You might also like
- Módulo de cinemática DMU de Catia V5From EverandMódulo de cinemática DMU de Catia V5Rating: 5 out of 5 stars5/5 (1)
- Reporte U4 WinUnisoftDocument19 pagesReporte U4 WinUnisoftArturo FigueroaNo ratings yet
- Maquinado Por ElectroerosionadoraDocument6 pagesMaquinado Por ElectroerosionadoraJose Rogelio Navarro GarciaNo ratings yet
- Manual de Prácticas 2 Cero MaquinaDocument8 pagesManual de Prácticas 2 Cero MaquinaCarlos Alfredo Diaz HernandezNo ratings yet
- Informe Final Practica 8Document11 pagesInforme Final Practica 8Alicia Arevalo0% (1)
- Actividad 2 CAD-CAM - José Luis EscalanteDocument13 pagesActividad 2 CAD-CAM - José Luis EscalanteJl EscalanteNo ratings yet
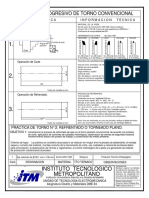
- Apuntes de Torno ConvencionalDocument9 pagesApuntes de Torno ConvencionalFL Erick F100% (2)
- Silabo para Curso de Mecanizado CNCDocument3 pagesSilabo para Curso de Mecanizado CNCCourtney Wilkerson100% (1)
- Hoja de Procesos Parte SuperiorDocument7 pagesHoja de Procesos Parte SuperiorEdgar LopezNo ratings yet
- FMS-200 SMC PDFDocument38 pagesFMS-200 SMC PDFluy_angelNo ratings yet
- Manual de Practicas SSMMDocument67 pagesManual de Practicas SSMMricardoNo ratings yet
- Maquinado-procesos-corteDocument91 pagesMaquinado-procesos-corteJesus Manuel Vazquez NicolasNo ratings yet
- Unidad V Examen Ingeniería de Control Clásico U V ADocument2 pagesUnidad V Examen Ingeniería de Control Clásico U V AManuel NuñezNo ratings yet
- Instrucciones Del Programa WinunisoftDocument24 pagesInstrucciones Del Programa WinunisoftRafael Perez MezaNo ratings yet
- 02 Dibujo ParametricoDocument30 pages02 Dibujo ParametricoEnrique Villegas MedinaNo ratings yet
- Partes de Torno y NCNDocument9 pagesPartes de Torno y NCNEnrique Gonzalez HerreraNo ratings yet
- Práctica Torno ConvencionalDocument3 pagesPráctica Torno ConvencionalJames MachadoNo ratings yet
- Modelo Matematico Del Motor DCDocument5 pagesModelo Matematico Del Motor DCAbdias MoralesNo ratings yet
- Practica de TornoDocument3 pagesPractica de TornoJonny MagañaNo ratings yet
- Torno Abril 2021Document42 pagesTorno Abril 2021Jose Antonio Lopez CastroNo ratings yet
- Proyecto CMCDocument16 pagesProyecto CMCFrankoNo ratings yet
- Automatizacion IndustrialDocument22 pagesAutomatizacion IndustrialCarlos Roberto HentscholekNo ratings yet
- Introduccion Al CNCDocument24 pagesIntroduccion Al CNCRichardVargasNo ratings yet
- Operaciones de Maquinado CNCDocument6 pagesOperaciones de Maquinado CNCH Rivera Oki AntonioNo ratings yet
- MTD 1019 Manufactura AvanzadaDocument3 pagesMTD 1019 Manufactura AvanzadaFernando VicenteNo ratings yet
- Tareas de taller mecánicoDocument16 pagesTareas de taller mecánicoLuisEnriqueCarbajalHuisaNo ratings yet
- MoleteadoDocument9 pagesMoleteadoFernando MercedesNo ratings yet
- CNC 8025 GP, M, MS manuales actualizadosDocument420 pagesCNC 8025 GP, M, MS manuales actualizadoschusba0% (1)
- Mediciones Parte 1Document26 pagesMediciones Parte 1William GasparNo ratings yet
- Practica Nro 2Document2 pagesPractica Nro 2LuisGuzman0% (1)
- Manual CNC - FINAL Version 1Document170 pagesManual CNC - FINAL Version 1Angel Ortiz HurtadoNo ratings yet
- RectificadoDocument23 pagesRectificadoJosu SarraoaNo ratings yet
