Professional Documents
Culture Documents
Consideraciones de Corrosion en Operaciones
Uploaded by
lilita151Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Consideraciones de Corrosion en Operaciones
Uploaded by
lilita151Copyright:
Available Formats
4100 Corrosion Considerations in
Upstream Operations
Authors: J.W. (Jim) Skogsberg, J.E. (Jeff) Price
Abstract
This section is intended to provide a basic overview of corrosion principles for
upstream production and drilling facilities that use both carbon steel and corrosion
resistant alloys. The discussion is limited to oil and gas production, although most
of the information is relevant to water injection. Salt water facilities are not covered.
The reader is encouraged to review other sections of the Corrosion Prevention and
Metallurgy Manual and contact CRTC Materials and Equipment Engineering for
additional information.
Contents Page
4110 Basics of Upstream Corrosion 4100-2
4111 Predicting CO2 Corrosion Rates
4112 Erosion Corrosion
4113 Galvanic Corrosion
4114 Pitting and Crevice Corrosion
4115 Environmentally Induced Cracking
4120 Methods of Corrosion Control 4100-12
4121 Introduction
4122 Corrosion Inhibitors
4130 Basics of Corrosion Resistant Alloys (CRAs) 4100-14
4131 CRAs and CO2 Corrosion
4132 Final Alloy Selection
4140 Equipment Design Life: The Basis for Selecting CRAs Over Carbon Steel
4100-18
4150 References 4100-19
Chevron Corporation 4100-1 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
4110 Basics of Upstream Corrosion
Carbon steel will only corrode if both of the following conditions exist:
1. Liquid water exists as a free and separate phase. (Water in oil as an emulsion
will not cause corrosion.)
2. Liquid water wets the surface of the carbon steel equipment. (The corrosion
rate increases with continuous wetting.)
The fundamental need for water wetting is the basis for the industry rules-of-thumb
that require a threshold water cut for measurable corrosion to begin. This threshold
water cut will be a complex function of flow regime, velocity, temperature, crude
type, and other variables.
Oil Wells
For corrosion purposes, oil wells are defined as facilities with a gas/oil ratio (GOR)
of less than 5,000 scf/bbl. The threshold water cut is strongly influenced by the type
of crude. Water is seldom uniformly distributed through the production flow. For
horizontal lines in the slug flow regime, water may flow along the bottom of the
lines even at low water cuts. Water may also settle out in the low points of lines
when velocities are very low. Therefore, the threshold water cut necessary for corro-
sion to occur in oil production facilities is somewhere between 30% to 50%, with
lower percentages for low flow rate conditions. [1] [2]
Gas Wells
For gas wells, the threshold water cut is even more difficult to define. Again, the
water may not be uniformly distributed through the production flow and may exist
as separate droplets at high velocities when in the annular mist flow regime. One
rule-of-thumb holds that corrosion will only occur if the water-to-gas ratio is
>2.0 bbl/mmscf.
The water-to-condensate ratio is a better basis for predicting corrosion in gas
production. Water-to-condensate ratios greater than 50% will usually continuously
water wet equipment and result in corrosion. [3]
Chemical Basis For Corrosion In Oil and Gas Facilities
After the engineer determines that the threshold water cut exists, it is important to
understand the chemical basis for corrosion. The primary corrosion reaction for all
iron-based alloys is the oxidation of iron to the ferrous ion, represented by the
following equation:
Fe ⇒ Fe+2 + 2e-
(Eq. 4100-1)
The ferrous ions go into the water and the available electrons on the alloy surface
are consumed by cathodic reactions in order to maintain electrical neutrality. For
low pH water, the dominant cathodic reaction for production streams is the reduc-
tion of the hydrogen ions, which are readily available:
August 1999 4100-2 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
2H+ + 2e- ⇒ H2 ↑
(Eq. 4100-2)
Oxygen contamination above about 10 to 20 ppb will provide another cathodic reac-
tion that will significantly increase general corrosion rates and chloride pitting:
O2 + 2H2O + 4e- ⇒ 4OH-
(Eq. 4100-3)
The dominant corrosion mechanism in production operations is from CO 2 corro-
sion. The CO2 will form carbonic acid with the overall corrosion reaction repre-
sented as:
Fe + 2H2CO3 ⇒ Fe++ + 2HCO3- + H2 ↑
(Eq. 4100-4)
4111 Predicting CO2 Corrosion Rates
The standard equation used industry-wide to predict CO2 corrosion rates for carbon
steel is a correlation derived by deWaard & Milliams and is expressed as:
log10 (CR) = 5.8 - 1710/T + 0.67log10(pCO2)
(Eq. 4100-5)
where:
CR = corrosion rate, mm/y
T = temperature, °K
pCO2 = partial pressure of CO2, bar
mm/yr × (39.37) = mils per year
°K = (5/9)°F + 255.37
psi × (0.068) = bar
The deWaard & Milliams correlation attempts to predict the maximum corrosion
rate in a CO2 production environment. The standard equation was modified in 1991
and 1993 publications of the model to include several factors that may significantly
reduce the calculated base corrosion rate. These factors include:
• the difference between fugacity of CO2 and partial pressure of CO2 at high
pressures
• the effect of scaling to form protective films
• the need to account for the water cut for oil wells
• the in situ pH of the water
• corrosion occurring in the vapor phase
Chevron Corporation 4100-3 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
A thorough understanding of water chemistry and flow in the system is required to
apply these factors.
Calculated CO2 corrosion rates do not account for other problems such as erosion or
H2S corrosion. When the ratio of partial pressures of CO2/H2S < 500, iron sulfide
films will form in addition to the iron carbonates and iron oxides. The corrosion
rates may decrease, or remain consistent with those predicted for CO2 corrosion,
when the ambient temperature is less than 180 to 200°F and H2S partial pressures
are below 0.05 psi. Higher temperatures with higher partial pressures of H2S will
increase corrosion rates beyond those predicted for CO2 corrosion. [4]
Despite all these limitations, the base corrosion rate can be used as an initial esti-
mate for CO2 corrosion rates. Figure 4100-1 lists base corrosion rates calculated by
the deWaard & Milliams correlation for conditions typical in Chevron production
facilities. When using Figure 4100-1, look for the combination of the maximum
temperature with the maximum partial pressure of CO2. Using these calculated rates
as the only basis for a materials selection would require corrosion control for all
major equipment that has 0.50% CO2 or greater. The final materials selection should
be made using a modified correlation for these concentrations of CO.
