundidade ou largura de penetracao da aresta principal de corte, medida numa
direcdo perpendicular ao plano de trabalho.
Fundementos da Usineger vé Prof. Juarez Rosa / Prof, Lourengo
Fundamentos da Usinagem 14/34
a) No torneamento propriamente dito, faceamento, aplainamento, fresamento frontal e reti-
ficago frontal, p corresponde & profundidade de corte:
| Pp
FRESAMENTO FRONTAL
MA —.
RETIFICAGAQ FRONTAL
va ——1
p.
pal
x van peBoLo
APLAINAMENTO
PROFUNDIDADE DE CORTE
b) No sangramento, brochamento, fresamento tangencial (cilindrico) e retificagéo tangen-
cial, p corresponde & largura corte.
©) Na furagao em cheio, p € 0 raio da broca: p = di2.
d) A grandeza p é sempre aquela que, multiplicada pelo avango de corte a., origina a area
da seco de corte s. Ela é medida num plano perpendicular ao plano de trabalho, enquanto que 0 a-
vango de corte a, é medido no plano de trabalho. E sempre representada por p, embora chamada de
profundidade ou laraura de corte.
1.7.4- Espessura de Penetracdo - e [mm]: > (em Xe Lav.)
E a espessura de corte, em cada curso ou revolugao (ciclo), medida no plano de traba-
Iho e numa dire¢ao perpendicular a diregdo de avanco, So aparece nas operagées de fresamento
cilindrico tangencial ou frontal) e na retificagdo.
Fundamentos de Usinagem v6 Prof. Juarez Rosa / Prof, Lourengo
Fundamentos da Usinagem 16/31
FRESAS
~
;
Pp 1 |
De 1800 (3 CORTES) | 2 cones
I
|
|
t
I
I
|
rE
FRESAMENTO TANGENCIAL |
RETFICAGRO/FRESAMENTO | FURAGAO,
RETIFICAGAO/FRESAMENTO
FRONTAL TANGENCIAL
PROF. E ESPESSURA DE PENETRACAO.
1.8 - Grandezas Relativas do Cavaco:
‘So derivadas das grandezas de corte e obtidas por céiculo. Nao so iguais as consegui-
das pela medigéo do cavaco, devido as enormes deformagdes que recebe no seu arrancamento.
1.8.1 - Comprimento de Corte - b [mm]: — (na S.C. e La D.C.)
E 0 comprimento do cavaco a ser retirado, medido na superficie de corte, segundo a dire-
go normal a de corte.
E, portanto, medido na intersegao da superficie de corte com o plano normal & velocidade
de corte (plano de referéncia), passando pelo ponto de referéncia da aresta cortante.
Em ferramenta de aresta cortante retilinea, sem curvatura na ponta, tem-se:
b=p/seny,
‘onde x € 0 Angulo de posig&o da ferramenta (formado pelos planos de trabalho X e de corte Il e medi-
do no plano de referéncia |).
1.8.2 - Comprimento Efetivo de Corte - b, [mm]:
E 0 comprimento de cavaco a ser retirado, medido na superficie de corte, segundo a dire-
So normal a efetiva de corte:
Fundamentos da Usinagem v8 Prof, Juarez Rosa / Prof, Lourengo
Fundamentos da Usinagem 16/31
1.8.3 - Espessura de Corte - h [mm/dente]: > (1. S.C. e | a D.C.)
E a espessura calculada do cavaco a ser retirado, medida normalmente a superficie de
corte e segundo a diregdo perpendicular a diregao de corte:
h=a.senx;
1.8.4 - Espessura Efetiva de Corte - h, [mmi/dente]
E a espessura calculada do cavaco a ser retirado, medida normalmente a superficie efeti-
va de corte e segundo a diregao perpendicular a diregao efetiva de corte
1.8.5 - Area da Seedo de Corte (ou Secao de Corte) - s [mm*/dente]:
E a drea da segao do cavaco a ser retirado, medida em um plano normal a diregao de cor-
te:
S=p-a. ou s=b-h
/ | ate
toi iy 1
" A xs 4x
oh RNS)
| TORNEAMENTO.
