You might also like
- Pinturas American ChemicalDocument29 pagesPinturas American ChemicalPriscilaNo ratings yet
- UF1181 - Maduración y envasado de quesosFrom EverandUF1181 - Maduración y envasado de quesosRating: 5 out of 5 stars5/5 (1)
- REVISTA ROSACRUZ Año II - Núm 9Document11 pagesREVISTA ROSACRUZ Año II - Núm 9mario piñeyroNo ratings yet
- Guías de Ejercicios de Costos y Estandarización de Recetas - 9Document5 pagesGuías de Ejercicios de Costos y Estandarización de Recetas - 9Paola GonzálezNo ratings yet
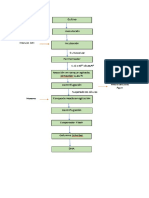
- Diagrama de FlujoDocument17 pagesDiagrama de FlujoantonioNo ratings yet
- Balance de Materia y EnergiaDocument8 pagesBalance de Materia y EnergiaSheyla Pineda0% (1)
- Manual de Implementacion de La Norma ISO 14001 2015Document31 pagesManual de Implementacion de La Norma ISO 14001 2015beatriz perez loaizaNo ratings yet
- Ejemplo de Manual de Gestion AmbientalDocument43 pagesEjemplo de Manual de Gestion AmbientalEdgarCordova100% (1)
- Falla Bifasica A TierraDocument29 pagesFalla Bifasica A TierraPhilip J. Fry70% (10)
- Problemas ambientales fábricas jabónDocument2 pagesProblemas ambientales fábricas jabónCharlyNo ratings yet
- Manual de Prácticas Del Laboratorio de Mecánica de FluidosDocument78 pagesManual de Prácticas Del Laboratorio de Mecánica de FluidosJOSE TADEO SALAZAR ANDURONo ratings yet
- Preguntas de Aprovechamiento de Residuos de La Industria de Harinas y CerealesDocument11 pagesPreguntas de Aprovechamiento de Residuos de La Industria de Harinas y CerealesJosé Miguel CarlosamaNo ratings yet
- Taller PMLDocument3 pagesTaller PMLGeovani Bejarano67% (3)
- Smart Grid en GYE-OMSDocument33 pagesSmart Grid en GYE-OMSPhilip J. FryNo ratings yet
- Dialnet LosSistemasSCADAEnLaAutomatizacionIndustrial 5280242 PDFDocument12 pagesDialnet LosSistemasSCADAEnLaAutomatizacionIndustrial 5280242 PDFAnderson RodríguezNo ratings yet
- Unidad 2 Ge - Marlon - PovedaDocument4 pagesUnidad 2 Ge - Marlon - PovedaPhilip J. Fry100% (2)
- Correccion de Despacho EconomicoDocument5 pagesCorreccion de Despacho EconomicoPhilip J. FryNo ratings yet
- Tarea Virtual 04 - Marlon PovedaDocument12 pagesTarea Virtual 04 - Marlon PovedaPhilip J. Fry100% (2)
- Control de Lectura 3Document10 pagesControl de Lectura 3Fabricio NoriegaNo ratings yet
- Características de La Auditoria AmbientalDocument15 pagesCaracterísticas de La Auditoria AmbientalJackeline Saav Dí100% (1)
- Caso Practico - EcoMapaDocument5 pagesCaso Practico - EcoMapaJhann Carlos Huallparuca Soberanes0% (1)
- Auditoria Ambiental PanaderiaDocument26 pagesAuditoria Ambiental PanaderiaRodrigo Andre50% (4)
- Anexo 3 - Matriz de Indicadores Estructura, Proceso y Resultado Del SG-SSTDocument43 pagesAnexo 3 - Matriz de Indicadores Estructura, Proceso y Resultado Del SG-SSTGineth RojasNo ratings yet
- Tarea Virtual 3 - Marlon - PovedaDocument4 pagesTarea Virtual 3 - Marlon - PovedaPhilip J. Fry100% (3)
- Visita A La Planta de Tratamiento de Aguas Residuales en Malteria BackusDocument8 pagesVisita A La Planta de Tratamiento de Aguas Residuales en Malteria BackusDaisuke NuñezNo ratings yet
- Auditoria Ambiental FAGALDocument27 pagesAuditoria Ambiental FAGALtania rojasNo ratings yet
- Sistemas de alcantarillado: partes, tipos y normativaDocument19 pagesSistemas de alcantarillado: partes, tipos y normativaJefferson Javier Aguilar De La Cruz100% (1)
- Proceso cerveza artesanalDocument11 pagesProceso cerveza artesanalosvaldoNo ratings yet
