You might also like
- AP Chemistry: Free-Response QuestionsDocument22 pagesAP Chemistry: Free-Response QuestionsAnita100% (1)
- Chapter 5 - Lubrication ManagementDocument41 pagesChapter 5 - Lubrication ManagementAdinz DinNo ratings yet
- CHAPTER 03 - 2nd Part - Properties of Pure Fluids-May20Document49 pagesCHAPTER 03 - 2nd Part - Properties of Pure Fluids-May20Scorpion Royal100% (1)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Everest PEB Brochure - Leader in PEB StructuresDocument28 pagesEverest PEB Brochure - Leader in PEB StructuresBikramdevPadhiNo ratings yet
- Robinair Bombas de Vacío 15401 601Document32 pagesRobinair Bombas de Vacío 15401 601MarcWorld100% (1)
- Chapter 5 ConsolidationDocument11 pagesChapter 5 ConsolidationAwokeNo ratings yet
- Bog Calculations Rev. ADocument6 pagesBog Calculations Rev. AAlberto100% (1)
- 2nd MT2017+Key To SolutionDocument10 pages2nd MT2017+Key To SolutionHager ArefNo ratings yet
- Kelompok 3 - Tugas 6 - TRK2-03-dikonversiDocument30 pagesKelompok 3 - Tugas 6 - TRK2-03-dikonversiMuhammad AzharNo ratings yet
- ChemE 132 LE 1 ReviewerDocument17 pagesChemE 132 LE 1 ReviewerClarenceMillaresNo ratings yet
- Problem 2: First and Second Law of Thermodynamics Thermodynamics Coursechemical Engineering DepartmentDocument17 pagesProblem 2: First and Second Law of Thermodynamics Thermodynamics Coursechemical Engineering DepartmentTita Ari UtamiNo ratings yet
- Tugas 3 - TRK 02 - Kelompok 8Document61 pagesTugas 3 - TRK 02 - Kelompok 8Sulthan DaffaNo ratings yet
- Chemical Equibria - 2021 - 2023Document27 pagesChemical Equibria - 2021 - 2023Vincent AnzoNo ratings yet
- Sample Calculations Bio-OilDocument8 pagesSample Calculations Bio-OilJames Matthew LimpinNo ratings yet
- Reaktor SO2 Konversi dan Posisi Front ReaksiDocument12 pagesReaktor SO2 Konversi dan Posisi Front ReaksiZakiaNo ratings yet
- NIT ROURKELA END SEMESTER EXAMINATION 2018 OPTIMIZATION AND SIMULATION TECHNIQUESDocument2 pagesNIT ROURKELA END SEMESTER EXAMINATION 2018 OPTIMIZATION AND SIMULATION TECHNIQUESYASHNo ratings yet
- Project PM3F M2 – Energy and sustainability analysisDocument6 pagesProject PM3F M2 – Energy and sustainability analysisRodrigoSantannaNo ratings yet
- Formula: US EPA Evaporation Equation (Open Area) - Eq. 1Document6 pagesFormula: US EPA Evaporation Equation (Open Area) - Eq. 1Kanthan DevanNo ratings yet
- Pump cavitation and maximum flowrateDocument5 pagesPump cavitation and maximum flowrateaff123051No ratings yet
- The General Material Balance EquationDocument12 pagesThe General Material Balance EquationArrofi NurmidaNo ratings yet
- Gas EquationsDocument5 pagesGas Equationsmohammed.2000.01.09No ratings yet
- Tugas Termo DameDocument13 pagesTugas Termo DamedesisitompulNo ratings yet
- Lab Report 1Document24 pagesLab Report 1Jaymac100% (1)
- PolymerizationKinetics NotesDocument5 pagesPolymerizationKinetics NotesretardNo ratings yet
- 5Document6 pages5Yas MonazahNo ratings yet
- Problem: C + O CoDocument15 pagesProblem: C + O Coamresh KumarNo ratings yet
- P11 5BDocument7 pagesP11 5BFachri MunadiNo ratings yet
- CSTR RXN PDFDocument5 pagesCSTR RXN PDFPradeep DiwakarNo ratings yet
- 1Document18 pages1cailiiiNo ratings yet
- Virial Equation of State2Document46 pagesVirial Equation of State2ShainaBagonNo ratings yet
- Module 2 Volumetric Properties of Pure FluidsDocument38 pagesModule 2 Volumetric Properties of Pure FluidsJatskinesisNo ratings yet
- Desopt 2016 02 PDFDocument36 pagesDesopt 2016 02 PDFAndrea ChaseNo ratings yet
- Wet GasDocument7 pagesWet Gaskhalid alrawi100% (1)
- VAPOUR IN AIR DIFFUSION (RDM)Document11 pagesVAPOUR IN AIR DIFFUSION (RDM)Sanskriti GhisingNo ratings yet