AREA DA SECAO DE CORTE
1.8.6-Ai Secio Efetiva de Corte (ou Secao Efetiva de Corte) - s, [mm*/dente]:
E a Area calculada, da segao de cavaco a ser retirado, medida em um plano perpendicular
A diregdo efetiva de corte:
Se= D> Be;
ou
So = De+ he.
Fundamentes da Usinagem vé Prof, Juarez Rosa / Prof. Lourengo
Fundamentos da Usinagem 17131
2- SEGAO DE CORTE NAS PRINCIPAIS OPERAGOES DE USINAGEM
Expressdo Geral, valida para todas as operacdes:
s=p-5 sen 9] onde:
s [mm*Idente] - (area da Seco de Corte); a, [mmidente] - avango de corte;
P [mm] - Profundidade (ou largura) de corte, a [mmicicto] - Avanco;
Z [dente/ciclo] — n° de dentes em 1 ciclo; ag [mmidente] - Avango por dente;
p - Angulo da diregao de avango.
Da expresso geral, podem ser deduzidas relagdes simplificadas, devido a particularida-
des proprias de cada operacao, o que serd visto a seguir,
2.1 - TORNEAMENTO
Expresso Particular - Obtida das simplificagées, validas para qualquer tipo de tornea-
mento:
i-A Ferramenta 6 monocortante, logo, Z = 1;
ii- A diregao de avango 6 perpendicular & de corte, logo, 9 = 90° e sen @ = 1. Portanto, pa-
rao torneamento, em geral, tem-se: s = pot, ou s=p-a, valida para o torneamento, especifi-
camente.
Sendo a profundidade de corte p uma grandeza geométrica, que quantifica o sobremetal a
ser usinado, sua express&o depende da configuragao do par ferramenta-pega, em cada operagdo,
como se vera.
2.1.1 - TORNEAMENTO CILINDRICO EXTERNO
EAMENTO CILINDRICO EXTERNO
Onde:
Fundamentos da Usinagem v6 Prof. Juarez Rosa / Prof, Lourengo
Fundamentos da Usinagem 18/31
d, - Didmetro Inicial;
Xa Plano (Efetivo) de Trabalho;
Vs [mmimin] - Velocidade de Avanco;
7,- Angulo de Posigao;
$.C.1/2 - Superficies de Corte Consecutivas;
@ad; - Diametro Final;
v [m/min] - Velocidade de Corte;
P - Ponto de Referencia;
A.P.C. - Aresta Principal de Corte;
b [mm] - Comprimento de Corte, b = pisen 1;
h [mm/dente] - Espessura de Corte, h = a--sen x= a-sen 7;
Rugosidades Superficiais Maximas: N8 - Ra < 3,2 um;
Neste tipo de torneamento, tem-se: p = (dj - dj)/2 -.
N11 - Ry s 25,0 pm;
INTERNO.
2.1.2 - TORNEAMENTO CILINDRIC
| ws
DETALHE Y |
TORNEAMENTO DE_FACEAMENTO
Des=p-a,comp=
I, tem-se: s = (I; - I)-a.
Fundsmentos da Usinagem v6
Prot. Juarez Rosa / Prot. Lourengo
Fundamentos da Usinagem 19131
2.1.4 - TORNEAMENTO DE SANGRAMENTO
TORNEAMENTO DE SANGRAMENTO.
Divide-se em dois tipos, segundo a diregao de avango:
Torneamento de Sangramento Radial: como s=p-a, e p=j, entéo: s=j
Torneamento de Sangramento Axial: como no tipo anterior, a largura do rasgo é cotada
com o valor j, de modo que a area da segdo de corte: s = p - a, passa a s =j - a; no caso especial da
ferramenta especificada: z= 90°, seny =1.. b=plsenz=p, ¢ h=a-seny = a= ay=a.
2.2 - APLAINAMENTO
INDEFORMADO
E uma operacdo bastante semelhante ao torneamento, distinguindo-se pela descontinui-
dade dos movimentos de corte (retilineo alternative) e de avango, assim como pela forma, em geral
plana, da superficie aplainada, em lugar dos dois movimentos continuos e o formato de superficie de
revolugao da torneada. Pode-se, porém, de uma certa forma, dizer que 0 aplainamento 6, na realida-
de, um torneamento, em que a superficie aplainada, por ser plana, 6 um
finito.