- Tarea Virtual 2 MECANISA BASICA-Marlon - PovedaDocument4 pagesTarea Virtual 2 MECANISA BASICA-Marlon - PovedaPhilip J. Fry100% (4)
- Estudio de Impacto Ambiental Cerveceria NacionalDocument51 pagesEstudio de Impacto Ambiental Cerveceria Nacionalerenrfv50% (2)
- Análisis de variables clave en el proceso de fermentación y elaboración de aguardienteDocument4 pagesAnálisis de variables clave en el proceso de fermentación y elaboración de aguardienteLeandro Infante GonzalezNo ratings yet
- Entrenamiento para El ExamenDocument12 pagesEntrenamiento para El ExamenJuanNo ratings yet
- Etapas de Proceso Productivo de La CurtiembreDocument15 pagesEtapas de Proceso Productivo de La CurtiembreRodolfo ChecaNo ratings yet
- Preguntas Iso 14000Document1 pagePreguntas Iso 14000Liano GuerraNo ratings yet
- Primer Parcial Aguas PDFDocument124 pagesPrimer Parcial Aguas PDFCristhian Verdesoto CozzarelliNo ratings yet
- ISO 14001 Auditoria Transporte Maquinaria PesadaDocument2 pagesISO 14001 Auditoria Transporte Maquinaria Pesada1191mlNo ratings yet
- Gestión ambiental planta molinera arroz ISO 14001Document100 pagesGestión ambiental planta molinera arroz ISO 14001Katia SamameNo ratings yet
- Informe de Auditoria de Gestion Ambiental Ecopetrol S.A.Document16 pagesInforme de Auditoria de Gestion Ambiental Ecopetrol S.A.Cristian Ramiro AvilaNo ratings yet
- Reporte ReciclaguaDocument8 pagesReporte ReciclaguaProyecto AMARESNo ratings yet
- SuspensionesDocument3 pagesSuspensionescarmenyesNo ratings yet
- Centro de Acopio Universidad de GuayaquilDocument1 pageCentro de Acopio Universidad de GuayaquilErick PalmiroNo ratings yet
- Similitudes y Diferencias Entre Las Normas ISO 9001, ISO 14001 y OHSAS 18001 PDFDocument5 pagesSimilitudes y Diferencias Entre Las Normas ISO 9001, ISO 14001 y OHSAS 18001 PDFLeidy MuñozNo ratings yet
- Deber Tecno Matriz MedDocument2 pagesDeber Tecno Matriz MedMishelle ArteagaNo ratings yet
- Pérdida de sólidos totales en el proceso de producción de caféDocument16 pagesPérdida de sólidos totales en el proceso de producción de caféLLEEZZGGNo ratings yet
- Aspectos Ambientales en CurtiembresDocument41 pagesAspectos Ambientales en CurtiembresTeddy Perez100% (2)
- Sistema de Gestión Ambiental para COBOCE HormigónDocument33 pagesSistema de Gestión Ambiental para COBOCE HormigónVr Vicente100% (2)
- Elaboracion de KombuchaDocument3 pagesElaboracion de KombuchaMaria Alejandra SantanderNo ratings yet
- Visita A La Ptar de Rio FrioDocument3 pagesVisita A La Ptar de Rio FrioAna Maria100% (1)
- Lista de Chequeo CurtiembreDocument2 pagesLista de Chequeo CurtiembreMilton Demy Pasache Camacho100% (2)
- Diagrama de FlujoDocument1 pageDiagrama de FlujoAntonio Villanueva Suarez33% (3)
- Producción mantequilla ArequipaDocument3 pagesProducción mantequilla ArequipaMirella Mendoza100% (1)
- 0175m - Ficha Tecnica Aceite de Girasol Rev 00Document2 pages0175m - Ficha Tecnica Aceite de Girasol Rev 00Luchito Herbas100% (1)
- Transferencia simultánea calor y masaDocument1 pageTransferencia simultánea calor y masaJuan David GuayazanNo ratings yet
- Tarea VirtualDocument4 pagesTarea VirtualManuel PerezNo ratings yet
- Agitación y Mezclado en Procesos Agroindustriales Ensayo AmaguaDocument5 pagesAgitación y Mezclado en Procesos Agroindustriales Ensayo AmaguaGINA SOFIA AMAGUA GONZALEZNo ratings yet
- Auditoria Codana PDFDocument241 pagesAuditoria Codana PDFLlanos67% (3)
- Contaminacion Ambiental en Una Lavanderia - TintoreriaDocument27 pagesContaminacion Ambiental en Una Lavanderia - TintoreriaLuisFiq80% (5)
