You might also like
- Austin's Cover Letter Example - Cultivated CultureDocument1 pageAustin's Cover Letter Example - Cultivated CultureYash SNo ratings yet
- NVH PDFDocument3 pagesNVH PDFSubhendu BarisalNo ratings yet
- Female and Male Hacker Conferences Attendees: Their Autism-Spectrum Quotient (AQ) Scores and Self-Reported Adulthood ExperiencesDocument25 pagesFemale and Male Hacker Conferences Attendees: Their Autism-Spectrum Quotient (AQ) Scores and Self-Reported Adulthood Experiencesanon_9874302No ratings yet
- 5S ImplementationDocument5 pages5S Implementationersh01No ratings yet
- S1 P1 Kiar Ai AngDocument27 pagesS1 P1 Kiar Ai AngDarren TanNo ratings yet
- Quiz Submissions - Quiz 3 - Chapter 6Document5 pagesQuiz Submissions - Quiz 3 - Chapter 6charlesNo ratings yet
- Fiberglass Coating SpecDocument3 pagesFiberglass Coating Specponnivalavans_994423100% (1)
- Plant Processes: Lesson 3Document3 pagesPlant Processes: Lesson 3Kayla Ta’jaeNo ratings yet
- (Salim Ross) PUA 524 - Introduction To Law and The Legal System (Mid Term)Document4 pages(Salim Ross) PUA 524 - Introduction To Law and The Legal System (Mid Term)Salim RossNo ratings yet
- Gender and Other Cross Cutting Issues Mental HealthDocument6 pagesGender and Other Cross Cutting Issues Mental HealthJamira Inoc SoboNo ratings yet
- Year 2 - Push and Pull FPDDocument18 pagesYear 2 - Push and Pull FPDRebecca LNo ratings yet
- Manufacturing Process AssignmentDocument9 pagesManufacturing Process AssignmentSaad Ur Rehman0% (1)
- Chapter 5 - Control Chart For AttributesDocument28 pagesChapter 5 - Control Chart For AttributesAtirah AsnaNo ratings yet
- MP I Manual - 2016-17 - 08 07 16-With-Numbers PDFDocument45 pagesMP I Manual - 2016-17 - 08 07 16-With-Numbers PDFGeorge CamachoNo ratings yet
- Review On Forging Defects in Brass ComponentsDocument7 pagesReview On Forging Defects in Brass ComponentsIJRASETPublicationsNo ratings yet
- Five S Implementation: SORT (Clearing Up Space) OrganizationDocument8 pagesFive S Implementation: SORT (Clearing Up Space) OrganizationDONNo ratings yet
- 5S audit sheet optimizationDocument1 page5S audit sheet optimizationManoj ShahNo ratings yet
- 5S Red Tag ProcessDocument8 pages5S Red Tag ProcessSwj OkeNo ratings yet
- Capability Analysis Formulas - MinitabDocument9 pagesCapability Analysis Formulas - Minitabaugusto_bergNo ratings yet
- Process Capability Report Form GuideDocument8 pagesProcess Capability Report Form GuidearunradNo ratings yet
- Fmea Chart 70kb PDFDocument1 pageFmea Chart 70kb PDFmike gamerNo ratings yet
- 5S Implementation Manual Part 2Document63 pages5S Implementation Manual Part 2jgprasadNo ratings yet
- Hot Chemical TestDocument3 pagesHot Chemical TestUSBid Inc.No ratings yet
- Problem Solving Worksheet AnalysisDocument6 pagesProblem Solving Worksheet AnalysismfritzNo ratings yet
- 5S Audit FormDocument1 page5S Audit FormViorel IosubNo ratings yet
- 8DDocument8 pages8DRomie CubalNo ratings yet
- House of Quality Examples Guide Featuring Rock-Climbing Harness AnalysisDocument9 pagesHouse of Quality Examples Guide Featuring Rock-Climbing Harness AnalysisKresna NoviardityaNo ratings yet
- Critical To Customer RequirementsDocument29 pagesCritical To Customer RequirementsVaibhav SinghNo ratings yet
- Moudling Operation GSIC Process: MouldingDocument13 pagesMoudling Operation GSIC Process: MouldingBalakumaran MurugesanNo ratings yet
- Six Sigma LEANDocument7 pagesSix Sigma LEANAkshita MuskanNo ratings yet
- 6S in HealthcareDocument13 pages6S in HealthcareChannel MedicalNo ratings yet