Do mesmo modo, partindo da Expresso Geral, ja apresentada:
s=p-2-sen:
P->-seng,
usando a mesma simbologia, e tendo em vista as simplificagSes, ja indicadas para o torneamento:
Fundementos da Usinagem v6 Prof Juarez Rosa / Prof. Lourengo
Fundamentos da Usinagem 2081
() _ Ferramenta monocortante, Z = 1;
(i) Petpendicularismo entre as diregées de corte e de avango, o = 90°, sen @
chega-se 4 mesma Express&o Particular, para o aplainamento:
s=p-a.
Esta operagdo pode apresentar vérios tipos, dependentes do formato e posigaio da peca e
ferramenta, porém todos com as mesmas caracteristicas. Sendo p = hj— hy, diferenca de alturas do
bruto e acabado, fica:
s=(hi-hy)-a,
com: hy - altura inicial e hy ~altura final da pega.
2.3 - FURACAO E ALARGAMENTO
‘So operagées feitas, em geral, na furadora, com ferramentas cilindricas, ou cOnicas, dis-
tinguindo-se os varios tipos, basicamente, pelo valor da rugosidade, do sobremetal e niimero de nava-
Ihas.
Na expresso geral , s = p- $seng , pode-se realizar a seguinte simplificagdo , para todos
08 trabalhos semelhantes: Diregdo de corte perpendicular a de avango , donde = 90° e sen @ =
valendo entéo a expresso particular simplificada , para a furacdo e 0 alargamento:
Nio
passando-se a diferenciar os vérios tipos de operagdo, pelas caracteristicas geométricas do par pega-
ferramenta e pelo nimero de dentes, facas ou navalhas desta Ultima.
2.3.1 - FURAGAO PLENA OU EM CHEIO gd.
pod X
Utilizando-se, como ferramenta, a broca helicoidal de 2 navalhas, tem-se: Z
Pela geometria, p=, logo: s = 2.2, ouseja:|s
| P= 5, logo: s= 5-2, ou sei
Fundamentos da Usinagem v6 Prof. Juarez Rosa / Prof. Lourengo
Fundamentos da Usinagem 2431
2.3.2 - FURAGAO @ d COM PRE-FURACAO @ do
od 1X
faa
FURACAO COM PRE-FURACAO
Sendo especificada a mesma ferramenta, broca helicoidal de 2 navalhas, tem-se Z = 2, e,
pela geometria do conjunto:
p= =4e) donde: = G=e).@ gy, |g = 2 (=e)
2 2 4 2
2.3.3 - ALARGAMENTO
No desbaste Z = 3 ou 4 ou 6, eno acabamento Z > 6.
DETALHE
lo, =0g=0/Z=0/4
ALARGAMENTO DE _DESBASTE
| Semelhante ao caso anterior, o alargador de desbaste escolhido ¢ o de quatro (4) nava-
d-da.
| Ihas. Com Z = 4 e a geometria do conjunto indicando : p=(d1-d)/2, tem-ses = a:
a-(d, -d)
Fundamentos da Usinagem v8 Prof, Juarez Rosa / Prof. Lourengo
Fundamentos da Usinagem 22/34
2.4 - BROCHAMENTO
=)
co ACABAMENTO
& .
UZZAN tA INININSY
SE
& J
WK
Gyr Wx y fe ans
BROCHAMENTO
|
b
Nesta operacéo, como em todas as demais anteriores, a direcdo de avango é sempre per-
pendicular & de corte, donde @ = constante = 90°, e sen @ = 1. Assim, da expresso geral da seco
de corte, dada por s =p. ac, vem a simplificagao : como a, = ay-Senp; a= ay-1 -. S= Pp -ay. OU-
tra particularidade desta operagao que o angulo de posi¢ao = 90°, o que implicaem b=p © h=ac,
jd que, genericamente, b = pisen ze h=a,-sen x. Portanto, s =p - a., com a, = ay =h. A expres-
so de p ira depender essencialmente do tipo de brochamento executado, se interno ou extemo, se
Circular ou ranhurado, etc., e, no caso em pauta, de rasgo de chaveta, da largura do rasgo.