Chevron is currently funding work at Ohio University to provide a better corrosion
model for horizontal flow under full flow or slug flow conditions. Some prelimi-
nary flow loop data show the following variables are important: [5]
• An increased gas bubble fraction in the slug increases corrosion
• Increased turbulence and shear stresses increase corrosion
In slug flow, the deWaard & Milliams correlation does not necessarily provide a
conservative prediction of corrosion rates.2
4112 Erosion Corrosion
For CO2 production environments, both low alloy steel and 13% Cr (or 22% Cr or
25% Cr stainless steels) may form FeCO3 (ferrous carbonate) as the primary corro-
sion product. However, the FeCO3 can also form an adherent and protective
(passive) film that prevents corrosion. Film formation is possible when the ferrous
carbonate solubility is exceeded for a given pH of the production water. The film is
more stable above 180 to 200°F.
Protective film formation or “passivation” will significantly reduce corrosion rates
and will minimize any galvanic corrosion effects [6] [7] [8] [9]. These films may
both shift the corrosion potential in the more positive direction, and also increase
the ohmic resistance across the metal/solution interface. Removing the protective
film will accelerate corrosion. This is the process of “erosion-corrosion”, which
differs from erosion by sand. Erosion removes actual base material by a mechanical
mechanism due to direct impingement by sand particles.
The correlations that predict erosion-corrosion are based on threshold mixture
velocities that must be exceeded in order for the protective film to be removed.
Another basis for these correlations is the prediction of liquid droplet formation in
August 1999 4100-4 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
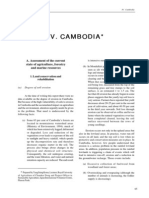
Fig. 4100-1 Corrosion Rates Calculated by deWaard & Milliams for a Pressure Vessel with a 10 Year Design Life
(Copyright NACE International. All rights reserved.)
Corrosion Corrosion Corrosion
Total P, P CO2, Temp., Corrosion
% CO2 Allowance Allowance Control
(psi) (psi) (°F) Rate, (mpy)
10 yrs., in 20 yrs., in. Needed?
150 0.05 0.08 90 2 0.018 0.036 no
500 0.50 2.50 90 19 0.191 0.382 consider
1000 1.50 15.00 90 63 0.635 1.269 yes
150 0.05 0.08 110 3 0.029 0.057 no
500 0.50 2.50 110 30 0.301 0.601 yes
1000 1.50 15.00 110 100 0.998 1.997 yes
150 0.05 0.08 120 4 0.036 0.071 no
500 0.50 2.50 120 37 0.373 0.745 yes
1000 1.50 15.00 120 124 1.238 2.475 yes
150 0.05 0.08 140 5 0.053 0.107 no
500 0.50 2.50 140 56 0.560 1.121 yes
1000 1.50 15.00 140 186 1.861 3.723 yes
150 0.05 0.08 180 11 0.112 0.224 no
500 0.50 2.50 180 117 1.174 2.348 yes
1000 1.50 15.00 180 390 3.900 7.800 yes
150 0.05 0.08 200 16 0.157 0.314 consider
500 0.50 2.50 200 164 1.643 3.287 yes
1000 1.50 15.00 200 546 5.459 10.917 yes
150 0.05 0.08 220 22 0.215 0.430 yes
500 0.50 2.50 220 225 2.255 4.510 yes
1000 1.50 15.00 220 749 7.490 14.981 yes
150 0.05 0.08 250 33 0.335 0.669 yes
500 0.50 2.50 250 351 3.505 7.011 yes
1000 1.50 15.00 250 1164 11.644 23.287 yes
Notes: 1. Calculation is from the base line correlation from the deWaard & Milliams equation, CORROSION/91 Paper 577.
2. This is considered a first-pass calculation. Always consult a corrosion engineer for final corrosion allowances.
3. If corrosion allowances are marginally too high, “consider” using the modified correlation from deWaard & Milliams.
4. Corrosion control methods available include altering the environment, cathodic protection, the use of chemical inhibition, and
upgrading carbon steel to CRAs. Refer to Figures 4200-10 through 4200-15 for suitable CRAs.
Chevron Corporation 4100-5 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
annular mist flow or the density of gas bubbles (void fraction) in slug flow [10] [11]
[12]. Impingement forces are then considered the fundamental basis for film
removal.
A widely used correlation for predicting the critical velocity for erosion-corrosion is
contained in API Recommended Practice 14E.
C
V c = -------
ρ
(Eq. 4100-6)
where:
Vc = critical velocity, ft/sec
C = constant, a function of the material and the environment
ρ = mixture density, lbm/ft3
The following constants can be used when sizing the piping diameter and may avoid
the critical velocity in Equation 4100-6:
• C = 100 for carbon steel in continuous corrosive service
• C = 200 for carbon steel in noncorrosive service
• C = 200 for CRAs in corrosive service
• C = 200 for carbon steel in corrosive service with effective chemical inhibition
• C = 200 for 13% Cr alloys when used within Chevron Guidelines
For example: consider a calculation for the threshold velocity for a 4 inch carbon
steel elbow with methane gas production at 4,000 psi and 250°F. The elbow is in
continuous service in a corrosive environment containing CO2. The methane gas
density is 8.42 lb/ft3 at this temperature and pressure. Using C=100, the API RP
14E formula calculates a critical velocity (Vc) of 34.5 fps. Using a 2205 duplex
stainless steel elbow would allow for a critical velocity of 69 fps because a C = 200
may be used for the calculation.
Sand Erosion
Particulate sand will mechanically erode carbon steel and CRAs independent of
corrosion. Piping must be sized to limit velocities such that sand penetration rates
do not exceed 5 to 10 mpy. All erosion models in the literature were derived for
carbon steel in single-phase flow conditions. A formula commonly used in the open
literature was derived by Svedemen and Arnold using experimental tests in single-
phase flow gas systems from Salama and Venkatesh [13] [14]. The threshold
velocity for 5 mpy penetration rates may be expressed as:
Ve = Ks × D/ (W)½
(Eq. 4100-7)
where:
Ve = threshold flow stream velocity, ft/sec
August 1999 4100-6 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
D = elbow diameter, inches
W = sand production rate, ft3/day
Ks = 1.34 for a carbon steel long-radius elbow
Ks = 7.04 for a carbon steel plugged tee
For example, consider a calculation for the threshold flowstream velocity for a
4 inch elbow with 10 lb/day sand production rate for methane gas production at
4,000 psi and 250°F. About 1 to 5 lb/day is a common minimum production rate for
a system with good sand control. The input parameters required for the calculation
are the sand production rate and the elbow diameter. Note that the temperature
and pressure do not influence the calculation. Sand production may be converted to
ft3/day by using a sand density of 165.4 lb/ft3. Then 10 lb/day = 10 × 1ft3/165.4lb =
0.0605 ft3/day. The calculated threshold velocity (Ve) is 21.79 ft/sec.