- Improve Work FormDocument4 pagesImprove Work FormambicaNo ratings yet
- Lean Manufacturing REPORTDocument15 pagesLean Manufacturing REPORTSandeep GrNo ratings yet
- 5 S Information and Training OutlineDocument5 pages5 S Information and Training Outlinekprasad_mlNo ratings yet
- Kano Model PDFDocument5 pagesKano Model PDFdanielmugaboNo ratings yet
- Root Cause Analysis Problem SolvingDocument81 pagesRoot Cause Analysis Problem SolvingJose nuñezNo ratings yet
- GM 1927-16a PWT Gear Commodity AuditDocument5 pagesGM 1927-16a PWT Gear Commodity AuditSergio BoillosNo ratings yet
- Ernest DMAIC ProjectDocument38 pagesErnest DMAIC ProjectErnesto Manuel0% (1)
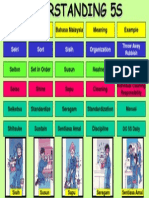
- Japanese English Bahasa Malaysia Meaning Example: Seiri Sort Sisih OrganizationDocument1 pageJapanese English Bahasa Malaysia Meaning Example: Seiri Sort Sisih OrganizationGeddy JeminiNo ratings yet
- Process of EB, QB Samples ShipmentDocument9 pagesProcess of EB, QB Samples ShipmentBự BụngNo ratings yet
- Gage Linearity Bias StudyDocument3 pagesGage Linearity Bias StudyJuan Pablo Rebolledo VNo ratings yet
- Presentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Document26 pagesPresentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Ayman Sajjad AkashNo ratings yet
- Lean Thi Nki NG: Single Minute Exchange of Dies: Literature ReviewDocument11 pagesLean Thi Nki NG: Single Minute Exchange of Dies: Literature ReviewBhanuj VermaNo ratings yet
- 8D Form - LongDocument6 pages8D Form - LongmaofireNo ratings yet
- Instructions: 'No' Answers Are To Be Resolved Immediately and DocumentedDocument1 pageInstructions: 'No' Answers Are To Be Resolved Immediately and Documentedrgrao85No ratings yet
- When To Conduct A First Article InspectionDocument4 pagesWhen To Conduct A First Article InspectionCloud RedfieldNo ratings yet
- Single Minute Exchange of Dies - Ashita Nair - Kashmira KulkarniDocument13 pagesSingle Minute Exchange of Dies - Ashita Nair - Kashmira KulkarnirockinskullNo ratings yet
- An Application of SMED Methodology PDFDocument4 pagesAn Application of SMED Methodology PDFIng Raul OrozcoNo ratings yet
- 8 D Report: 8 Discipline MethdologyDocument14 pages8 D Report: 8 Discipline MethdologyAshishkekreNo ratings yet
- KAIZEN: A Case Study in Small Scale OrganizationsDocument4 pagesKAIZEN: A Case Study in Small Scale OrganizationsijsretNo ratings yet
- Single Point Lesson - Cell Level Metrics: All AssociatesDocument2 pagesSingle Point Lesson - Cell Level Metrics: All AssociatesCharles MethenyNo ratings yet
- Manufacturing System Poka-Yoke AnalysisDocument14 pagesManufacturing System Poka-Yoke AnalysisRatandeep PandeyNo ratings yet
- Design FMEA 2-Day Workshop by TetrahedronDocument2 pagesDesign FMEA 2-Day Workshop by TetrahedrontetrahedronNo ratings yet
- Audit Sheet For 5S Evaluation - Shop Floor: 1S2S3S Score (1S + 2S + 3S) / 50Document1 pageAudit Sheet For 5S Evaluation - Shop Floor: 1S2S3S Score (1S + 2S + 3S) / 50BALACHANDAR SNo ratings yet
- 10 Supplier Sampling GEN IP1001 10-11-13Document8 pages10 Supplier Sampling GEN IP1001 10-11-13budi_alamsyahNo ratings yet
- Weekly DPM Monitor SpreadsheetDocument3 pagesWeekly DPM Monitor SpreadsheetsmtdrkdNo ratings yet
- 7872 Owner GuideDocument46 pages7872 Owner Guidefelu77No ratings yet
- 5S & Visual Workplace Management Workshop/TrainingDocument2 pages5S & Visual Workplace Management Workshop/TrainingLeanAdvisors100% (4)
- ANSI ESDS20202014 v620170328pdfDocument2 pagesANSI ESDS20202014 v620170328pdfdauxomNo ratings yet