- Tarea Casos de EstudiosedrtgffrddDocument7 pagesTarea Casos de EstudiosedrtgffrddHumberto OrtegaNo ratings yet
- 4 - 4-Presentacion Gloria Tratamiento AguaDocument17 pages4 - 4-Presentacion Gloria Tratamiento Aguaelizabethyami50% (2)
- Corinsa TesisDocument2 pagesCorinsa TesisLaura Sainz100% (1)
- Manual Del Sistema de Gestión Ambiental PIZZERIADocument31 pagesManual Del Sistema de Gestión Ambiental PIZZERIAGabriel Aparicio100% (3)
- Cuadro Comparativo TASDocument3 pagesCuadro Comparativo TASLydia Eniith100% (1)
- Producción compota tomate árbolDocument10 pagesProducción compota tomate árbolLuis Ludeña HornaNo ratings yet
- Manual Implementación 14001-2015 PDFDocument172 pagesManual Implementación 14001-2015 PDFEduardo NarváezNo ratings yet
- La Industria Papelera-ExposicionDocument21 pagesLa Industria Papelera-ExposicionGabriela G. ChNo ratings yet
- Plan de Auditoria A La CurtiembreDocument4 pagesPlan de Auditoria A La CurtiembreXNo ratings yet
- 2 - Ficha EmpresarialDocument10 pages2 - Ficha EmpresarialJose Ernesto Pillajo CabezasNo ratings yet
- Chocolates Orquidea S.ADocument33 pagesChocolates Orquidea S.ADiana Liz Ruiz0% (1)
- Formato de Ficha Ambiental - Fabrica de MermeladaDocument14 pagesFormato de Ficha Ambiental - Fabrica de MermeladaFlor100% (1)
- Procesos UnitariosDocument12 pagesProcesos UnitariosNereaNo ratings yet
- Proceso Productivo CervezaDocument16 pagesProceso Productivo CervezaTomas NavarroNo ratings yet
- Empresas Ďe Santa CruzDocument8 pagesEmpresas Ďe Santa CruzDaniel Sandoval GuzmanNo ratings yet
- Capitulo III METODOLOGÍADocument19 pagesCapitulo III METODOLOGÍAJasyVlogsNo ratings yet
- Actividad Unidad 2 - Marlon-PovedaDocument5 pagesActividad Unidad 2 - Marlon-PovedaPhilip J. FryNo ratings yet
- Ejemplo Correccion Despacho EconomicoDocument8 pagesEjemplo Correccion Despacho EconomicoPhilip J. FryNo ratings yet
- Tarea Virtual 04 - Marlon PovedaDocument7 pagesTarea Virtual 04 - Marlon PovedaPhilip J. Fry100% (1)
- Intoxicacion Grupo 4Document33 pagesIntoxicacion Grupo 4Philip J. FryNo ratings yet
- Despacho EconomicoDocument6 pagesDespacho EconomicoPhilip J. FryNo ratings yet
- Actividades de La Unidad 1-Marlon - PovedaDocument2 pagesActividades de La Unidad 1-Marlon - PovedaPhilip J. FryNo ratings yet
- Confiabilidad de Sistemas Electricos de PotenciaDocument85 pagesConfiabilidad de Sistemas Electricos de PotenciaSandra Oyanguren Cortijo100% (1)
- Caracteristica de CargaDocument22 pagesCaracteristica de CargaPhilip J. FryNo ratings yet
- Costo MarginalDocument2 pagesCosto MarginalPhilip J. Fry50% (4)
- MANTENIMIENTO PREVENTIVO ASISTIDO DE LOS VEHÍCULOS MEDIANTE UNA APLICACIÓN MÓVIL. Estudio de MercadoDocument22 pagesMANTENIMIENTO PREVENTIVO ASISTIDO DE LOS VEHÍCULOS MEDIANTE UNA APLICACIÓN MÓVIL. Estudio de MercadoPhilip J. FryNo ratings yet
- CREACIÓN DE UNA APLICACIÓN AUTOMOTRIZ. Estudio TécnicoDocument23 pagesCREACIÓN DE UNA APLICACIÓN AUTOMOTRIZ. Estudio TécnicoPhilip J. FryNo ratings yet
- El Feliz Secreto para Trabajar MejorDocument3 pagesEl Feliz Secreto para Trabajar MejorPhilip J. FryNo ratings yet
- Casco Smart MARCO LOGICODocument14 pagesCasco Smart MARCO LOGICOPhilip J. Fry0% (1)
- Casco Smart ESTUDIO TECNICODocument26 pagesCasco Smart ESTUDIO TECNICOPhilip J. FryNo ratings yet
- Casco Smart PROYECTO DE INNOVACIONDocument22 pagesCasco Smart PROYECTO DE INNOVACIONPhilip J. FryNo ratings yet
- 3 Claves para EmprenderDocument3 pages3 Claves para EmprenderPhilip J. FryNo ratings yet
- Proyectos SmartDocument4 pagesProyectos SmartPhilip J. FryNo ratings yet