A competitive formula for sand erosion of carbon steel was derived by Salama and
Venkatesh for sand entrained in air in elbows [15]. Based upon an allowable pene-
tration rate of 10 mpy, the threshold velocity (Ve) for elbows may be calculated as:
Ve = 4 × D/(W)½
(Eq. 4100-8)
where:
Ve = ft/sec for 10 mpy penetration rate
D = pipe diameter, inches
W = sand production, bbl/month
Using the same example for methane gas production at 4,000 psi and 250°F,
consider a calculation for the threshold flow stream velocity for a 4 inch elbow with
10 lb/day sand production. The input parameters required for the calculation are the
sand production rate and the elbow diameter. Sand production may be converted to
bbl/month as (10lb/day) × (1ft3/165.4lb) × (1bbl/5.614ft3) × (30 day/month) =
0.323 bbl/month. Using these input parameters with Equation 4100-8, the calcu-
lated threshold velocity (Ve) is 28.15 ft/sec.
These two formulas are based upon direct impingement of the sand particles into the
carbon steel base material. Therefore, straight sections of piping are sized according
to the conservative threshold velocities calculated for elbows and tees.
For sand production of a few pounds per day, calculated threshold velocities are
often of the same order-of-magnitude as those calculated for erosion-corrosion
using the API RP 14E formula (Equation 4100-6).
Note API RP 14E formula should not be used for calculating threshold velocities
for sand erosion as it is not applicable.
Progress is being made towards the development of a model that will predict the
total penetration rates due to the combined mechanisms of sand erosion and erosion-
corrosion. There appears to be a transition velocity for erosion-corrosion when
Chevron Corporation 4100-7 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
pitting is observed prior to the total breakdown of the films at still higher velocities.
Pitting corrosion rates may be higher than the general corrosion rates from the total
film breakdown.
4113 Galvanic Corrosion
Galvanic corrosion occurs as a result of one metal being in direct contact with
another. The corrosion is stimulated by the potential difference between two metals.
The more noble material (more positive) acts as the cathode where some oxidizing
species is reduced. The more active metal (more negative) corrodes and serves as
the anode [16]. Generally, the metal acting as the cathode has a reduced corrosion
rate, while the metal acting as the anode has an increased corrosion rate. The free
corrosion potential for an alloy in the environment of interest approximates the posi-
tion of that alloy in the galvanic series. Figure 4100-2 lists free corrosion potentials
for some commonly used alloys. [17]
Fig. 4100-2 Free Corrosion Potentials In a CO2 Production Environment of 30 mg/l Chlorides
With 100 kPa CO2 At 30°C [5]
Potential Range,
Alloy Comments
millivolts (vs. SCE)
316 SS - 0.10 to - 0.20 most noble - least likely to corrode due to
galvanic coupling
304 SS - 0.20 to - 0.30 —
22% Cr duplex SS - 0.30 to - 0.35 —
Electroless Nickel - 0.40 to - 0.50 —
13% Cr - 0.50 to - 0.55 —
Copper - 0.50 to - 0.60 —
Low Alloy Steel - 0.60 to - 0.65 —
Carbon Steel - 0.62 to - 0.70 least noble - most active - most likely to
corrode due to galvanic coupling
Galvanic corrosion in sour environments is more difficult to predict due to the
possible formation of several types of iron sulfide corrosion films [3] [18] [19]. The
type of iron sulfide formed will be a function of both the water pH and the corro-
sion potential. Diagrams of potential - pH (Pourbaix diagrams) are available in the
literature for the thermodynamic prediction of film formation in sour
environments.[20]
A large potential difference between alloys predicts only that galvanically acceler-
ated corrosion may take place. However, it is important to emphasize that the poten-
tial difference is not a good predictor of how quickly corrosion will occur. For
example, a carbon steel valve with 316 stainless steel trim seldom has galvanic
corrosion if the 316 stainless steel remains passive.
August 1999 4100-8 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
Galvanic coupling is usually significant in reducing equipment life only when
protective (passive) films cannot form to reduce general corrosion rates. Galvanic
corrosion will be of most concern in the following environments:
• acidizing without adequate chemical inhibition
• erosion-corrosion from high velocities and turbulent flow
• abrasive wear from sand erosion
• injection waters with greater than 20 ppb oxygen [21]
• wells containing CO2 (sweet) below 200°F
• wells containing H2S when the ratio of partial pressures for CO2/H2S < 500
To prevent accelerated corrosion of carbon steel coupled to CRAs in these environ-
ments, avoid galvanic coupling when practical. When impractical, seek guidance
from the equipment supplier as to standard materials combinations for other local
operators. Seek guidance from the CRTC materials staff when prices to avoid
galvanic corrosion seem excessive.
4114 Pitting and Crevice Corrosion
Chlorides can cause localized corrosion in three forms: pitting; under deposit corro-
sion; and within geometric crevices. The localized corrosion rate increases with
increasing temperature, increasing chloride concentrations, aeration with oxygen
greater than 10 ppb, and with decreasing pH.
The in situ pH of a production environment is a function of the partial pressures of
H2S and CO2, temperature, and the water chemistry. The bicarbonate alkalinity is
particularly important as it will increase the pH and therefore decrease the localized
corrosion rate. The in situ pH may be calculated using the formulas of Oddo and
Tomson, the Chevron OLI Database System, or from monographs published by
Crolet. [22] [23]
Water chemistry not only affects pH but also determines the type of scales that form
during corrosion. Significant percentages of calcium and/or barium will generally
reduce the protectiveness of the iron carbonate scales formed above 180 to 200°F in
environments containing CO2. For this reason, it is always best to run lab tests with
accurate water chemistries to determine both general and localized corrosion rates.