- Lean Six Sigma Mid-Term Ass Final 1.0Document21 pagesLean Six Sigma Mid-Term Ass Final 1.0era nominNo ratings yet
- LMS - ValueStreamMappingDocument42 pagesLMS - ValueStreamMappingrickzrickzNo ratings yet
- 1 Six Sigma Project Review: Executive SummaryDocument6 pages1 Six Sigma Project Review: Executive Summaryanjo0225No ratings yet
- 5S + Safety Checklist - Shop Floor Area: Sort (Get Rid of What's Not Needed) : ScoreDocument2 pages5S + Safety Checklist - Shop Floor Area: Sort (Get Rid of What's Not Needed) : ScoreumeshjmangroliyaNo ratings yet
- Assembly Line BalancingDocument11 pagesAssembly Line BalancingAyush SinghNo ratings yet
- Agile Essentials You Always Wanted To Know: Self Learning ManagementFrom EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementNo ratings yet
- Summary of Changes in SNTDocument10 pagesSummary of Changes in SNTponnivalavans_994423No ratings yet
- Guidance On Measurements Performed As Part of An Inspection ProcessDocument31 pagesGuidance On Measurements Performed As Part of An Inspection Processponnivalavans_994423No ratings yet
- 2 Casting FormingDocument56 pages2 Casting FormingMohana KrishnanNo ratings yet
- Girth Gear Segment Manufacturing and DesignDocument12 pagesGirth Gear Segment Manufacturing and DesignBhaskar Reddy100% (1)
- 16TT005 FRP DetailsDocument35 pages16TT005 FRP Detailsponnivalavans_994423No ratings yet
- Sample Calibration ProceduresDocument37 pagesSample Calibration ProceduresGabriel Dediu100% (1)
- AGMA gear standard reference guideDocument10 pagesAGMA gear standard reference guideponnivalavans_994423No ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- INSPECTION METHODS FOR RECOVERY BOILERSDocument13 pagesINSPECTION METHODS FOR RECOVERY BOILERSponnivalavans_994423No ratings yet
- Radiographic Film Interpretation GuideDocument5 pagesRadiographic Film Interpretation Guideponnivalavans_994423No ratings yet
- Helpful RT Article and PhotosDocument8 pagesHelpful RT Article and Photosponnivalavans_994423No ratings yet
- Essential questions for welding inspector examDocument12 pagesEssential questions for welding inspector examponnivalavans_994423No ratings yet
- Duplex Stainless SteelDocument231 pagesDuplex Stainless Steelponnivalavans_994423No ratings yet
- Defectos SoldaduraDocument8 pagesDefectos SoldaduraAntonio MartinNo ratings yet
- Primary Metallic Crystalline StructuresDocument13 pagesPrimary Metallic Crystalline Structuresponnivalavans_994423No ratings yet
- Corrosion CrackingDocument19 pagesCorrosion Crackingponnivalavans_994423No ratings yet
- Belt Conveyor-Pulleys & IdlersDocument10 pagesBelt Conveyor-Pulleys & Idlersponnivalavans_994423No ratings yet
- WPS PQR Checklist 2014Document2 pagesWPS PQR Checklist 2014Sebastian Rajesh100% (1)
- GE Energy Management Visual Inspection RequirementsDocument10 pagesGE Energy Management Visual Inspection RequirementsKarthik P MuraliNo ratings yet
- 46 CoalCrusher PDFDocument12 pages46 CoalCrusher PDFYin ThoNo ratings yet
- Duplex Stainless SteelDocument231 pagesDuplex Stainless Steelponnivalavans_994423No ratings yet
- SMAW Safety and PrinciplesDocument34 pagesSMAW Safety and Principlesponnivalavans_994423No ratings yet
- Slag PotsDocument4 pagesSlag Potsponnivalavans_994423No ratings yet
- Primary Metallic Crystalline StructuresDocument13 pagesPrimary Metallic Crystalline Structuresponnivalavans_994423No ratings yet
- 1 Basic Metallurgy 1Document8 pages1 Basic Metallurgy 1Salauddin ShaikhNo ratings yet