- Programación de Máquinas de CNC Con Códigos G y MDocument3 pagesProgramación de Máquinas de CNC Con Códigos G y MgasbyNo ratings yet
- Plan de Mantenimiento de Una FresadoraDocument5 pagesPlan de Mantenimiento de Una FresadoraBryan RodriguezNo ratings yet
- TALADRODocument4 pagesTALADROCristianNo ratings yet
- Manual de PracticasDocument53 pagesManual de PracticasIsaiasMartinez100% (1)
- Manual de Prácticas Maquinas Electricas y Disp Electronicos - Ver - 2017Document36 pagesManual de Prácticas Maquinas Electricas y Disp Electronicos - Ver - 2017MARIO ANDRES REYES GONZALEZNo ratings yet
- Corte Con Chorro de AguaDocument31 pagesCorte Con Chorro de AguaYukelsy Hye Mi0% (1)
- Tipos de Herramientas de Corte y ParametrosDocument8 pagesTipos de Herramientas de Corte y ParametrosOscar Eduardo RolonNo ratings yet
- Informe CNCDocument8 pagesInforme CNCMixio Olivares MuñozNo ratings yet
- Manual de Diseño Catia V5 R14Document135 pagesManual de Diseño Catia V5 R14Rob HerdezNo ratings yet
- Controlador Pid para Control de NivelDocument7 pagesControlador Pid para Control de NivelFreddy Enrique AguilarNo ratings yet
- Torneado CónicoDocument7 pagesTorneado CónicoBryanMárquezNo ratings yet
- torno-cnc-control-numericoDocument4 pagestorno-cnc-control-numericoCRILLOMARNo ratings yet
- Sinumerik 840D Mill PDFDocument256 pagesSinumerik 840D Mill PDFAlex Salazar BorgesNo ratings yet
- Practica 2. - Maquinado en Torno y FresadoraDocument9 pagesPractica 2. - Maquinado en Torno y Fresadorajorge rafisNo ratings yet
- Introduccion A La Programacion CNC Modulo I PDFDocument19 pagesIntroduccion A La Programacion CNC Modulo I PDFJonathan ZárateNo ratings yet
- MECANIZADO en TORNO CONVENCIONALDocument18 pagesMECANIZADO en TORNO CONVENCIONALYERSONNo ratings yet
- Generación de Programa CNC y Definición de GeometríasDocument14 pagesGeneración de Programa CNC y Definición de GeometríasCesar OmarNo ratings yet
- Equipo 4 Sistemas de VisionDocument36 pagesEquipo 4 Sistemas de VisionJuanNo ratings yet
- 1.3 Categoría de Los Procesos de FabricaciónDocument8 pages1.3 Categoría de Los Procesos de FabricaciónRoberto Jair Arteaga ValenzuelaNo ratings yet
- Manual de Seleccion y PracticasDocument50 pagesManual de Seleccion y PracticasHell Jumper HereNo ratings yet
- Cuestionario sobre maquinas CNC: ventajas, precisión y códigosDocument2 pagesCuestionario sobre maquinas CNC: ventajas, precisión y códigosCracatoasNo ratings yet
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Document6 pagesTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Julio C. Camargo Santos100% (2)
- Lathe Simulator LiteDocument4 pagesLathe Simulator LitejoseNo ratings yet
- Ejercicio CNCDocument13 pagesEjercicio CNCMario EspinozaNo ratings yet
- Apuntes Rapidos HaasDocument7 pagesApuntes Rapidos HaasCARLOS PRUDENCIO DE GRACIANo ratings yet
- Puesta A Puntos Maquinas Fanuc 21t y 21mDocument7 pagesPuesta A Puntos Maquinas Fanuc 21t y 21mMecanizado SenaNo ratings yet
- Practica 5 CNCDocument39 pagesPractica 5 CNCJefferson AnrangoNo ratings yet
- Guía CAMConcept FresadoDocument18 pagesGuía CAMConcept FresadoManu UgarteNo ratings yet
- Estación de re-trabajo ZKW-1085Document1 pageEstación de re-trabajo ZKW-1085Christian C. SandovalNo ratings yet
