You might also like
- Sta A4187876 21425Document2 pagesSta A4187876 21425doud98No ratings yet
- UW Computational-Finance & Risk Management Brochure Final 080613Document2 pagesUW Computational-Finance & Risk Management Brochure Final 080613Rajel MokNo ratings yet
- 3DS MAX SYLLABUSDocument8 pages3DS MAX SYLLABUSKannan RajaNo ratings yet
- Bernardo Corporation Statement of Financial Position As of Year 2019 AssetsDocument3 pagesBernardo Corporation Statement of Financial Position As of Year 2019 AssetsJean Marie DelgadoNo ratings yet
- Session 5-6Document21 pagesSession 5-6Neeraj YadavNo ratings yet
- Sasol Coal-to-Liquids DevelopmentsDocument43 pagesSasol Coal-to-Liquids DevelopmentsDertySulistyowatiNo ratings yet
- المحاضرة الاولي بترولDocument74 pagesالمحاضرة الاولي بترولatef.salman.grNo ratings yet
- Review of Gas Based Power Technologies - Gas Turbines: Robin W. AmesDocument37 pagesReview of Gas Based Power Technologies - Gas Turbines: Robin W. AmesAndri YantoNo ratings yet
- Section6 Energy-Factbook December9 en AccessibleDocument62 pagesSection6 Energy-Factbook December9 en AccessiblemonashkhanNo ratings yet
- Canada: List of FiguresDocument18 pagesCanada: List of Figureschirag.rathiNo ratings yet
- Chairperson, PNGRB (080110)Document44 pagesChairperson, PNGRB (080110)Sainu KalathingalNo ratings yet
- VittiDocument31 pagesVittiEverton CarpaneziNo ratings yet
- CPT150S - 2022 - Chapter 1 - Petroleum Industry and PetrochemicalsDocument50 pagesCPT150S - 2022 - Chapter 1 - Petroleum Industry and PetrochemicalsOwamie ThabisoNo ratings yet
- E85: Future Gasoline Substitute Fuel TechnologyDocument45 pagesE85: Future Gasoline Substitute Fuel Technologyapi-26678889No ratings yet
- CNG Vs LNGDocument46 pagesCNG Vs LNGhemantchauhan1987100% (1)
- 1-1. Overview of Unconventional Resources - 2016.3Document28 pages1-1. Overview of Unconventional Resources - 2016.3andriNo ratings yet
- India Energy Scenario Opportunities and ChallengesDocument36 pagesIndia Energy Scenario Opportunities and ChallengesAkshat RawatNo ratings yet
- Overview of Gas Resources 2018Document31 pagesOverview of Gas Resources 2018Akib ImtihanNo ratings yet
- Role of Ongc in The India's Road Map For Energy SecurityDocument65 pagesRole of Ongc in The India's Road Map For Energy SecuritynanimbaNo ratings yet
- 2021 Energy-Factbook December23 EN AccessibleDocument156 pages2021 Energy-Factbook December23 EN AccessibleRodrigo GarcíaNo ratings yet
- World Energy Outlook 2008 Key GraphsDocument12 pagesWorld Energy Outlook 2008 Key GraphsJonathan MouetteNo ratings yet
- Combustion Course-982Document70 pagesCombustion Course-982hassan ghNo ratings yet
- Oil & Gas Sector of Pakistan: Presenters: - Muneeba Zafar - Fahad Kamran - Sana AbbasDocument45 pagesOil & Gas Sector of Pakistan: Presenters: - Muneeba Zafar - Fahad Kamran - Sana AbbashelperforeuNo ratings yet
- Exploring Oil & Gas: From Formation to FuelDocument36 pagesExploring Oil & Gas: From Formation to FuelZynAbidinNo ratings yet
- Fuel Cells For A Sustainable Energy FutureDocument51 pagesFuel Cells For A Sustainable Energy Futuregreen707No ratings yet
- IntroductionDocument32 pagesIntroductionSmail KechamNo ratings yet
- Microalgae: A Promising Feedstock For Biodiesel: ReviewDocument7 pagesMicroalgae: A Promising Feedstock For Biodiesel: ReviewGabNo ratings yet
- Energy Efficiency Copper HydrometallurgyDocument41 pagesEnergy Efficiency Copper Hydrometallurgyalexis diaz0% (1)
- Non-Conventional Energy SourcesDocument69 pagesNon-Conventional Energy SourcesCse 2k17No ratings yet
- P10 Steven GustDocument37 pagesP10 Steven GustRaka BachtiaraNo ratings yet