If water chemistry is not available or testing is impractical, the CRA alloy chem-
istry may be used to rank the relative localized corrosion resistance of the alloy.
Field experience can benchmark which alloy is needed. Alloy chemistry may be
expressed in terms of a pitting index (PI) or chromium equivalent as follows:
PI = Cr + 3.3 Mo + 11 N + 1.5 (W + Cb)
(Eq. 4100-9)
where the elements chromium (Cr), molybdenum (Mo), nitrogen (N), tungsten (W),
and columbium (Cb) are expressed as the weight percentage in the alloy.
The greater the pitting index, the greater the relative localized corrosion resistance.
CA-6NM has a pitting index of 15.11; 316 stainless steel has a pitting index of
Chevron Corporation 4100-9 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
25.25; and 2205 (22% Cr) duplex stainless steel has a pitting index of 32.04. For
example, if a 316 stainless steel valve is leaking due to pitting from chlorides, the
best replacement would be 2205 and not CA-6NM.
4115 Environmentally Induced Cracking
Carbon steel and CRAs exposed to a water wet environment may not only corrode
but may also crack. The cracking will have an initiation time from minutes to
months and may propagate slowly or catastrophically. Cracking will occur with
tensile stresses that are applied or residual. Residual stresses may be from cold
working or from welding. The alloys fail below the design yield strength.
Other environments, such as amines and caustic, cause stress corrosion cracking but
are not covered in this guide. Refer to Section 400 of the Corrosion Prevention and
Metallurgy Manual for a complete listing of cracking environments.
The carbon and low alloy steels may fail by the hydrogen damage mechanisms of
SOHIC (stress-oriented hydrogen induced cracking) in welded construction. They
may also fail as a result of SWC (stepwise cracking) or HIC (hydrogen induced
cracking) in both welded line pipe (ERW or SAW) and pressure vessels. Refer to the
Pressure Vessel Manual or the Piping Manual for more information.
The two most common cracking mechanisms in production environments are called
sulfide stress cracking and chloride stress corrosion cracking. For some alloys, the
cracking mechanism involves the interaction of both hydrogen sulfide and chlorides.
Sulfide Stress Cracking
Aqueous corrosion of all alloys generates atomic hydrogen on the alloy surface
because of the reduction of hydrogen ions in an acidic environment. The atomic
hydrogen may combine to form hydrogen gas molecules or diffuse into the alloy
lattice. Hydrogen that diffuses into the lattice causes embrittlement and environmen-
tally induced cracking. Hydrogen sulfide increases the corrosion rate and the
concentration of available hydrogen on the alloy surface. Hydrogen sulfide also acts
as a recombination poison by inhibiting the formation of hydrogen gas molecules.
This form of hydrogen embrittlement is called sulfide stress cracking (SSC) and
must be accounted for in alloy selection.
For carbon steels and low alloy steels, the tendency for cracking increases with
increasing tensile strength (hardness). Quenched and tempered steels resist cracking
better than normalized steels. Steels based upon Cr-Mo chemistries with high
tempering temperatures are more resistant than steels based upon C-Mn chemis-
tries. This relates to the microstructure of the steel. Likewise, the CRAs have a
complex relationship between microstructure and cracking resistance.
Information derived from both first principles and field experience teaches that
environmental severity for cracking always increases with an increasing partial
pressure of H2S and decreasing pH. Ambient temperature is generally the worst
condition, with a decreasing tendency for cracking as the temperature increases.
This is not the case for the duplex stainless steels that have a maximum sensitivity
to cracking at about 140 to 200°F.
August 1999 4100-10 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
Selecting the proper alloy for sour service requires the engineer to determine if there
is sufficient H2S to cause sulfide stress cracking. If so, the next step is to select
alloys that will not crack. Three documents are available for guidance in this area.
1. The NACE Standard MR-0175: Sulfide Stress Cracking Resistant Materials for
Oil Field Equipment may be used to determine if cracking resistant alloys are
required. Curves for establishing the scope of the document define sour service
in terms of the partial pressure of H2S and the total pressure of the system.
MR-0175 lists several alloys that, by field experience or by laboratory testing,
have been shown to be generally resistant to sulfide stress cracking in produc-
tion environments. Some CRAs approved by MR-0175 may still crack under
extreme conditions and other alloys not included in MR-0175 may still be
adequate for sour service.
The curves in MR-0175 were derived by an industry consensus that a minimum
partial pressure of 0.05 psi H2S was required for cracking. This consensus was
based upon observations of field and lab test failures for carbon steel casing.
These original set of failures did not include CRAs.
Most of the original CRAs included in the approved alloy list were “grand-
fathered” in based upon field experience only, without laboratory data to
precisely define acceptable chemistries and heat treatments. Data for welded
CRAs are very limited. Chevron uses MR-0175 as a guideline only, unless it is
required by a certifying authority. Examples of where MR-0175 is required by
law are the state of Texas and OCS leases in the USA, Calgary, and Indonesia.
Most COPI SBUs require MR-0175 or equivalent alloys.
2. The European Federation of Corrosion is issuing guidelines for the North Sea
which set environmental limits for alloys based upon both the partial pressure
of H2S and the in situ water pH. Conditions outside of these limits require labo-
ratory testing to verify cracking resistance. Lists of approved alloys are very
limited, but hydrogen damage mechanisms for SOHIC, SWC, and HIC are
addressed for carbon steel. The EFC guidelines and NACE MR-0175 may be
combined to produce an International Standards Organization (ISO) guideline.
3. The Canadian Standard CSA Z662, which for gas pipelines uses the 0.050 psi
partial pressure of H2S criterion for cracking, regardless of total pressure. For
oil, this standard allows higher partial pressures of H2S than the NACE
MR-0175 thresholds.
4. Some operators simply use the rule-of-thumb that water containing at least
50 ppm of H2S will cause cracking.
Chloride Stress Corrosion Cracking
The CRAs are susceptible to cracking from exposure to chlorides if the environ-
ment water wets the alloy surface. The same variables apply here as they did for
sulfide stress cracking. However, unlike sulfide stress cracking, the tendency for
chloride stress corrosion cracking increases with increasing temperature. Decreasing
pH and increasing chloride levels escalate the tendency for cracking.