- Manual de Computación BásicoDocument55 pagesManual de Computación BásicoChristian C. SandovalNo ratings yet
- TESTRANO 600 Brochure ESPDocument16 pagesTESTRANO 600 Brochure ESPChristian C. SandovalNo ratings yet
- Càrdenas - Christian - Mercado MetaDocument11 pagesCàrdenas - Christian - Mercado MetaChristian C. SandovalNo ratings yet
- Motor de Cuatro TiemposDocument3 pagesMotor de Cuatro TiemposChristian C. SandovalNo ratings yet
- Ensayo Historia Del PensamientoDocument12 pagesEnsayo Historia Del PensamientoChristian C. SandovalNo ratings yet
- Ensayo Relaciones Publicas.Document6 pagesEnsayo Relaciones Publicas.Christian C. SandovalNo ratings yet
- DisminuirDocument6 pagesDisminuirChristian C. SandovalNo ratings yet
- Sistemas Sistemáticos Anti CorrupciónDocument4 pagesSistemas Sistemáticos Anti CorrupciónChristian C. SandovalNo ratings yet
- El Liberalismo Económico.Document3 pagesEl Liberalismo Económico.Christian C. SandovalNo ratings yet
- Psicología de Las OrganizacionesDocument2 pagesPsicología de Las OrganizacionesChristian C. SandovalNo ratings yet
- Los Seis Sombreros Del PensamientoDocument4 pagesLos Seis Sombreros Del PensamientoChristian C. SandovalNo ratings yet
- Comercio InternacionalDocument28 pagesComercio InternacionalChristian C. SandovalNo ratings yet
- Desarrollo OrganizacionalDocument9 pagesDesarrollo OrganizacionalChristian C. Sandoval0% (1)
- Encuesta Estudiantes Que TrabajanDocument1 pageEncuesta Estudiantes Que TrabajanChristian C. SandovalNo ratings yet
- Computación BásicaDocument5 pagesComputación BásicaChristian C. SandovalNo ratings yet
- 2.-Aspectos Fundamentales de Una Auditoria EnergéticaDocument15 pages2.-Aspectos Fundamentales de Una Auditoria EnergéticaChristian C. Sandoval50% (2)
- Despacho de Potencia ReactivaDocument33 pagesDespacho de Potencia ReactivaChristian C. SandovalNo ratings yet
- Ensayo Leyes para El Aprovechamiento de La Energia SustentableDocument7 pagesEnsayo Leyes para El Aprovechamiento de La Energia SustentableChristian C. SandovalNo ratings yet
- Fundamentos de Una Auditoria Energética, en El Ámbito Local, Nacional InternacionalDocument8 pagesFundamentos de Una Auditoria Energética, en El Ámbito Local, Nacional InternacionalChristian C. Sandoval0% (1)
- Ahorro de EnergiaDocument9 pagesAhorro de EnergiaChristian C. SandovalNo ratings yet
- Convetidor de PotenciaDocument14 pagesConvetidor de PotenciaChristian C. SandovalNo ratings yet
- Convetidor de PotenciaDocument14 pagesConvetidor de PotenciaChristian C. SandovalNo ratings yet
- Examen de Diagnostico NeumaticaDocument8 pagesExamen de Diagnostico NeumaticaChristian C. SandovalNo ratings yet
- TPM y RCMDocument13 pagesTPM y RCMChristian C. SandovalNo ratings yet
- Fanuc 0i TDocument11 pagesFanuc 0i TChristian C. SandovalNo ratings yet
- Cuestionario Deming CalidadDocument1 pageCuestionario Deming CalidadChristian C. SandovalNo ratings yet
- Practicas de Unidad 1 en Festo FluidsimeeDocument3 pagesPracticas de Unidad 1 en Festo FluidsimeeChristian C. SandovalNo ratings yet
- Practicas de Unidad 1 en Festo FluidsimeeDocument3 pagesPracticas de Unidad 1 en Festo FluidsimeeChristian C. SandovalNo ratings yet
- Lab2 Informe Previo Alta TensionDocument7 pagesLab2 Informe Previo Alta TensionLuis SulcaNo ratings yet