- Centeno, CRE PDFDocument10 pagesCenteno, CRE PDFrj centenoNo ratings yet
- 3 Steady State DiffusionDocument25 pages3 Steady State DiffusionShahadat AwanNo ratings yet
- Kunci Jawaban PR4Document7 pagesKunci Jawaban PR4Yulia ShafinaNo ratings yet
- Gas Technology-4th Stage Lecture 2 12 November 2017Document7 pagesGas Technology-4th Stage Lecture 2 12 November 2017muhammadNo ratings yet
- Ashena EAGE 2017 BodyDocument4 pagesAshena EAGE 2017 BodyRahmanAshenaNo ratings yet
- Well Control MechanisemDocument12 pagesWell Control MechanisemBeni N SoloNo ratings yet
- Agitation Efficiency of Different PDocument18 pagesAgitation Efficiency of Different Pisa emrahNo ratings yet
- Heat Exchanger Effectiveness and NTU MethodDocument21 pagesHeat Exchanger Effectiveness and NTU MethodSamir YehyaNo ratings yet
- Assignment 1: Due Monday, March 20, 2017Document5 pagesAssignment 1: Due Monday, March 20, 2017bb bbNo ratings yet
- AbsorbtionDocument21 pagesAbsorbtionSujal SolavNo ratings yet
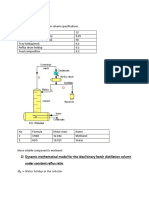
- Dynamic Mathematical Model For The Ideal Binary Batch Distillation Column Under Constant Reflux RatioDocument18 pagesDynamic Mathematical Model For The Ideal Binary Batch Distillation Column Under Constant Reflux RatioXy kar0% (1)
- Flow of Compressible Fluids - UnlockedDocument32 pagesFlow of Compressible Fluids - UnlockedBianca BayumbonNo ratings yet
- CET I 3.PVT Relationship 2021 Part 2Document47 pagesCET I 3.PVT Relationship 2021 Part 2Dhruv AgarwalNo ratings yet
- Formula Sheet - Che 2422Document5 pagesFormula Sheet - Che 2422khalifaNo ratings yet
- Aircon Notes 1Document32 pagesAircon Notes 1Theodore VilaNo ratings yet
- Understanding engine models and combustion analysis using thermodynamic equationsDocument7 pagesUnderstanding engine models and combustion analysis using thermodynamic equationsprasad adsuleNo ratings yet
- ATP - 2021 - 2022 - Exam - Resit - Solutions - FinalDocument12 pagesATP - 2021 - 2022 - Exam - Resit - Solutions - FinalnomsyNo ratings yet
- Distillation Column EfficiencyDocument14 pagesDistillation Column EfficiencyIsuru RupasinghaNo ratings yet
- PART 1 Solved Problems Cooling TowerDocument11 pagesPART 1 Solved Problems Cooling TowerPETER PENNo ratings yet
- Calometry of NeutralisationDocument10 pagesCalometry of NeutralisationNadine SjahsamNo ratings yet
- P-V-T Behaviour - 05 - 07 - 2022Document16 pagesP-V-T Behaviour - 05 - 07 - 2022Prince EtornamNo ratings yet
- General Chemistry Lecturer-2Document34 pagesGeneral Chemistry Lecturer-2Bảo Long Trần LêNo ratings yet
- Gas Hydrates 1: Fundamentals, Characterization and ModelingFrom EverandGas Hydrates 1: Fundamentals, Characterization and ModelingDaniel BrosetaNo ratings yet
- Critical Evaluation of Some Equilibrium Constants Involving Organophosphorus ExtractantsFrom EverandCritical Evaluation of Some Equilibrium Constants Involving Organophosphorus ExtractantsNo ratings yet
- Daftar Menu MakananDocument5 pagesDaftar Menu MakanandhiyaulNo ratings yet
- Daftar Hadir Siswa: Nomor Siswa L/P BULAN .............................. UrutDocument31 pagesDaftar Hadir Siswa: Nomor Siswa L/P BULAN .............................. UrutdhiyaulNo ratings yet
- Daftar Pustaka: Chem 18 (4) : 1515-1521Document4 pagesDaftar Pustaka: Chem 18 (4) : 1515-1521dhiyaulNo ratings yet
- Name and FormulaDocument3 pagesName and FormuladhiyaulNo ratings yet
- 9.daftar PustakaDocument2 pages9.daftar PustakadhiyaulNo ratings yet
- Example 14.2 Van NessDocument4 pagesExample 14.2 Van NessdhiyaulNo ratings yet
- Langmuir AdsorptionDocument14 pagesLangmuir AdsorptiondhiyaulNo ratings yet