2.5 - FRESAMENTO
E uma operagao bem mais complexa do que as jé apresentadas, tendo em vista o empre-
go de ferramenta multicortante e a variabilidade do angulo da diregao de avango @ , durante a geragao
da superficie de corte. Outra caracteristica, especifica do fresamento, é a espessura de penetracdo e
[mm], grandeza que n&o aparece nas outras operagdes, exceto nas de retificago semelhantes (tan-
gencial e frontal).
Diferentemente das outras operagdes enumeradas anteriormente , no fresamento , ajusta-
se a yelocidade de avango , v, [mm/min], pelo avanco por dente , ag [mmidente], além de , natural-
mente , a de corte , pela r-p.m. , n.. Assim, para que os calculos sejam feitos com os valores reais, a-
justados na maquina, deve-se expandir a expresso geral de s, como se segue
Va
} S=passeng; masvran; vara.ZN 7 ay =P. seng|
"Zn
No caso mais comum, fresamento de pegas de geometria uniforme em maquinas conven-
cionais, os quatro primeiros par&metros na expressao de s so constantes, permanecendo apenas,
como tinica variavel, 0 2ngulo @ , em sen @ , podendo-se, entao, abreviar:
= k-senp , onde k = p-v 4/(z-n) = constante.
\Vé-se, portanto, que a segdo de corte s, constante nas outras operagées, aparece no fre-
samento como uma variavel, entre os limites maximo e minimo, conforme @, ou melhor, sen 9.
Nos dois tipos de fresamentos normais (cilindrico tangencial ou frontal) a expresséo geral
de s ira particularizar-se pelas caracteristicas geométricas do par ferramenta-peca.
FFundamentos da Usinagem v6 Prof, Juarez Rosa / Prof. Lourengo
Fundamentos da Usinager 23181
2.5.1 - Fresamento Cilindrico-Tangencial
esa de 2 dontes, AMC.
novohas ou Tavs” ae
ye} wa
bs am
ee)
v Ce
Xe i
ve [TERS
Pe Paget 1]
MODELO
.CO_INDEFORMADO.
Neste tipo de fresamento, a superficie usinada é paralela ao eixo da fresa, e os planos de
corte e de trabalho formam, no plano de referéncia, o Angulo de posi¢do x = 90°, o que implica em b =
pe haa,
Sendo a area da seg&o de corte s varidvel, seu valor iré depender de sua localizago, jun-
to do ponto de referéncia P, fixado sobre a aresta cortante. A posigao 6 indicada pelo Angulo central @,
que é medido entre os raios vertical e o relativo a P. Assim, se tera, nas arestas representadas pelas
linhas:
“Me PVs
Ent. sen Prax
7 Zn
SEN Qo ;
valor maximo de @ , @o, corresponde ao Angulo de contato do dente , medido entre os
pontos de inicio e fim do corte , podendo ser calculado , com base nos dados da figura acima , pela
expresso :
2 2
Ce ee ee eee
2) “2 ga 2- Je-(d-e)
d d
Fundamentos da Usinagem vé Prof, Juarez Rosa / Prot. Lourenga
Fundamentos da Usinagem
24181
2.5.2 - Fresamento Frontal ou de Topo
(CAVACO _INDEFORMAD:
Contrariamente ao tipo anterior, em que a superficie usinada é paralela ao eixo de rotagéo
da ferramenta, neste caso a superficie trabalhada é perpendicular ao eixo da fresa
Dentre os varios tipos de fresamento frontal, escolheu-se, no exemplo da figura acima, o
fresamento frontal simétrico de rasgo ou de canal, em que se tem, nos pontos indicados:
Py, inicio do corte, com@=Qi=0? € s=s)=p-aq=p-ay-sengi=
Ve
Zn
sen, =P. sen 0°= p-0
Pz, fim do corte , com @ = @2 = 180° e sen @ = sen (pz = sen 180° = 0;
Ve
Assim, s =
Zn
sen 180° = p-0
“sen, =P
Pp, COM O= m= 90%, sen P= (SEN Oma) = sen 90° = 1,
S=Smx = Ps Acme = Pag = y-sen 90° =P
Fundamentos da Usinagom v6 Prof, Juarez Rosa / Prot. Lourenco
Fundamentos da Usinagem 25131
fas B: J seng = k- sen:
Prauarauer), COMM = Piauaraver), &
Neste exemplo: @o = @2 - 0; = 180°, Angulo de contato do dente: 0° < @ < 180°, e = 2d.