Chevron Corporation 4100-11 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
The effect of H2S on chloride stress corrosion cracking is very complex. A partial
pressure of H2S may cause alloy cracking that would not occur in a sweet environ-
ment. Sulfide stress cracking and chloride stress corrosion cracking are synergistic
mechanisms for most CRA families. This is particularly true for the 300 series stain-
less steels, the duplex stainless steels, and the precipitation hardening stainless steels
at the temperatures of interest for most surface production equipment.
Cracking susceptibility is a direct function of alloy content with a very strong rela-
tionship to Ni content, as shown schematically in Figure 4100-3. Cracking suscepti-
bility increases with Ni up to 8% and then decreases with further increases in Ni
content. The 300 series stainless steels have nominally 8% Ni. This includes the
commonly specified 316L stainless steel. See Section 450 of the Corrosion
Prevention Manual for additional information.
Fig. 4100-3 Effect of Nickel on Sulfide Stress Cracking Resistance
Nickel Alloy Content %
High
SSC
Resistance
Low High
17-4PH SS 316L SS 254-SMO
4120 Methods of Corrosion Control
4121 Introduction
Carbon steel and the low alloy steels are iron-based alloys with small chemical
(alloy) additions that provide for improved:
• sulfide stress cracking (SSC) resistance
• heat treatment response through the wall thickness for uniform mechanical
properties, called “hardenability”
• tensile ductility and notch toughness
August 1999 4100-12 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
• weldability and formability
The alloy additions, however, are not intended to improve corrosion resistance.
Other corrosion control methods discussed below must be chosen to extend equip-
ment life when the general corrosion resistance provided by carbon steel and low
alloy steels is inadequate.
Corrosion control is required when the calculated general corrosion rate cannot be
accommodated by reasonable corrosion allowances for carbon steel, as listed in
Figure 4100-7. For example, if the predicted corrosion rate is 10 mils per year
(mpy) for a heat exchanger shell with a 20 year design life, a corrosion allowance of
0.20 inches would be required. This result is considered unreasonable. In this case,
corrosion would have to be controlled by at least one of the following methods:
• Alter the environment, such as by removing the water from the production
stream.
• Use cathodic protection.
• Deaerate water systems to less than 20 ppb oxygen. (The production environ-
ment from the well is usually oxygen free.)
• Use chemicals by batch or continuous treatment to inhibit corrosion of the
carbon steel.
• Consider thin-filmed coatings, thick-filmed coatings such as glass-flake fiber-
glass linings, or laminate fiberglass-reinforced-plastic (FRP) linings (refer to
the Coatings Manual).
• Consider solid-wall nonmetallic alternatives such as pipe made of PVC, HDPE,
or FRP. These are generally used for water systems; however, Chevron has used
both FRP pipe and HDPE pipe for low-pressure production in flowlines.
• Clad the equipment internally with CRAs by weld overlay, strip cladding, or
other techniques.
• Substitute solid-wall CRAs. When using solid-wall CRAs, consider the risk of
external chloride stress-corrosion cracking in offshore or coastal land-base
plants.
4122 Corrosion Inhibitors
The most commonly used methods for corrosion control are chemical inhibition
complemented with thin-filmed coatings. Chemical inhibition is a reliable alterna-
tive to CRAs, particularly for pipelines. However, chemical inhibitors have signifi-
cant limitations.
Most inhibitors are generally limited to about 200°F and about 50 feet-per-second
mixture velocities. More extreme conditions require planning and evaluation on a
case-by-case basis. Sometimes inhibitors are not a viable control method because
offshore facilities do not have adequate space for storage and injection equipment.
Chevron Corporation 4100-13 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
Also, remote sites or the lack of trained personnel may make inhibitors impractical.
When use of inhibitors is not justified, or practical, consider CRAs.
Many of the variables that influence CO2 corrosion will also influence inhibitor
performance. The type of inhibitor, inhibitor dosage, and inhibitor distribution are a
function of temperature, velocity, two phase flow regime, and shear stresses. For
major projects which include pipelines, these variables should be modeled in a high-
pressure flow loop. An alternative to modeling is documented field experience.
4130 Basics of Corrosion Resistant Alloys (CRAs)
CRAs should be chosen over less expensive carbon steel when equipment design
life is unacceptable due to corrosion. CRAs should be chosen to provide an accept-
able design life without the use of chemical inhibition or internal organic coatings.
CRAs should have less than a 3 mpy general corrosion rate for the chosen produc-
tion environment. Pitting and crevice corrosion should also be at a 3 mpy maximum.
4131 CRAs and CO2 Corrosion
Chromium (Cr) is the primary alloying element used to reduce CO2 corrosion rates
in a production environment. The CO2 corrosion rate decreases quickly at any given
temperature as chromium is added to the alloy. The effect of Cr content on CO2
corrosion resistance is represented schematically in Figure 4100-4.
Fig. 4100-4 The Effect of Cr Alloy Additions on CO2 Corrosion Rates
Chromium Content, %
High
CO2 Corrosion
Rate
Low Low
420 SS - 2205 -
Carbon Steel 13% Cr 22% Cr
August 1999 4100-14 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
With 9% Cr, the improvement is sufficient to provide the basis for 9Cr-1Mo as the
least expensive CRA. This alloy is generally used for nipples and subsurface safety
valves in low temperature oil wells with mildly corrosive service.
The next major improvement in CO2 corrosion resistance comes with the addition
of 13% Cr, which is the basis for 420 stainless steel, a commonly used CRA in
slightly sour environments with moderate chlorides. These 13% Cr alloys are the
least expensive alloys that may be called “stainless steels”. (See Section 4200 for a
discussion of 13% Cr.)
Further alloy additions of nickel (Ni), molybdenum (Mo), and tungsten (W),
improve corrosion resistance. Other CRA families are based upon alloys of cobalt,
titanium, copper, or zirconium. The CRAs included in this selection guide are listed
below in Figure 4100-5 in approximate order (from least to most corrosion resis-
tant), for both general and localized corrosion resistance.