- Global Energy Perspectives by Dr. H. RameshDocument48 pagesGlobal Energy Perspectives by Dr. H. Rameshhram_phdNo ratings yet
- Petroleum & Their Aspect in BangladeshDocument8 pagesPetroleum & Their Aspect in BangladeshB JNo ratings yet
- ECOWAS-ARA Roadmap for Low Sulphur FuelsDocument21 pagesECOWAS-ARA Roadmap for Low Sulphur FuelsAndy UgohNo ratings yet
- Bio FuelsDocument44 pagesBio FuelsRam Krishna Singh100% (1)
- Energy Crises in Pakistan ??Document48 pagesEnergy Crises in Pakistan ??Malik Afzaal AwanNo ratings yet
- World Bank Gas Pricing Issues 5-05Document34 pagesWorld Bank Gas Pricing Issues 5-05uzumaki narutoNo ratings yet
- Exploration & Production Business Focuses on Unconventional HydrocarbonsDocument33 pagesExploration & Production Business Focuses on Unconventional Hydrocarbonsssinharay9No ratings yet
- Estadisticas Internacionales EnergiaDocument78 pagesEstadisticas Internacionales Energiahrojasn9319No ratings yet
- Eurasian Integration 1Document19 pagesEurasian Integration 1Z_JahangeerNo ratings yet
- Understanding Rice Husk As A Biomass Fuel EN V1 2013.9.4Document8 pagesUnderstanding Rice Husk As A Biomass Fuel EN V1 2013.9.4Nuc LeusNo ratings yet
- Energy Scenario & Related Policies in BangladeshDocument27 pagesEnergy Scenario & Related Policies in BangladesharpondevNo ratings yet
- Potential of Algae for Biofuel ProductionDocument25 pagesPotential of Algae for Biofuel ProductionSanty LeoNo ratings yet
- An Introduction To Shale Oil and Gas Jul2015 1Document21 pagesAn Introduction To Shale Oil and Gas Jul2015 1mdqNo ratings yet
- Climbers Scale BP HeadquartersDocument69 pagesClimbers Scale BP HeadquartersProtect Florida's BeachesNo ratings yet
- Key World Energy Statistics 2020Document81 pagesKey World Energy Statistics 2020Amin DehghaniNo ratings yet
- Oil & Gas Sector of Pakistan and Sustainable Development: June 2015Document54 pagesOil & Gas Sector of Pakistan and Sustainable Development: June 2015Saad TanvirNo ratings yet
- Lecture 1Document23 pagesLecture 1alikamani1060No ratings yet
- 03-Fossil FuelsDocument85 pages03-Fossil FuelsUsama Ahmed100% (1)
- Paparan SkripsiDocument26 pagesPaparan SkripsiJoshua SiahaanNo ratings yet
- Oil and Natural Gas Companies in CanadaDocument10 pagesOil and Natural Gas Companies in Canadabenki megeriNo ratings yet
- Understanding Global EnergyDocument28 pagesUnderstanding Global Energysylviafortun7917No ratings yet
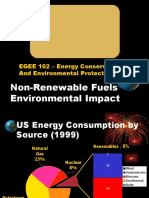
- Non-Renewable Fuels Environmental Impact: EGEE 102 - Energy Conservation and Environmental ProtectionDocument40 pagesNon-Renewable Fuels Environmental Impact: EGEE 102 - Energy Conservation and Environmental ProtectionAshager ShimelashNo ratings yet
- Opportunities and Challenges For Solar PV Rooftop in IndonesiaDocument24 pagesOpportunities and Challenges For Solar PV Rooftop in IndonesiaIskandarNo ratings yet
- Advance Release: South Sudan 2017-18 TextDocument4 pagesAdvance Release: South Sudan 2017-18 TextestevaoNo ratings yet
- Oil & Natural Gas IndustryDocument20 pagesOil & Natural Gas IndustryaabidsNo ratings yet
- 2.ENEP Fondamentaux Du Gaz 2018Document89 pages2.ENEP Fondamentaux Du Gaz 2018kamillaNo ratings yet
- DEWAN ENERGI NASIONAL HIGHLIGHTS INDONESIA'S ENERGY PLANDocument15 pagesDEWAN ENERGI NASIONAL HIGHLIGHTS INDONESIA'S ENERGY PLANLuthfieSangKaptenNo ratings yet
- CO2 Cap Store 2Document24 pagesCO2 Cap Store 20307aliNo ratings yet
- Security of Energy Supply Week 5Document63 pagesSecurity of Energy Supply Week 5georgiadisgNo ratings yet
- FutureofOil O7 2005-bDocument122 pagesFutureofOil O7 2005-bhenryrabiNo ratings yet
- Primary Energy Consumption: OilDocument4 pagesPrimary Energy Consumption: OilthegaiaprojectNo ratings yet
