You might also like
- Vaso de pressão cilíndrico para armazenamento a -45°CDocument12 pagesVaso de pressão cilíndrico para armazenamento a -45°Chugoranquini12No ratings yet
- Resistência à fadiga de aços e ligas metálicasDocument3 pagesResistência à fadiga de aços e ligas metálicasMyguel Zorrer0% (1)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Critérios de avaliação de perdas de espessura em equipamentosDocument33 pagesCritérios de avaliação de perdas de espessura em equipamentosredentgm0% (1)
- Memória de CálculoDocument172 pagesMemória de Cálculorodrigoq1No ratings yet
- Ensaio Radiográfico de SoldaDocument77 pagesEnsaio Radiográfico de Soldarodrigo gonçalvesNo ratings yet
- Implementação de IEISDocument20 pagesImplementação de IEISClaudio SampaioNo ratings yet
- ASME VIII-Div1 Inspeç - o Bigal 1Document1 pageASME VIII-Div1 Inspeç - o Bigal 1Venicio AchermanNo ratings yet
- Vasos de Pressão e Trocadores de Calor - 2008 - Carlos Falcão PDFDocument208 pagesVasos de Pressão e Trocadores de Calor - 2008 - Carlos Falcão PDFWashington Alves Felix100% (2)
- Gabarito Consumíveis N2Document7 pagesGabarito Consumíveis N2lks13No ratings yet
- Avaliação da vida residual de equipamentos por meio de ensaios de fluência e metalografiaDocument42 pagesAvaliação da vida residual de equipamentos por meio de ensaios de fluência e metalografiaorea1No ratings yet
- Relatório de Análise Estrutural do Sistema de Limpeza de Gás do Alto Forno 2Document44 pagesRelatório de Análise Estrutural do Sistema de Limpeza de Gás do Alto Forno 2Isaque Carvalho100% (1)
- Api 579 Espessura MínimaDocument2 pagesApi 579 Espessura MínimaSérgio Magno0% (1)
- Instalação PV Elite 2018Document11 pagesInstalação PV Elite 2018Walisson Henrique100% (1)
- Inspeção Baseada em Risco - API-581Document10 pagesInspeção Baseada em Risco - API-581paulo zanetti100% (1)
- ASME B31 TraduzidaDocument2 pagesASME B31 TraduzidaGlauber Martins0% (1)
- Calculos Espessura RetoDocument4 pagesCalculos Espessura RetoMarcelo Augusto Braga ZorteaNo ratings yet
- Relacao de Soldadores Qualificados ASMEDocument1 pageRelacao de Soldadores Qualificados ASMEEderNo ratings yet
- MFLE - Princípios da Mecânica da Fratura Linear ElásticaDocument51 pagesMFLE - Princípios da Mecânica da Fratura Linear ElásticaIara Nascimento100% (3)
- Asme Seção ViiiDocument7 pagesAsme Seção ViiiAnderson MoraisNo ratings yet
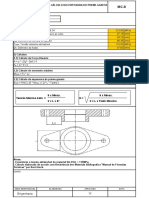
- Cálculo da espessura do preme-gaxeta para válvula ASMEDocument3 pagesCálculo da espessura do preme-gaxeta para válvula ASMEthiagorep170% (1)
- Ieis 1 003-08Document1 pageIeis 1 003-08Lilian Sthefaine Amaral De SouzaNo ratings yet
- Espessura M Nima Tampo Torisf Rico 1650582834Document10 pagesEspessura M Nima Tampo Torisf Rico 1650582834Andre OliveiraNo ratings yet
- Soldagem de estruturas navais: distância mínima entre soldasDocument6 pagesSoldagem de estruturas navais: distância mínima entre soldasmauriciofrochaNo ratings yet
- Verificação de Tubulação - Espessura Mínima ASME B31Document1 pageVerificação de Tubulação - Espessura Mínima ASME B31Cleiton FernandesNo ratings yet
- Norma FBTS N 007Document12 pagesNorma FBTS N 007Fabio AlvesNo ratings yet
- Norma Aws D1.1Document18 pagesNorma Aws D1.1Cileia Ferreira100% (1)
- Cálculo Torque Parafusos FlangesDocument22 pagesCálculo Torque Parafusos FlangesRodrigo BuenoNo ratings yet
- Cálculo do torque de aperto do estojoDocument2 pagesCálculo do torque de aperto do estojoPedro Garcia M. Júnior100% (1)
- Curso Petrobras CapVII Descontinuidades Planares1Document96 pagesCurso Petrobras CapVII Descontinuidades Planares1Dimitra KatsiorchiNo ratings yet
- Qualificação de ProcedimentosDocument22 pagesQualificação de ProcedimentosRodrigo SousaNo ratings yet