- 46 CoalCrusher PDFDocument12 pages46 CoalCrusher PDFYin ThoNo ratings yet
- Norsok M101Document62 pagesNorsok M101Anonymous FHkX0ANo ratings yet
- RAL & BS Color CardDocument5 pagesRAL & BS Color Cardponnivalavans_994423No ratings yet
- Basics: Ultrasonic Testing MethodDocument7 pagesBasics: Ultrasonic Testing Methodponnivalavans_994423No ratings yet
- ZO 503 Physiological Chemistry by Dr.S.S.KunjwalDocument22 pagesZO 503 Physiological Chemistry by Dr.S.S.KunjwalAbhishek Singh ChandelNo ratings yet
- Untitled DocumentDocument2 pagesUntitled DocumentChristopher BellardNo ratings yet
- A Comparison of Fuel Cell Testing Protocols PDFDocument7 pagesA Comparison of Fuel Cell Testing Protocols PDFDimitrios TsiplakidesNo ratings yet
- Math 7: "The Nearest Approximation To An Understanding of Life Is To Feel It and Realize It To The Fullest."Document16 pagesMath 7: "The Nearest Approximation To An Understanding of Life Is To Feel It and Realize It To The Fullest."benjamin ladesma0% (1)
- Single-phase half-bridge inverter modes and componentsDocument18 pagesSingle-phase half-bridge inverter modes and components03 Anton P JacksonNo ratings yet
- Participatory Assessment of Ragay Gulf Resources and SocioeconomicsDocument167 pagesParticipatory Assessment of Ragay Gulf Resources and SocioeconomicsCres Dan Jr. BangoyNo ratings yet
- RCC Lintel and Slab PlanDocument3 pagesRCC Lintel and Slab PlanSaurabh Parmar 28No ratings yet
- Cbydp Draft SK BaracbacDocument13 pagesCbydp Draft SK BaracbacLikey PromiseNo ratings yet
- Goldenberg and Reddy (2017)Document10 pagesGoldenberg and Reddy (2017)Mariana ToniniNo ratings yet
- PremiumpaymentReceipt 10663358Document1 pagePremiumpaymentReceipt 10663358Kartheek ChandraNo ratings yet
- Database Case Study Mountain View HospitalDocument6 pagesDatabase Case Study Mountain View HospitalNicole Tulagan57% (7)
- French Ox Cheek Stew with MushroomsDocument2 pagesFrench Ox Cheek Stew with MushroomsMihai LeancăNo ratings yet
- CANAVAN' and VESCOVI - 2004 - CMJ X SJ Evaluation of Power Prediction Equations Peak Vertical Jumping Power in WomenDocument6 pagesCANAVAN' and VESCOVI - 2004 - CMJ X SJ Evaluation of Power Prediction Equations Peak Vertical Jumping Power in WomenIsmenia HelenaNo ratings yet
- Lesson Plan Garbage Gym GameDocument3 pagesLesson Plan Garbage Gym Gameapi-272479731No ratings yet
- NotesTransl 108 (1985) Larsen, Who Is This GenerationDocument20 pagesNotesTransl 108 (1985) Larsen, Who Is This GenerationluzuNo ratings yet
- Public Speaking Skills for Career SuccessDocument7 pagesPublic Speaking Skills for Career SuccessAnish John100% (1)
- X32 Digital Mixer: Quick Start GuideDocument28 pagesX32 Digital Mixer: Quick Start GuideJordán AstudilloNo ratings yet
- Modul English For Study SkillsDocument9 pagesModul English For Study SkillsRazan Nuhad Dzulfaqor razannuhad.2020No ratings yet
- 4PW16741-1 B EKBT - Bufftertank - Installation Manuals - EnglishDocument6 pages4PW16741-1 B EKBT - Bufftertank - Installation Manuals - EnglishBernard GaterNo ratings yet
- Nurses Week Program InvitationDocument2 pagesNurses Week Program InvitationBenilda TuanoNo ratings yet
- New Wordpad DocumentDocument6 pagesNew Wordpad DocumentJonelle D'melloNo ratings yet
- Causes of The Renaissance: Silk RoadDocument6 pagesCauses of The Renaissance: Silk RoadCyryhl GutlayNo ratings yet
- The Ultimate Manifesting Money Blueprint by Sonia RicottiDocument34 pagesThe Ultimate Manifesting Money Blueprint by Sonia RicottiViolet VioletNo ratings yet