- Environmental Impact of Energy Strategies Within the EEC: A Report Prepared for the Environment and Consumer Protection, Service of the Commission of the European CommunitiesFrom EverandEnvironmental Impact of Energy Strategies Within the EEC: A Report Prepared for the Environment and Consumer Protection, Service of the Commission of the European CommunitiesNo ratings yet
- Audel HVAC Fundamentals, Volume 2: Heating System Components, Gas and Oil Burners, and Automatic ControlsFrom EverandAudel HVAC Fundamentals, Volume 2: Heating System Components, Gas and Oil Burners, and Automatic ControlsNo ratings yet
- Figes Ar Ge Dergi 15Document23 pagesFiges Ar Ge Dergi 15horemheb1No ratings yet
- Oracle - SQL Tuning Pocket ReferenceDocument5 pagesOracle - SQL Tuning Pocket Referencehoremheb1No ratings yet
- Exadata Storage Server x3 2 Ds 1855391Document8 pagesExadata Storage Server x3 2 Ds 1855391horemheb1No ratings yet
- Jpcap Winpcap Used For Network IntrusionDocument4 pagesJpcap Winpcap Used For Network Intrusionhoremheb1No ratings yet
- New Zealand Datasheet for Siterone Provides Details on Uses, Dosage and SafetyDocument8 pagesNew Zealand Datasheet for Siterone Provides Details on Uses, Dosage and Safetyhoremheb1No ratings yet
- Less07 Undo TBDocument20 pagesLess07 Undo TByairr100% (2)
- Classifications 2010Document47 pagesClassifications 2010suhasnambiarNo ratings yet
- GW Basic Guide PDFDocument334 pagesGW Basic Guide PDFAleeza Khan60% (5)
- Psychology Today Article May 1967 Vol 1 No 1Document7 pagesPsychology Today Article May 1967 Vol 1 No 1Prem PanigrahiNo ratings yet
- Forth 79 Handy Reference PDFDocument2 pagesForth 79 Handy Reference PDFhoremheb1No ratings yet
- Oracle Total Recall With 11g (2) ReleaseDocument14 pagesOracle Total Recall With 11g (2) ReleaseVikram ShethNo ratings yet
- Inflatable Penile Prostheses For The Treatment of Erectile Dysfunction: An UpdateDocument12 pagesInflatable Penile Prostheses For The Treatment of Erectile Dysfunction: An Updatehoremheb1100% (1)
- Psychology Today Article May 1967 Vol 1 No 1Document7 pagesPsychology Today Article May 1967 Vol 1 No 1Prem PanigrahiNo ratings yet
- 002 DecTree WekaDocument65 pages002 DecTree WekajghghNo ratings yet
- New Zealand Datasheet for Siterone Provides Details on Uses, Dosage and SafetyDocument8 pagesNew Zealand Datasheet for Siterone Provides Details on Uses, Dosage and Safetyhoremheb1No ratings yet
- Frequently Asked Questions SPARC T8-1, T8-2, T8-4, and M8-8 ServersDocument5 pagesFrequently Asked Questions SPARC T8-1, T8-2, T8-4, and M8-8 Servershoremheb1No ratings yet
- 9 FT Synthesis 2013 PWDocument18 pages9 FT Synthesis 2013 PWNguyễn Thanh TùngNo ratings yet
- Hisham Hussein Mohamed Ahmed - Gynaecomastia Paper Dr. AymanDocument14 pagesHisham Hussein Mohamed Ahmed - Gynaecomastia Paper Dr. Aymanhoremheb1100% (1)
- 9 FT Synthesis 2013 PWDocument8 pages9 FT Synthesis 2013 PWhoremheb1No ratings yet
- CLP PM 00088 Titan Device Prep Sheets FinalDocument3 pagesCLP PM 00088 Titan Device Prep Sheets Finalhoremheb1No ratings yet
- Journal of Cheminformatics: Orchem - An Open Source Chemistry Search Engine For OracleDocument11 pagesJournal of Cheminformatics: Orchem - An Open Source Chemistry Search Engine For Oraclehoremheb1No ratings yet
- 3 3 MR Robert PardemannDocument47 pages3 3 MR Robert Pardemannhoremheb1No ratings yet
- CLP 028Document17 pagesCLP 028horemheb1No ratings yet
- Hisham Hussein Mohamed Ahmed - Gynaecomastia Paper Dr. AymanDocument14 pagesHisham Hussein Mohamed Ahmed - Gynaecomastia Paper Dr. Aymanhoremheb1100% (1)
- Hypersonic SQL: ArchitectureDocument14 pagesHypersonic SQL: Architecturehoremheb1No ratings yet