- Ensaios Não ConvencionaisDocument0 pagesEnsaios Não ConvencionaisHussiklypheeNo ratings yet
- Cálculos Torque Parafusos Ligações FlangeadasDocument9 pagesCálculos Torque Parafusos Ligações Flangeadasrhlinhares100% (2)
- Manual DM5 - Medidor de EspessuraDocument105 pagesManual DM5 - Medidor de EspessuraJanainaCM0% (2)
- DCBI segurança bloqueio dispositivosDocument2 pagesDCBI segurança bloqueio dispositivosRenatoCostaNo ratings yet
- Como calcular espessura tampo semielíptico ASMEDocument9 pagesComo calcular espessura tampo semielíptico ASMEDiego SilvaNo ratings yet
- Cálculos Torque Parafusos Ligações FlangeadasDocument8 pagesCálculos Torque Parafusos Ligações FlangeadasrhlinharesNo ratings yet
- Normas - Asme Sec - VIIIDocument7 pagesNormas - Asme Sec - VIIISantos SilvestreNo ratings yet
- Avaliação de defeitos planares (trincas) pelo Nível 1 da API 579-1/ASME FFS-1Document26 pagesAvaliação de defeitos planares (trincas) pelo Nível 1 da API 579-1/ASME FFS-1Diogo Monteiro50% (2)
- Resistência dos Materiais - Diagramas de Esforço e TensõesDocument13 pagesResistência dos Materiais - Diagramas de Esforço e TensõesFelipe Sá2006No ratings yet
- IBP Guia 4 Vasos de PressãoDocument53 pagesIBP Guia 4 Vasos de PressãoSilva Tiago100% (3)
- Avaliação de IntegridadeDocument51 pagesAvaliação de IntegridadeVagner Santos AvilaNo ratings yet
- Tampos de Vasos de PressãoDocument3 pagesTampos de Vasos de PressãoBruno281087100% (2)
- DT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Document17 pagesDT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Anonymous tmZuz9PNo ratings yet
- Treinamento Is n2 ConsumíveisDocument6 pagesTreinamento Is n2 ConsumíveisDouglasNo ratings yet
- Metodologia Inspeções NR-13Document10 pagesMetodologia Inspeções NR-13alexsandro_dias_1No ratings yet
- Relatorio 020-22 - VP-03 - Inspeção ExternaDocument15 pagesRelatorio 020-22 - VP-03 - Inspeção ExternaWesley Assunção50% (2)
- Inspeção de válvulas de segurança e alívioDocument25 pagesInspeção de válvulas de segurança e alívioluizhroNo ratings yet
- Emendas de Solda CA50Document12 pagesEmendas de Solda CA50rogersampaiocostaNo ratings yet
- Dimensionamento de Luva - Felipe e TuaniDocument7 pagesDimensionamento de Luva - Felipe e TuaniTuani CarvalhoNo ratings yet
- Lista Resistencia Dos MateriaisDocument22 pagesLista Resistencia Dos MateriaisJunior LimaNo ratings yet
- Exercícios Resistência e Falha de MateriaisDocument8 pagesExercícios Resistência e Falha de MateriaisCaio KuribayashiNo ratings yet
- Perfis Dobrados Frio PDFDocument30 pagesPerfis Dobrados Frio PDFWolnei I. S. SimaoNo ratings yet
- Critérios de resistência de Von Mises e Tresca em exercícios de elementos de máquinasDocument4 pagesCritérios de resistência de Von Mises e Tresca em exercícios de elementos de máquinasThiagoNo ratings yet
- Lista de Exercicios Mecânica Da FraturaDocument5 pagesLista de Exercicios Mecânica Da FraturaHenrique AzevedoNo ratings yet
- Vasos de Pressão Silva Telles 2 EdDocument14 pagesVasos de Pressão Silva Telles 2 EdJohnatan MussauerNo ratings yet
- Ensaio de resistência à tração de aço para concreto armadoDocument14 pagesEnsaio de resistência à tração de aço para concreto armadoMoisés Henrique Gregório AssunçãoNo ratings yet
- Características e cálculos de vaso de pressão de compressor do IFAMDocument5 pagesCaracterísticas e cálculos de vaso de pressão de compressor do IFAMGuilherme B. Batista100% (1)
- VocabulárioDocument1 pageVocabulárioHipnoxNo ratings yet
- Cristalinidade em Polímeros: Fundamentos e TécnicasDocument24 pagesCristalinidade em Polímeros: Fundamentos e TécnicasHipnoxNo ratings yet
- GrafcetDocument18 pagesGrafcetsergioavs100% (2)