Fig. 4100-5 CRA Families for Production Facilities
CRA Family Typical Alloys Common Facilities Application
Martensitic 410 & 420 first upgrade from carbon steel - valves & pumps
Stainless Steels
Precipitation Hard- 17-4 pH & pump shafts and valve stems & seats - less corrosion and pitting
ened Stainless Steels CUSTOM - 455 resistance compared to 316L SS
Conventional 316L SS second and most common upgrade from carbon steel - solid CRA or
Austenitic Stainless internal cladding - may be limited to 140ºF max. due to external
Steels chloride stress corrosion cracking (SCC)
Ferritic Stainless 18-2 & 26-1 Ti used for heat exchanger tubes in chloride service - not very
Steels common
Duplex Stainless 22% Cr most common upgrade from 316L SS at T>140°F
Steels
High Alloy Austenitic 904L competitive to Alloy 825 with slightly better pitting resistance - most
Stainless Steels common for cladding applications
High Alloy Austenitic 254 - SMO, & best upgrade for piping & heat exchanger tubing in very corrosive
Stainless Steels Alloy - 6XN environments
Solid Solution Nickel- Alloy 825 improved corrosion resistance and pitting resistance compared to
Base Alloys 316L SS - solid CRA or internal cladding
Solid Solution Nickel- Hastelloy G-50 will provide good service up to 450°F for all environments except
Base Alloys elemental sulfur
Nickel Copper Alloys Monel K-500 comparable corrosion resistance to the high alloy austenitic alloys -
limited in H2S service - can be heat treated to high strengths for
shafts, stems and bolting(1)
Titanium Alloys(2) Ti -Grade 12 comparable corrosion resistance to most solid solution nickel-base
alloys - heat exchanger tubing
Age-Hardened 625 plus & used for higher strength components such as valve stems and valve
Nickel-Base Alloys Inconel 718 seats
Zirconium Alloys Zr -702 same as for Titanium alloys - not common
(1) Widely used in valve trim, but has failed due to sulfide stress cracking even when properly heat treated
in accordance with NACE MR-0175. Some users will not permit K-500 in service if acidizing with HCl is
anticipated.
(2) May crack if exposed to dry methanol.
Chevron Corporation 4100-15 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
Many of the CRAs are commonly identified with trade names, such as Incoloy 825
or Hastelloy G. It is important to specify CRAs according to the ASME or ASTM
standards number, whichever is required by the applicable design code. Also,
specify a UNS designation to verify both chemistry and strength level. An example
of an ordering description for 22% Cr duplex stainless steel tubing is:
ASTM A 789 UNS Designation S31803 with full body heat treatment after
welding. Weld line shall be 100% inspected by eddy current or ultrasonics
method after heat treatment.
Figure 4100-6 lists commonly used CRAs and associated ASTM numbers for
various product forms.
4132 Final Alloy Selection
Generally, CRAs should provide an acceptable design life without the use of chem-
ical inhibition or internal organic coatings. Because of the added expense of
upgrading from carbon steel to CRAs, a life-cycle cost analysis should always
consider alternatives for corrosion control.
The alloy selected must have adequate mechanical properties for design, wear resis-
tance (as appropriate), and weldability (as appropriate). Refer to the Welding
Manual for welded construction guidelines.
Nickel-base alloys containing 42% minimum Ni do not crack in any environment
below 300 to 350°F, except when elemental sulfur forms as solid deposits. Nickel
alloys with a 60% nominal Ni content extend this safe temperature range up to
425°F, and can be alloyed to resist cracking due to elemental sulfur deposits. A
simple index that relates the relative cracking resistance of the Nickel-base alloys is:
SCC = % Mo + 1/2 % W
(Eq. 4100-10)
where the alloy contents of Mo and W are expressed as weight percent. The Ti-base
(titanium) alloys and Co-base (cobalt) alloys are virtually immune to cracking in all
environments. The notable exception is that the Ti-base alloys can crack in dry alco-
hols, particularly methanol.
Stress relief for welded construction can reduce the tendency for chloride stress
corrosion cracking. Likewise, stress relief of U-bends for heat exchanger tubing and
of cold-worked heads may also reduce the tendency for cracking. Such stress relief
heat treatments must be precisely defined in terms of temperature and cooling rate
in order to prevent alloy sensitization and loss of corrosion resistance. Most CRAs
can be alloyed as a low carbon version or as a Ti/Cb stabilized version to minimize
sensitization during heat treatment. Refer to the Heat Exchanger Manual and
Section 750 of the Corrosion Prevention and Metallurgy Manual, for additional
information.
August 1999 4100-16 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
Fig. 4100-6 ASTM Specifications for Common CRAs in Various Product Forms (1 of 2)
Martensitic Stainless Steels
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
9Cr-1Mo S50400, K90941 A199 T9 A335 P9 A234 WP9 A387 Gr9 A217 C12 A182 GrF9
CA-15 J91150 A217, A487, A743
410 (12Cr) S41000 A268 TP410 A240 A182 GrF6a
CA-6NM J91540 A487, A743
F6NM S41500 A182 GrF6NM
Conventional Austenitic Stainless Steels
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
304L S30403 A213 TP304L A249 TP304L A312 TP304L A312 TP304L A403 WP304L A240 A351 GrCF-3, A182 GrF304L
A743 GrCF-3,
A744 GrCF-3
316L S31603 A213 TP316L A249 TP316L A312 TP316L A312 TP316L A403 WP316L A240 A351 GrCF-3M, A182 GrF316L
A743 GrCF-3M,
A744 GrCF-3M
317L S31703 A213 TP317L A249 TP317L A312 TP317L A312 TP317L A403 WP317L A240 A351 GrCG-3M, A182 GrF317L
A743 GrCG-3M,
A744 GrCG-3M
Duplex Stainless Steels
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
329 S32900 A789 A789 A790 A790 A240
2205-22-Cr S31803 A789 A789 A790 A790 A815 A240 A890 Gr4A A182 GrF51
FERRALIUM-255 S32550 A789 A789 A790 A790 A240 A479
