You might also like
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- Correcteurs Dynamiques en Fraisage ProfDocument7 pagesCorrecteurs Dynamiques en Fraisage ProfYacine YasuNo ratings yet
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesFrom EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesNo ratings yet
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelNo ratings yet
- Chapitre 7Document42 pagesChapitre 7Hamza NazihaNo ratings yet
- TD La Commande Numerique Des Machines OutilsDocument2 pagesTD La Commande Numerique Des Machines OutilsWilliam DechangNo ratings yet
- Les PREF, DEC, Et Jauges OutilsDocument42 pagesLes PREF, DEC, Et Jauges OutilsAbichou IssaNo ratings yet
- Sinumerik810820 Mill FRDocument90 pagesSinumerik810820 Mill FRDick ManNo ratings yet
- CNC MP 3Document13 pagesCNC MP 3siniorNo ratings yet
- Machine À Mesurer Tridimensionnelle (MMT)Document4 pagesMachine À Mesurer Tridimensionnelle (MMT)Tahar ADJOUDJNo ratings yet
- Examen Productique1-TF 2021Document2 pagesExamen Productique1-TF 2021Oumayma BoudaboussNo ratings yet
- Chapitre 003 Programmation Des MocnDocument125 pagesChapitre 003 Programmation Des MocnsiniorNo ratings yet
- M10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande NumériqueDocument56 pagesM10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande Numériquemohamed50% (2)
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffNo ratings yet
- Fraisage A Commande NumériqueDocument13 pagesFraisage A Commande NumériqueYassine ĐesTrôỷỹNo ratings yet
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriNo ratings yet
- Exercice 3Document3 pagesExercice 3Ahmed DjebbiNo ratings yet
- TD FaoDocument3 pagesTD FaoAmer ChaffaiNo ratings yet
- Les Noyaux PDFDocument4 pagesLes Noyaux PDFMohamed LaliouiNo ratings yet
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALINo ratings yet
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Cahier 3Document38 pagesCahier 3BC100% (1)
- FAO SeanceuneDocument26 pagesFAO SeanceuneMurielle LemogoNo ratings yet
- Sujet Haas PDFDocument5 pagesSujet Haas PDFNaoufel FaresNo ratings yet
- 2016 ExamenDocument4 pages2016 ExamenFrançoise NicolasNo ratings yet
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofNo ratings yet
- Chapitre 4 Contrat Des PhasesDocument5 pagesChapitre 4 Contrat Des PhasesAdel ZitouniNo ratings yet
- La Mise en Position 1ere Partie de La Norme - PROFDocument6 pagesLa Mise en Position 1ere Partie de La Norme - PROFAbdelmoghit IdhsaineNo ratings yet
- Poziaopaezc OpazcDocument4 pagesPoziaopaezc OpazcBadr HadriNo ratings yet
- Pmocn Had PDFDocument54 pagesPmocn Had PDFmounirNo ratings yet
- 3 GU (2) Copier DéverrouilléDocument1 page3 GU (2) Copier DéverrouilléMAJDA TAHIRINo ratings yet
- ANNEXE - Fiche Des Codes CNDocument2 pagesANNEXE - Fiche Des Codes CNMOUNIR FRIJANo ratings yet
- M9 - Conception Et Dessin D'outillage de Production Version 2Document119 pagesM9 - Conception Et Dessin D'outillage de Production Version 2Taha ZianeNo ratings yet
- Programmation de Commande Numérique - WikipédiaDocument14 pagesProgrammation de Commande Numérique - WikipédianonoNo ratings yet
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiNo ratings yet
- Prototypage RapideDocument29 pagesPrototypage Rapideamine chabchoubNo ratings yet
- TD 2 - TournageDocument1 pageTD 2 - TournageLarbi Gueraiche100% (1)
- Compte Rendu Du TP TCNDocument13 pagesCompte Rendu Du TP TCNJaoui RachidNo ratings yet
- Chapitre 7 Etude Dispresions Cotes ReglageDocument5 pagesChapitre 7 Etude Dispresions Cotes Reglagesitescompte4No ratings yet
- TP de CNCDocument3 pagesTP de CNCYouness El HamriNo ratings yet
- Les Cycles de FraisageDocument32 pagesLes Cycles de Fraisageرفيق طرشونNo ratings yet
- Simulation FourchetteDocument4 pagesSimulation FourchetteMohamed SahilNo ratings yet