XXXXKKXAXXAKAKKXAKKKK
BIBLIOGRAFIA:
- Ferraresi, Dino — “Fundamento da Usinagem dos Metais” ~ Ed. Edgard Bliicher Ltda, S40 Paulo,SP.
ANEXOS:
As paginas seguintes, em anexo, ilustram algumas operagées de usinagem.
Fundamentos da Usinagem v5 Prof, Juarez Rosa / Prof, Lourengo
You might also like
- Catalogo ContinentalDocument88 pagesCatalogo ContinentalEduardo Sá Freire de SouzaNo ratings yet
- Rotulagem Ciclo de VidaDocument40 pagesRotulagem Ciclo de VidaEduardo Sá Freire de Souza100% (1)
- 3186-Texto Do Artigo-12931-1-10-20150929Document22 pages3186-Texto Do Artigo-12931-1-10-20150929Eduardo Sá Freire de SouzaNo ratings yet
- Apostila MaqFluxo EG PDFDocument109 pagesApostila MaqFluxo EG PDFÍthalo SantanaNo ratings yet
- Parte I - Introducao Aos Processos de Fabricao MetalicaDocument66 pagesParte I - Introducao Aos Processos de Fabricao MetalicaAnonymous 9rJe2lOskxNo ratings yet
- Auditoria AmbientalDocument12 pagesAuditoria AmbientalEduardo Sá Freire de SouzaNo ratings yet
- Rio +20 Aula 2Document1 pageRio +20 Aula 2Eduardo Sá Freire de SouzaNo ratings yet
- Ensaios Padrão de Areia de FundiçãoDocument3 pagesEnsaios Padrão de Areia de FundiçãoEduardo Sá Freire de SouzaNo ratings yet
- Adm MotivaçãoDocument3 pagesAdm MotivaçãoEduardo Sá Freire de SouzaNo ratings yet
- Auditoria AmbientalDocument12 pagesAuditoria AmbientalEduardo Sá Freire de SouzaNo ratings yet
- Teorias de MotivaçãoDocument6 pagesTeorias de MotivaçãoEduardo Sá Freire de SouzaNo ratings yet
- Treino ABC: Divisões e PrincípiosDocument1 pageTreino ABC: Divisões e PrincípiosEduardo Sá Freire de SouzaNo ratings yet
- Gesta o Ambient AlDocument4 pagesGesta o Ambient AlEduardo Sá Freire de SouzaNo ratings yet
- Tabela de Folgas JQC PDFDocument1 pageTabela de Folgas JQC PDFEduardo Sá Freire de SouzaNo ratings yet
- Tramitacao-VTS 1 CCJC - PEC 241-2016Document9 pagesTramitacao-VTS 1 CCJC - PEC 241-2016Eduardo Sá Freire de SouzaNo ratings yet
- BACTERIOLOGIADocument4 pagesBACTERIOLOGIAEduardo Sá Freire de SouzaNo ratings yet
- Análise de TensõesDocument3 pagesAnálise de TensõesEduardo Sá Freire de SouzaNo ratings yet
- Resistência Dos Materiais I - ResumoDocument22 pagesResistência Dos Materiais I - ResumoEduardo Sá Freire de SouzaNo ratings yet
- Terça-Feira, 16 de Agosto de 2011Document1 pageTerça-Feira, 16 de Agosto de 2011Eduardo Sá Freire de SouzaNo ratings yet
- Resumo Formulario-CalcVetDocument4 pagesResumo Formulario-CalcVetEduardo Sá Freire de SouzaNo ratings yet
- Desbloquear o Home TheaterDocument1 pageDesbloquear o Home TheaterEduardo Sá Freire de SouzaNo ratings yet
- De Que Arvore Voce CaiuDocument24 pagesDe Que Arvore Voce CaiuAcacio NetoNo ratings yet