2507-25-Cr S32750 A789 A789 A790 A790 A815 A240 A182 GrF53
CD-4MCu J93370 A351 GrCD-4MCu,
A743 GrCD-4MCu,
A744 GrCD-4MCu,
A890 Gr1A
ZERON 100 A890 Gr6A
ATLAS 958 A890 Gr5A
Precipitation Hardened Stainless Steels
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
CUSTOM-455 S45500 A564, A705
15-5PH S15500 A564, A705
17-4-PH S17400 A564, A705
CUSTOM-450 S45000 A564, A705
17-7-PH S17700 A564, A705
ALLOY-A286 S66286 A638 Gr660
High Alloy Austenitic Stainless Steels
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
20-CB-3 N08020 B729 B468 B729 B464 B462 B463 B462
904L N08904 B677 B674 B677 B673
ALLOY-28 N08028 B668 B709
254-SMO S31254 A269 A249 A312 A312 A403 WP S31254A240 A351 GrCK-3MCuN,
A743 GrCK-3MCuN,
A744 GrCK-3MCuN
ALLOY-6XN N08367 B690 B676 B690 B675 B366 WP6XN B688 B462
Solid Solution Nickel-base Alloys
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
ALLOY-825 N08825 B163 B704 B423 B705 B366 WPNICMC B424 B564
ALLOY-625 N06625 B444 B704 B444 B705 B366 WPNCMC B443 B564
ALLOY-C-4 N06455 B622 B626 B622 B619 B366 WPHC B575
ALLOY-C-22 N06022 B622 B626 B622 B619 B366 WPHC22 B575 B564
ALLOY-C-276 N10276 B622 B626 B622 B619 B366 WPHC276 B575 B564
Chevron Corporation 4100-17 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
Fig. 4100-6 ASTM Specifications for Common CRAs in Various Product Forms (2 of 2)
Precipitation Hardened Nickel-base Alloys
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
ALLOY-X-750 N07750 B637
ALLOY-925 N09925 B677 B674 B677 B673 B366 WP1925 B625
ALLOY-718 N07718 B670 B637
625-PLUS N07716 B805
ALLOY-725 N07725 B805
Alpha Titanium Alloys
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
TI-GRADE2 R50400 B338 Gr2 B338 Gr2 B337 Gr2 B337 Gr2 B363 WPT2 B265 Gr2 B367 GrC2 B381 GrF2
TI-GRADE12 R53400 B338 Gr12 B338 Gr12 B337 Gr12 B337 Gr12 B363 WPT12 B265 Gr12 B381 GrF12
Nickel Copper Alloys
Common Name UNS No. Seamless Tube Welded Tube Seamless Pipe Welded Pipe Pipe Fittings Plate Casting Forging
MONEL-400 N04400 B163 B730 B165 B725 B366 WPNC B127 B564
4140 Equipment Design Life: The Basis for Selecting CRAs Over
Carbon Steel
Figure 4100-7 lists typical design lives and corrosion allowances for carbon steel
and CRAs as they apply to specific equipment. A corrosion allowance is defined as
excess material not required for the design thickness according to the appropriate
design code or Chevron practice. The engineer is responsible for choosing the
correct corrosion allowance. Design codes do not set corrosion allowances.
Fig. 4100-7 Typical Design Lives and Corrosion Allowances for Production Facilities
CARBON STEEL
CRA CORROSION
EQUIPMENT DESIGN LIFE CORROSION
ALLOWANCE
ALLOWANCE
Large Pressure Vessels 20 to 30 years 1/8” to 1/4” 1/32” to 1/16”
(Critical)
Small Pressure Vessels 10 years 1/8” 1/32”
Tanks 30 years 1/16” to 1/8” 1/32” to 1/16”
Heat Exchanger Shells 20 to 30 years 1/8” 1/32” to 1/16”
Exchanger Tubes:
carbon steel 5 years 10 to 14 gauge —
CRAs 10 years — 16 to 20 gauge
Piping 20 years 1/16“ to 1/8” 1/32”
Major Piping 20 years to 30 years 1/16” to 1/8” 1/32” to 1/16”
Production Tubing 5 years to 20 years none none
Subsea Completions 20 years to 30 years none none
Standard Completion 5 years to 20 years none none
Equipment
August 1999 4100-18 Chevron Corporation
Corrosion Prevention and Metallurgy Manual 4100 Corrosion Considerations in Upstream Operations
Design life for surface facilities is set by inspection capabilities balanced with
operating constraints such as the cost of opening equipment for inspection and the
feasibility of replacing equipment at the plant site. Therefore, offshore facilities will
have more conservative design lives than land-based facilities. Unlike surface facili-
ties, completion equipment and production tubing have no corrosion allowances.
Therefore, corrosion control is critical. If predicted corrosion rates are unacceptable
for the design life of the carbon steel completion, then CRAs, nonmetallic mate-
rials, coatings, or chemicals are required.
4150 References
1. X. Zhou, Corrosion in Three-Phase Oil/Gas/Water Flow in Horizontal Pipes,
NACE Corrosion 94, Paper No. 94.
2. K.D. Effrid, Effect of Crude Oil on Corrosion of Steel in Crude Oil/Brine
Production, Corrosion - Vol. 45, No. 2, pp165.
3. CD. Adams, Verification of Computer Modified Tubing Life Predictions by
Field Data, NACE Corrosion 93, Paper No. 82.
4. P.A. Burke, Synopsis: Recent Progress In Understanding CO2 Corrosion,
NACE Advances In CO2 Corrosion, 1984, pp3.
5. W.P. Epson, The Effects Of Oil Viscosity On Sweet Corrosion In Multiphase
Oil, Water/Gas Horizontal Pipelines, NACE Corrosion 95, Paper No. 106.
6. S. M. Wilhelm, Galvanic Corrosion in Oil and Gas Production - Part One,
Corrosion, Vol 28, No. 8, 1992.
7. R. L Martin, Corrosion Consequences and Inhibition of Galvanic Couples in
Petroleum Production Equipment, NACE Corrosion 93, Paper No. 113.
8. J. F. Van Baar, Performance of Corrosion-Resistant Alloys in Production
Fluids, NACE Corrosion 87, Paper No. 301.
9. 13Cr/4140 and 13 Cr/9Cr-1Mo Couples-Assessment of Galvanic Effects,
CAPCIS Report 810042, Nov., 1988. Prepared for CUK.
10. Galvanic Corrosion in Oil and Gas Corrosion, Cortest Report No. L50902W,
Dec., 1986. Prepared for a joint industry program, including Chevron.
11. K. Videm, Galvanic Influence of CO2 Corrosion, NACE Corrosion 89, Paper
No. 468.
12. S. J. Svedeman, Criteria for Sizing Multiphase Flow Lines for Erosive/Corro-
sive Service, SPE 26569.
13. A.T. Bourgoyne, Experimental Study of Erosion in Diverter Systems Due to
Sand Production, paper presented at the 1989 SPE/IADC Conference, New
Orleans, SPE/IADC 18716, 1989.
Chevron Corporation 4100-19 August 1999
4100 Corrosion Considerations in Upstream Operations Corrosion Prevention and Metallurgy Manual
14. S.J. Svedeman, Criteria for Sizing Multiphase Flow Lines for Erosive/Corro-
sive Service, paper presented at the 68th Annual Conference of the SPE, SPE
Paper No. 26569, 1993.