- Video 14 PDFDocument9 pagesVideo 14 PDFChokri AtefNo ratings yet
- CFAO - Fraisage 2D & DemiDocument17 pagesCFAO - Fraisage 2D & DemiMeryem BelhassaneNo ratings yet
- Gamme UsinageDocument12 pagesGamme UsinageYouness El HamriNo ratings yet
- Corrigé Ex 2 Prog Tournage CodeGDocument3 pagesCorrigé Ex 2 Prog Tournage CodeGHab Benz100% (1)
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 pagesGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonseNo ratings yet
- TP de Tournage Cfao: École Supérieure de TechnologieDocument2 pagesTP de Tournage Cfao: École Supérieure de TechnologieAbderrahmane AzNo ratings yet
- 2101f Techn de Mesure Et de Controle PDFDocument10 pages2101f Techn de Mesure Et de Controle PDFsaraNo ratings yet
- PFE-H - 19-002 - Conception Contrôleur Imprimante 3DDocument4 pagesPFE-H - 19-002 - Conception Contrôleur Imprimante 3DRomaysa jijiNo ratings yet
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 pagesCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
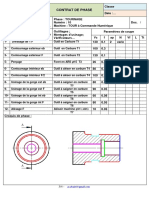
- 3-Contrat de Phase N°10Document1 page3-Contrat de Phase N°10Makrem CherifNo ratings yet
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4No ratings yet
- Liaison Glissiere ExempleDocument2 pagesLiaison Glissiere ExempleGhada MouedhenNo ratings yet
- Sadt 2Document12 pagesSadt 2Armand EssNo ratings yet
- CH1-Fabrication Assistée Par OrdinateurDocument37 pagesCH1-Fabrication Assistée Par OrdinateurAbbassi KarimNo ratings yet
- 2stm Juillet 2011 Correction PDFDocument8 pages2stm Juillet 2011 Correction PDFabdoNo ratings yet
- TD1 (Suite)Document31 pagesTD1 (Suite)Siryann DNo ratings yet
- XC 38Document1 pageXC 38sere100% (1)
- La RectificationDocument2 pagesLa RectificationAymen HssainiNo ratings yet
- Guide Pl7 Pro Connecter Et TransfererDocument9 pagesGuide Pl7 Pro Connecter Et TransfererdoudoutstmNo ratings yet
- Programmation CDocument6 pagesProgrammation CAymen HssainiNo ratings yet
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiNo ratings yet
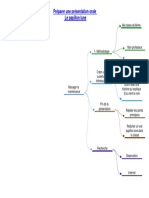
- Préparer Une Présentation Orale Le Papillon LuneDocument1 pagePréparer Une Présentation Orale Le Papillon LuneAymen HssainiNo ratings yet
- Gammes Maintenance Preventive MAERADocument4 pagesGammes Maintenance Preventive MAERAAymen HssainiNo ratings yet
- 04 - Tds - Analyse de ParetoDocument7 pages04 - Tds - Analyse de ParetoSalah Eddine Chouikh100% (1)
- 04 - Les Outils de Base de Prise de Decision PDFDocument5 pages04 - Les Outils de Base de Prise de Decision PDFTriki Bilel100% (1)
- Manuel de Programmation G-CodeDocument538 pagesManuel de Programmation G-CodeJorge Amaral100% (14)
- Initiation Au FraisageDocument5 pagesInitiation Au FraisageAymen HssainiNo ratings yet
- 03 - Les Differentes Formes de MaintenanceDocument7 pages03 - Les Differentes Formes de MaintenanceWognin MoïseNo ratings yet
- Guide Pl7 Pro Connecter Et TransfererDocument9 pagesGuide Pl7 Pro Connecter Et TransfererdoudoutstmNo ratings yet
- 02 Gestion Des Interventions PDFDocument9 pages02 Gestion Des Interventions PDFAymen HssainiNo ratings yet
- Cours STRATEGIE DE MAINTENANCE PDFDocument67 pagesCours STRATEGIE DE MAINTENANCE PDFamekhzoumi80% (5)
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiNo ratings yet
- 120 - Couts de Maintenance - Prof - Retour Sur InvestissemenDocument8 pages120 - Couts de Maintenance - Prof - Retour Sur InvestissemenAymen Hssaini100% (1)
- Equipement Du LaboratoireDocument170 pagesEquipement Du LaboratoireHeart King100% (1)
- Guide PL7 Pro Connecter Et TransfererDocument1 pageGuide PL7 Pro Connecter Et TransfererAymen HssainiNo ratings yet
- Chrono 01 PDFDocument32 pagesChrono 01 PDFAymen HssainiNo ratings yet
- KONE GuideEntretienMaintenanceSécurité 2016Document30 pagesKONE GuideEntretienMaintenanceSécurité 2016Aymen HssainiNo ratings yet