- Casco Smart ESTUDIO DE MERCADODocument21 pagesCasco Smart ESTUDIO DE MERCADOPhilip J. FryNo ratings yet
- Ensayo PitchDocument4 pagesEnsayo PitchPhilip J. FryNo ratings yet
- Principios Del Desarrollo SustentableDocument5 pagesPrincipios Del Desarrollo SustentablePhilip J. Fry0% (1)
- Fuerzas Impulsoras y RestrictivasDocument7 pagesFuerzas Impulsoras y RestrictivasPhilip J. Fry0% (1)
- Casco Smart PROYECTO DE INNOVACIONDocument23 pagesCasco Smart PROYECTO DE INNOVACIONPhilip J. Fry50% (2)
- Actividades Generadoras de Valor PilDocument2 pagesActividades Generadoras de Valor Pilfinequiuci100% (1)
- 59 Utp 7015 Rev. 01Document1 page59 Utp 7015 Rev. 01Juan ShunaNo ratings yet
- Xxxmatriz de Riesgos y Peligros DubvanDocument19 pagesXxxmatriz de Riesgos y Peligros DubvanDuban GarciaNo ratings yet
- Reutilizacion de Aguas Grises - Fabiola HernandezDocument19 pagesReutilizacion de Aguas Grises - Fabiola HernandezIvan Diaz RobledoNo ratings yet
- Taller Unidad 8Document12 pagesTaller Unidad 8Monica Susana Altahona GarciaNo ratings yet
- Dilemas Éticos y Morales de La PandemiaDocument10 pagesDilemas Éticos y Morales de La PandemiafrnNo ratings yet
- Análisis BufferDocument26 pagesAnálisis Bufferkarin santosNo ratings yet
- ANEXOSDocument18 pagesANEXOSWilliam Ccapa FernandezNo ratings yet
- Modulo 3 - Electrocardiograma Patologico Version Imprimir - Biblioteca VirtualDocument32 pagesModulo 3 - Electrocardiograma Patologico Version Imprimir - Biblioteca Virtualreligionparatodos1999No ratings yet
- Exposicion Laparoscopia GeneralidadesDocument19 pagesExposicion Laparoscopia GeneralidadesManuel TrujilloNo ratings yet
- Lesión Medular: Causas, Niveles y FuncionalidadDocument10 pagesLesión Medular: Causas, Niveles y FuncionalidadSabelyNo ratings yet
- Deberes y derechos laboralesDocument5 pagesDeberes y derechos laboralesAngel Ramiro Rojas PerezNo ratings yet
- Brechas de Género en El PerúDocument25 pagesBrechas de Género en El PerúWENDY VIVAS RODRIGUEZNo ratings yet
- Ruta de Abusexual Definitiva 2008Document3 pagesRuta de Abusexual Definitiva 2008sebastianNo ratings yet
- Teg Ortopedia .Botello AnteDocument70 pagesTeg Ortopedia .Botello AnteAlexis LeonNo ratings yet
- Manual de procesos de evaluación para la construcción de cubierta en estructura metálicaDocument2 pagesManual de procesos de evaluación para la construcción de cubierta en estructura metálicasoniaNo ratings yet
- Presentacion TELECONCEPTOS PROMEDANDocument62 pagesPresentacion TELECONCEPTOS PROMEDANWen SalasNo ratings yet
- 3 ActividadDocument10 pages3 ActividadRiuNo ratings yet
- Precipitación zona 900mmDocument2 pagesPrecipitación zona 900mmIvan De la VegaNo ratings yet
- Premisas Irracionales de Padres y Madres Su Influencia en El Desarrollo de La Sexualidad InfantilDocument15 pagesPremisas Irracionales de Padres y Madres Su Influencia en El Desarrollo de La Sexualidad InfantilMiguel AngelNo ratings yet
- As FT X Plendor 2014Document1 pageAs FT X Plendor 2014Laurel NicolásNo ratings yet
- Coronas de Acero CromoDocument2 pagesCoronas de Acero CromoMariela Eleese CalixNo ratings yet
- PROYECTO FERIA DE CIENCIAS Cultivando ConcienciaDocument24 pagesPROYECTO FERIA DE CIENCIAS Cultivando ConcienciaGastón GonzálezNo ratings yet
- Repaso de Examenes AntiguosDocument2 pagesRepaso de Examenes AntiguosLeslyBubaNo ratings yet
- Línea Arquitectónica Mampostería UniflexDocument1 pageLínea Arquitectónica Mampostería UniflexCOESMETT CIA LTDA COESMETT CIA LTDANo ratings yet