15. M.M. Salama, Evaluation of Erosional Velocity Limitations in Offshore Gas
Wells,” 15th Annual OTC, Houston, Texas, OTC, Number 4485, 1983.
16. J. W. Oldfield, Electrochemical Theory of Galvanic Corrosion, ASTM STP
978, 1988, pp. 5–22.
17. K. D. Efrid, Galvanic Corrosion in Oil and Gas Production, ASTM STP, 1988,
pp. 260–282.
18. J. Kolts, Galvanic Corrosion of Steels and Selected Corrosion Resistant Alloys
in CO2 Containing Environments, Corrosion 88, Paper No. 216.
19. R.L. Martin, Corrosion Consequences and Inhibition of Galvanic Couples in
Petroleum Production Equipment, Corrosion, June, 1995, pp 482.
20. G. Horvath, Corrosion Science, Vol. 4, 1964, pp 159–178.
21. R. Bhavsar, Galvanic Corrosion - A Case History, Corrosion 87, Paper No. 299.
22. J.E. Oddo, Simplified Calculation of CaCO3 Saturation At High Temperatures
and Pressures in Brine Solutions, JPT, July, 1982, pp 1583.
23. J.L. Crolet, pH Measurements in Aqueous CO2 Solutions Under High Pressure
and Temperature, Corrosion, Vol. 39, No.2, February, 1983, pp 39.
August 1999 4100-20 Chevron Corporation
You might also like
- Oh HidroxiladoDocument2 pagesOh Hidroxiladolilita151No ratings yet
- Oh HidroxiladoDocument2 pagesOh Hidroxiladolilita151No ratings yet
- Gel AntibacterialDocument2 pagesGel AntibacterialJosefina García OsorioNo ratings yet
- Katalco 32-4Document11 pagesKatalco 32-4lilita151No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BoaDocument32 pagesBoaZiv TamirNo ratings yet
- PERFORMANCE CHECKLIST With Oral Questioning ToolDocument3 pagesPERFORMANCE CHECKLIST With Oral Questioning ToolChonaMarieEstellinaNo ratings yet
- ChannelDocument7 pagesChannelNkereuwemNo ratings yet
- SGLGB Form 1 - Barangay ProfileDocument3 pagesSGLGB Form 1 - Barangay ProfileDonavel Nodora Jojuico67% (3)
- Sustainable Architecture and Building Design GuideDocument19 pagesSustainable Architecture and Building Design GuideShivachandran Sivanesan67% (3)
- White Contrast Paint MSDS Highlights HazardsDocument4 pagesWhite Contrast Paint MSDS Highlights HazardsBachrul UlumNo ratings yet
- Storm Tech - Design - Manual PDFDocument32 pagesStorm Tech - Design - Manual PDFPepe2095No ratings yet
- Microcontroller Plant IrrigationDocument24 pagesMicrocontroller Plant IrrigationSri Harsha Koppaka0% (1)
- Lean-Tos, Biv Areas, Campgrounds, and Cabins On FLTDocument3 pagesLean-Tos, Biv Areas, Campgrounds, and Cabins On FLTwaterfellerNo ratings yet
- Ijeas0410007 PDFDocument8 pagesIjeas0410007 PDFasabadojaNo ratings yet
- MSDS Sodium Hydrosulfite 90% Ex GuangdiDocument7 pagesMSDS Sodium Hydrosulfite 90% Ex GuangdidianNo ratings yet
- BERMAD Ordering Guide: Hydraulic Control Valves 700-ES Series 700-EN SeriesDocument4 pagesBERMAD Ordering Guide: Hydraulic Control Valves 700-ES Series 700-EN SeriesRuben SoteloNo ratings yet
- Precast Sewerage System GuideDocument10 pagesPrecast Sewerage System GuideArdiPratomoNo ratings yet
- Event Based Modelling Using HEC-HMSDocument10 pagesEvent Based Modelling Using HEC-HMSaNo ratings yet
- Drilling Fluid Types and Additives PDFDocument2 pagesDrilling Fluid Types and Additives PDFMJ100% (1)
- River Channel ManagementDocument4 pagesRiver Channel ManagementPeiyan Lim100% (1)
- 10.6.1 Conexiones Domiciliarias de Agua Potable - Sector 1Document1 page10.6.1 Conexiones Domiciliarias de Agua Potable - Sector 1Giovany Levano SaldañaNo ratings yet
- CambodiaDocument16 pagesCambodiaThach BunroeunNo ratings yet
- I. Nature of PetitionDocument77 pagesI. Nature of PetitionMaxShelbyNo ratings yet
- Solution Manual For Introduction To Environmental Engineering by MinesDocument6 pagesSolution Manual For Introduction To Environmental Engineering by Minesa447816203No ratings yet
- Thermodynamics in the production and purification of methanol from methaneDocument23 pagesThermodynamics in the production and purification of methanol from methaneLucas MarchiniNo ratings yet
- Tekmar 284 Multi Boiler Control p9450 02Document2 pagesTekmar 284 Multi Boiler Control p9450 02api-221502147No ratings yet
- The King Soldier Bream Auto Saved)Document8 pagesThe King Soldier Bream Auto Saved)tariqmaaniNo ratings yet
- Our Petroleum Challenge Book PDFDocument156 pagesOur Petroleum Challenge Book PDFOsama ShaheenNo ratings yet
- Propoasal FinalDocument47 pagesPropoasal FinaldebelaNo ratings yet
- Iec 60529Document9 pagesIec 60529wawan100% (1)
- Text Revisit NRCS FDocument22 pagesText Revisit NRCS FinorantoNo ratings yet
- Bottle Ecosystem Lab Tim Downs1Document4 pagesBottle Ecosystem Lab Tim Downs1api-259776843No ratings yet
- Slope Stability (Sarma Method) Verification Manual - 2D Limit Equilibrium Slope Stability For Soil and Rock Slopes PDFDocument24 pagesSlope Stability (Sarma Method) Verification Manual - 2D Limit Equilibrium Slope Stability For Soil and Rock Slopes PDFArief Muhammad Ar-rackhedhaniNo ratings yet
- The Bridge, September 20, 2018Document24 pagesThe Bridge, September 20, 2018The BridgeNo ratings yet