- Calculo de Rolamantos Parte2Document47 pagesCalculo de Rolamantos Parte2HipnoxNo ratings yet
- Critica Textual e Linguistica Historica Sandro DrummondDocument20 pagesCritica Textual e Linguistica Historica Sandro DrummondClaudia LanisNo ratings yet
- Na Encruzilhada - Arte e Fotografia No Começo Do Século XX - Annateresa FabrisDocument56 pagesNa Encruzilhada - Arte e Fotografia No Começo Do Século XX - Annateresa FabrisYasmin Nogueira100% (1)
- referenciAL Teórico MusculaçaoDocument15 pagesreferenciAL Teórico MusculaçaoAline HessNo ratings yet
- Monitoria 24.1Document8 pagesMonitoria 24.1victor marianoNo ratings yet
- A Psicologia Do DesenvolvimentoDocument14 pagesA Psicologia Do DesenvolvimentorgeconomiaNo ratings yet
- Guia Cliente MulticareDocument16 pagesGuia Cliente MulticareValdemar Miguel SilvaNo ratings yet
- Ordem de Servico EmpreiteiroDocument2 pagesOrdem de Servico EmpreiteiroElizangela RomãoNo ratings yet
- Caderno de Diretrizes para Monitoramento de Poços em Abandono Temporário - FINALDocument30 pagesCaderno de Diretrizes para Monitoramento de Poços em Abandono Temporário - FINALLuiz Alberto Silva SantosNo ratings yet
- A indústria cultural segundo AdornoDocument11 pagesA indústria cultural segundo AdornoPaula Carolina100% (3)
- Revisão - Retirado Do Livro de James StewartDocument6 pagesRevisão - Retirado Do Livro de James StewartEdilmar Moura100% (2)
- Trilogia Do Elfo Negro #03 - Refúgio - R. A. SalvatoreDocument237 pagesTrilogia Do Elfo Negro #03 - Refúgio - R. A. SalvatoreDaniel Lima75% (4)
- Glossário Termos de InformáticaDocument35 pagesGlossário Termos de InformáticaadelinodiasNo ratings yet
- Livro PersuasãoDocument94 pagesLivro PersuasãoMarcosDanielSoaresNo ratings yet
- Revista Z - Março 2010Document12 pagesRevista Z - Março 2010SiteZoomNo ratings yet
- Dissertação - Deyse S. Rubim PDFDocument132 pagesDissertação - Deyse S. Rubim PDFGilberNo ratings yet
- BELTRÃO. Emprego Da Técnica RSSI para Estimar A Localização de Emissores Aéreos em Arena BVR. SPECTRUM, Vol. 14. Brasília, 2014Document5 pagesBELTRÃO. Emprego Da Técnica RSSI para Estimar A Localização de Emissores Aéreos em Arena BVR. SPECTRUM, Vol. 14. Brasília, 2014EduardoNo ratings yet
- Abordagem desenvolvimentista 20 anos depoisDocument19 pagesAbordagem desenvolvimentista 20 anos depoisÍsis CottaNo ratings yet
- Educação IndígenaDocument1 pageEducação IndígenaGeralda Bispo de JesusNo ratings yet
- A Cidadela Vermelha+A Queda Do Feiticeiro VermelhoDocument31 pagesA Cidadela Vermelha+A Queda Do Feiticeiro VermelhoCristian Pio AvilaNo ratings yet
- Segurança eletrônica auxilia segurança humanaDocument58 pagesSegurança eletrônica auxilia segurança humanaMarina OliveiraNo ratings yet
- FQ Ficha Trabalho1 9BC F 9 ANODocument4 pagesFQ Ficha Trabalho1 9BC F 9 ANOVânia Maria SantosNo ratings yet
- 7 Dicas de PersuasãoDocument11 pages7 Dicas de PersuasãoWelington PinhoNo ratings yet
- Aprendizagem Pelas ConsequênciasDocument5 pagesAprendizagem Pelas ConsequênciasLucasAzevedoNo ratings yet
- Distribuição audiovisual na InternetDocument21 pagesDistribuição audiovisual na InternetAndrea RibeiroNo ratings yet
- O Desenvolvimento Dos Jogos Coletivos EsportivizadosDocument2 pagesO Desenvolvimento Dos Jogos Coletivos Esportivizadossarquis_rudy3571No ratings yet
- Teste - Unidade 4Document5 pagesTeste - Unidade 4TomasNo ratings yet
- Apostila Equilíbrio Químico (1) ..Document5 pagesApostila Equilíbrio Químico (1) ..goldminer2No ratings yet
- Obstáculos CientíficosDocument16 pagesObstáculos CientíficosFlávio GonçalvesNo ratings yet
- Guia de Implementacao - Visanet VBVDocument8 pagesGuia de Implementacao - Visanet VBVRenato MorenoNo ratings yet
- Trigonometria: EquaçõesDocument3 pagesTrigonometria: EquaçõesAna NevesNo ratings yet