- TUGAS KULIAH TEKNOLOGI PARTIKEL: PRESENTASI TOPIK YANG TELAH DITENTUKANDocument2 pagesTUGAS KULIAH TEKNOLOGI PARTIKEL: PRESENTASI TOPIK YANG TELAH DITENTUKANdhiyaulNo ratings yet
- V Z Z K K X X y Y: Trial V, Hingga Memperoleh Nilai Dan 1Document2 pagesV Z Z K K X X y Y: Trial V, Hingga Memperoleh Nilai Dan 1dhiyaulNo ratings yet
- Development of Empirical Dynamic Models From Step Response DataDocument21 pagesDevelopment of Empirical Dynamic Models From Step Response DatadhiyaulNo ratings yet
- Fitting ParameterDocument10 pagesFitting ParameterdhiyaulNo ratings yet
- Tabel UsiglioDocument1 pageTabel UsigliodhiyaulNo ratings yet
- Kesetimbangan Uap-Cair Dan Cair-Cair Sistem Etanol (1) + Air (2) + Ionic Liquids (3) Dalam Pemurnian BioetanolDocument11 pagesKesetimbangan Uap-Cair Dan Cair-Cair Sistem Etanol (1) + Air (2) + Ionic Liquids (3) Dalam Pemurnian BioetanoldhiyaulNo ratings yet
- Chapter 5 HeatsinkDocument6 pagesChapter 5 HeatsinkRazman RamedanNo ratings yet
- Reactive & Functional Polymers: Li Liu, Jun Zhang, Ren-Cheng TangDocument8 pagesReactive & Functional Polymers: Li Liu, Jun Zhang, Ren-Cheng TangAnonymous bkXWlFidNo ratings yet
- Evaporation and CondensationDocument3 pagesEvaporation and CondensationHadi AskabanNo ratings yet
- Diffusion Module (DICTRA) Console Mode Example MacrosDocument343 pagesDiffusion Module (DICTRA) Console Mode Example Macrosyokeceg852No ratings yet
- Llautó M38 CuZn37Document2 pagesLlautó M38 CuZn37Josep TanuNo ratings yet
- D 6463 - 99 Rdy0njmDocument4 pagesD 6463 - 99 Rdy0njmMarceloNo ratings yet
- Elements of Green Building DesignDocument25 pagesElements of Green Building DesignMohamed SabithNo ratings yet
- Naffco-Psv-Pc Application ProcedureDocument5 pagesNaffco-Psv-Pc Application Procedureimad qaissouniNo ratings yet
- Chapter 2 Oxtoby's ChemistryDocument6 pagesChapter 2 Oxtoby's ChemistryAnonymous orNHXM0f0No ratings yet
- Purification of Wastewater by Metal Oxide NanoparticlesDocument12 pagesPurification of Wastewater by Metal Oxide NanoparticlesEditor IJTSRDNo ratings yet
- 02 WholeDocument121 pages02 WholeBarohNo ratings yet
- Masterseal 622 TdsDocument3 pagesMasterseal 622 TdsMahmoud SaeedNo ratings yet
- Unit 5 InfographicsDocument1 pageUnit 5 Infographicsgwy jianNo ratings yet
- Atomic Absorption Analysis Cookbook Section 10 Analysis of Medicines and Biological SubstancesDocument42 pagesAtomic Absorption Analysis Cookbook Section 10 Analysis of Medicines and Biological SubstancesLe HuyNo ratings yet
- Polymer Processing Assignment-2 (11,20,25,45,51)Document2 pagesPolymer Processing Assignment-2 (11,20,25,45,51)Eshan BhatNo ratings yet
- 4232-5 AeroWhip Foam StabilizersDocument2 pages4232-5 AeroWhip Foam StabilizerspedrazasNo ratings yet
- HyperLite Data SheetDocument2 pagesHyperLite Data Sheetbiomedical_com_brNo ratings yet
- Gas CuttingDocument8 pagesGas CuttingringboltNo ratings yet
- CATALOGUE CONTINUES PROUDLY WITH DEVELOPMENT AND INNOVATIONDocument68 pagesCATALOGUE CONTINUES PROUDLY WITH DEVELOPMENT AND INNOVATIONNguyen Thanh TrungNo ratings yet
- Combined Science Pack 2016 PDFDocument82 pagesCombined Science Pack 2016 PDFShreya LankeswaranNo ratings yet
- Caterpillar 3500c Manual SEBU8101 25Document146 pagesCaterpillar 3500c Manual SEBU8101 25BELKACEMNo ratings yet
- Zheng Et Al., 2006Document10 pagesZheng Et Al., 2006vaniserNo ratings yet
- Susianto 2005Document7 pagesSusianto 2005Diego JesusNo ratings yet
- Fibre Rope - Terminology and Good PracticesDocument19 pagesFibre Rope - Terminology and Good PracticesLe Quyen NguyenNo ratings yet
- VCI Film PaperDocument2 pagesVCI Film Paperpackaging meNo ratings yet