- JSFS 2000 141 3 3 0Document7 pagesJSFS 2000 141 3 3 0Aymen HssainiNo ratings yet
- Guide Pratique Usine Automobile Du FuturDocument61 pagesGuide Pratique Usine Automobile Du FuturAymen HssainiNo ratings yet
- FreDocument347 pagesFreAymen HssainiNo ratings yet
- Systeme Injection HdiDocument145 pagesSysteme Injection Hdicedricvillar100% (15)
- 2016 - 05 - General Storage Recommendations For Spare Parts - FRDocument2 pages2016 - 05 - General Storage Recommendations For Spare Parts - FRAymen HssainiNo ratings yet
- Cours PDFDocument150 pagesCours PDFAymen HssainiNo ratings yet
- Module Gestion de La ProductionDocument23 pagesModule Gestion de La ProductionAymen HssainiNo ratings yet
- Module Gestion de La ProductionDocument78 pagesModule Gestion de La ProductionEl Jaouad67% (3)
- Cours PDFDocument150 pagesCours PDFAymen HssainiNo ratings yet
- 1hydrauliqParisTech PDFDocument34 pages1hydrauliqParisTech PDFAymen HssainiNo ratings yet
- Compte Rendu Stage 3e4Document22 pagesCompte Rendu Stage 3e4RANIA AGOUZALNo ratings yet
- 02 - Physiologie BactérienneDocument44 pages02 - Physiologie Bactériennebouchakour meryem100% (1)
- Ais 2122 2apic S1 C3 PCDocument2 pagesAis 2122 2apic S1 C3 PCRayan BouhouchyNo ratings yet
- Signal Électrique Et ÉlectroniqueDocument13 pagesSignal Électrique Et ÉlectroniqueLittl LotusNo ratings yet
- 2013 09 Antilles Exo2 Correction Ibuprofene 11ptsDocument2 pages2013 09 Antilles Exo2 Correction Ibuprofene 11ptsMarwan AzertyNo ratings yet
- AnalyseMultivarieeDonneesGeographiques PDFDocument144 pagesAnalyseMultivarieeDonneesGeographiques PDFDouaa ImpératriceNo ratings yet
- La DensitéDocument5 pagesLa Densité213020 213020No ratings yet
- Chapitre 4 Les Procedes de FreinageDocument11 pagesChapitre 4 Les Procedes de FreinageSamroura YessadNo ratings yet
- Théorème de ThalèsDocument9 pagesThéorème de ThalèsSebastien mutudiemuNo ratings yet
- IMIPENEMEDocument26 pagesIMIPENEMELinaMimosaNo ratings yet
- Documentation Excel Formation LogistiqueDocument52 pagesDocumentation Excel Formation Logistiquepeter wilderson josephNo ratings yet
- PCT Blanc Borgou BAC CDocument4 pagesPCT Blanc Borgou BAC CEmmanuel WAGNONNo ratings yet
- Stampe Bucuresti PDFDocument42 pagesStampe Bucuresti PDFSebastian Stan100% (2)
- CrèteDocument7 pagesCrèteAramis MousquetayreNo ratings yet
- ADDOHA Presentation FinalDocument61 pagesADDOHA Presentation FinalBorki HibaNo ratings yet
- CM2 Fiches OutilsDocument236 pagesCM2 Fiches Outilstemimi raoudha100% (1)
- Conception Chretienne de L'histoireDocument11 pagesConception Chretienne de L'histoireloic maworaNo ratings yet
- Découverte Mbot Doc Réponse v2Document2 pagesDécouverte Mbot Doc Réponse v2clemence.nzkNo ratings yet
- NIE PARC VENDANT DES MATERIAUX DE CONSTRUCTION Sept 2020 (Réparé) (Réparé)Document59 pagesNIE PARC VENDANT DES MATERIAUX DE CONSTRUCTION Sept 2020 (Réparé) (Réparé)Mohamed LamraniNo ratings yet
- L'historique Des Banques Marocaines Et Du Secteur BancaireDocument6 pagesL'historique Des Banques Marocaines Et Du Secteur BancaireKarim El100% (1)
- 3 GestionrisquescriticiteDocument35 pages3 GestionrisquescriticiteHassan HoudoudNo ratings yet
- Methode Du Portique Equivalent2Document18 pagesMethode Du Portique Equivalent2Onanena FaldiNo ratings yet
- Revision BacDocument9 pagesRevision BacAnis Dahnen0% (1)
- Charte Tourisme DurableDocument4 pagesCharte Tourisme DurableMed SaksikNo ratings yet
- Rapport de StageDocument59 pagesRapport de StageFarid Abdul Ogbe50% (2)
- Cite Radieuse Diane Sarah Moussaoui Rayane Laissani Randa Grp7Document26 pagesCite Radieuse Diane Sarah Moussaoui Rayane Laissani Randa Grp7Diane Sarah100% (1)
- VSM Ev91Document21 pagesVSM Ev91zouaoua slimaneNo ratings yet
- WDD1690071J434791Document2 pagesWDD1690071J434791Med BazNo ratings yet
- 03 Generalites Sur Les FonctionsDocument18 pages03 Generalites Sur Les FonctionsJunior Le Pyromane100% (1)