- SiuaDocument274 pagesSiuaLisandro Briceño100% (1)
- OF1721Document11 pagesOF1721Eco DMA SAS100% (1)
- Cómputos MétricosDocument60 pagesCómputos MétricosAilyn UlloaNo ratings yet
- El MicroscopioDocument10 pagesEl MicroscopioOliver Carbajal DegadoNo ratings yet
- Led Vela 5W AsdeledDocument1 pageLed Vela 5W AsdeledGeorge Benny Miranda ArrunateguiNo ratings yet
- Apu ElectricasDocument23 pagesApu ElectricasMiguelAngelArevaloVargasNo ratings yet
- Web Folleto AndamiosDocument2 pagesWeb Folleto AndamiosJose Ignacio CastilloNo ratings yet
- NIDEK SL 1800 EspanolDocument2 pagesNIDEK SL 1800 EspanolAlejandro Lalama GuerreroNo ratings yet
- Informe de Práctica de Laboratorio de Física sobre Instrumentos de Medición EléctricaDocument8 pagesInforme de Práctica de Laboratorio de Física sobre Instrumentos de Medición EléctricaOscar EduardoNo ratings yet
- Inspección formato herramientas 40Document2 pagesInspección formato herramientas 40Latricia CoxNo ratings yet
- Presentacion Linea Unitaria Sebastian Gutierrez FrancoDocument88 pagesPresentacion Linea Unitaria Sebastian Gutierrez FrancoJhovan Vasquez GuevaraNo ratings yet
- ¿Qué Es Un Tiristor?Document19 pages¿Qué Es Un Tiristor?Franklin ArguetaNo ratings yet
- CARGAS PARAISO CORRECCION DE E% DESGLOZADADocument34 pagesCARGAS PARAISO CORRECCION DE E% DESGLOZADAeric martinezNo ratings yet
- Presupuesto Monopolo 30MT Alan GarciaDocument1 pagePresupuesto Monopolo 30MT Alan GarciaEsau RevierNo ratings yet
- 81-40le TransDocument45 pages81-40le Transhenry sornozaNo ratings yet
- 9852 3584 56b Maintenance Instructions Boomer S1 DDocument316 pages9852 3584 56b Maintenance Instructions Boomer S1 DJose luis Vargas100% (1)
- CURRICULUM VITAE SanabriaDocument5 pagesCURRICULUM VITAE SanabriaFrank FloresNo ratings yet
- Tren de Fuerza en Tractores de Cadenas D8TDocument91 pagesTren de Fuerza en Tractores de Cadenas D8TYeison Nazareth Navas Lozada100% (3)
- Análogos Samcom 2110 PDFDocument1 pageAnálogos Samcom 2110 PDFmmonti2005No ratings yet
- PT-21-77 Pistola Browning 9mm (1979)Document36 pagesPT-21-77 Pistola Browning 9mm (1979)Ariel RobertsNo ratings yet
- Puertos de ComunicaciónDocument4 pagesPuertos de Comunicaciónjose daniel gonzalesNo ratings yet
- Valvula de Alivio PrincipalDocument3 pagesValvula de Alivio PrincipalRafael RodriguezNo ratings yet
- Requerimientos Cojedes para Proyecciòn Del Mes de Ocutubre 2023Document10 pagesRequerimientos Cojedes para Proyecciòn Del Mes de Ocutubre 2023Tulio PerezNo ratings yet
- Inversión de giro motor trifásicoDocument3 pagesInversión de giro motor trifásicoPaola RamirezNo ratings yet
- 3 Mediciones Multitester y TenazasDocument18 pages3 Mediciones Multitester y TenazasAlejandra MontecinosNo ratings yet
- Digragrama Electrico SimuladorDocument4 pagesDigragrama Electrico Simuladorjessica Gaona TillaguangoNo ratings yet
- Circuitos temporizadores con CI 555Document15 pagesCircuitos temporizadores con CI 555Wilmer Edmundo Jesus TantaNo ratings yet
- Cartas Bioclimaticas PDFDocument7 pagesCartas Bioclimaticas PDFAprAlbinoNo ratings yet
- TR1 de Mecánica Aplicada A Electricidad IndustrialDocument7 pagesTR1 de Mecánica Aplicada A Electricidad IndustrialBryan AscNo ratings yet