- Discuss Your Answers With Your Doctor Today.: Sexual Health Inventory For Men (SHIM)Document2 pagesDiscuss Your Answers With Your Doctor Today.: Sexual Health Inventory For Men (SHIM)horemheb1No ratings yet
- Erann Gat - Idiots Guide To Lisp PackagesDocument14 pagesErann Gat - Idiots Guide To Lisp Packagesfrancisum2No ratings yet
- Simulated Annealing: A Basic IntroductionDocument45 pagesSimulated Annealing: A Basic Introductionhoremheb1No ratings yet
- Scriptie D Van 'T Oever PDFDocument100 pagesScriptie D Van 'T Oever PDFhoremheb1No ratings yet
- Gps Anti Jammer Gpsdome - Effective Protection Against JammingDocument2 pagesGps Anti Jammer Gpsdome - Effective Protection Against JammingCarlos VillegasNo ratings yet
- 158 Oesmer Vs Paraisa DevDocument1 page158 Oesmer Vs Paraisa DevRobelle Rizon100% (1)
- Understanding CTS Log MessagesDocument63 pagesUnderstanding CTS Log MessagesStudentNo ratings yet
- Death Without A SuccessorDocument2 pagesDeath Without A Successorilmanman16No ratings yet
- Dairy DevelopmentDocument39 pagesDairy DevelopmentHemanth Kumar RamachandranNo ratings yet
- De Thi Chuyen Hai Duong 2014 2015 Tieng AnhDocument4 pagesDe Thi Chuyen Hai Duong 2014 2015 Tieng AnhHuong NguyenNo ratings yet
- Chapter 1 Qus OnlyDocument28 pagesChapter 1 Qus OnlySaksharNo ratings yet
- KSRTC BokingDocument2 pagesKSRTC BokingyogeshNo ratings yet
- Janapriya Journal of Interdisciplinary Studies - Vol - 6Document186 pagesJanapriya Journal of Interdisciplinary Studies - Vol - 6abiskarNo ratings yet
- Excavator Loading To Truck TrailerDocument12 pagesExcavator Loading To Truck TrailerThy RonNo ratings yet
- Introduction To Elective DesignDocument30 pagesIntroduction To Elective Designabdullah 3mar abou reashaNo ratings yet
- Magnetism 02Document10 pagesMagnetism 02Niharika DeNo ratings yet
- An4856 Stevalisa172v2 2 KW Fully Digital Ac DC Power Supply Dsmps Evaluation Board StmicroelectronicsDocument74 pagesAn4856 Stevalisa172v2 2 KW Fully Digital Ac DC Power Supply Dsmps Evaluation Board StmicroelectronicsStefano SalaNo ratings yet
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Document13 pagesTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- CompactLogix 5480 Controller Sales GuideDocument2 pagesCompactLogix 5480 Controller Sales GuideMora ArthaNo ratings yet
- 4Q Labor Case DigestsDocument53 pages4Q Labor Case DigestsKaren Pascal100% (2)
- For Mail Purpose Performa For Reg of SupplierDocument4 pagesFor Mail Purpose Performa For Reg of SupplierAkshya ShreeNo ratings yet
- Ieee Research Papers On Software Testing PDFDocument5 pagesIeee Research Papers On Software Testing PDFfvgjcq6a100% (1)
- EFM2e, CH 03, SlidesDocument36 pagesEFM2e, CH 03, SlidesEricLiangtoNo ratings yet
- Developing a Positive HR ClimateDocument15 pagesDeveloping a Positive HR ClimateDrPurnima SharmaNo ratings yet
- Improvements To Increase The Efficiency of The Alphazero Algorithm: A Case Study in The Game 'Connect 4'Document9 pagesImprovements To Increase The Efficiency of The Alphazero Algorithm: A Case Study in The Game 'Connect 4'Lam Mai NgocNo ratings yet
- 4.5.1 Forestry LawsDocument31 pages4.5.1 Forestry LawsMark OrtolaNo ratings yet
- CFEExam Prep CourseDocument28 pagesCFEExam Prep CourseM50% (4)
- Dell 1000W UPS Spec SheetDocument1 pageDell 1000W UPS Spec SheetbobNo ratings yet
- Bob Duffy's 27 Years in Database Sector and Expertise in SQL Server, SSAS, and Data Platform ConsultingDocument26 pagesBob Duffy's 27 Years in Database Sector and Expertise in SQL Server, SSAS, and Data Platform ConsultingbrusselarNo ratings yet
- Top 35 Brokerage Firms in PakistanDocument11 pagesTop 35 Brokerage Firms in PakistannasiralisauNo ratings yet