You might also like
- Ford AlarmDocument433 pagesFord AlarmCarpatica100% (4)
- 921 xk04212 h01 s01 d01 I en PDFDocument4 pages921 xk04212 h01 s01 d01 I en PDFAndrewNo ratings yet
- Ford Relearn PatsDocument2 pagesFord Relearn Patsmnawar100% (4)
- Wiring DiagramDocument281 pagesWiring Diagramchinzoo1275% (20)
- 2008 f250f350f450Document80 pages2008 f250f350f450perkinsaustinw50% (4)
- PATS Key Type: All Keys Are 8-Cut Unless Otherwise NotedDocument2 pagesPATS Key Type: All Keys Are 8-Cut Unless Otherwise Notedkrschnr100% (1)
- Ford USA - Manual PDFDocument7 pagesFord USA - Manual PDFIng. Alejandro NarvaezNo ratings yet
- Ford Wiring DiagramsDocument59 pagesFord Wiring DiagramsSkidanje Uputstava72% (145)
- Ford Explorer 1991-2006 PDFDocument14 pagesFord Explorer 1991-2006 PDFSasha LoveNo ratings yet
- Diagnostico PATS (Ford) TipsDocument18 pagesDiagnostico PATS (Ford) TipsDaniel100% (1)
- Windstar Cruise Ship DetailsDocument7 pagesWindstar Cruise Ship DetailsWaldo Gutiérrez67% (6)
- Ford OBD Trouble CodesDocument26 pagesFord OBD Trouble Codesmike67% (3)
- PCM Pinout - Ford Truck Enthusiasts ForumsDocument4 pagesPCM Pinout - Ford Truck Enthusiasts ForumsAdolfo Moscoso75% (4)
- Ford Explorer 1991-2004 - WiringDocument13 pagesFord Explorer 1991-2004 - WiringJulio Cesar Medrano Roque100% (7)
- Passive Anti-Theft System (PATS) - OverviewDocument24 pagesPassive Anti-Theft System (PATS) - OverviewocnogueiraNo ratings yet
- Ford OBD1 Codes and ProcedureDocument16 pagesFord OBD1 Codes and ProcedureStephen Keri90% (42)
- Avenger 2008 Wiring DiagramDocument7 pagesAvenger 2008 Wiring Diagrampsykahtik50% (4)
- Wiring Headlight RelaysDocument20 pagesWiring Headlight RelaysFloris van EnterNo ratings yet
- Ford Programming InstructionsDocument9 pagesFord Programming InstructionsBrenda Starcher100% (1)
- Ford 4.6L Engine Wiring HarnessDocument8 pagesFord 4.6L Engine Wiring HarnessAdam T-Man71% (7)
- Inmovilizador Ford PDFDocument13 pagesInmovilizador Ford PDFluis antonio de jesudNo ratings yet
- Ford DTCDocument10 pagesFord DTCmarcioe10005034100% (7)
- Description and Operation: 2008 Lincoln Mark LT 2008 Lincoln Mark LTDocument34 pagesDescription and Operation: 2008 Lincoln Mark LT 2008 Lincoln Mark LTJuan RualesNo ratings yet
- How To Bypass Ford Anti Theft SystemDocument2 pagesHow To Bypass Ford Anti Theft Systemb255873814100% (5)
- Fault Codes - FordDocument97 pagesFault Codes - FordChris Dale79% (19)
- OBDII U Trouble Code InfoDocument6 pagesOBDII U Trouble Code Infobhanuka2009No ratings yet
- Ford MasterToolDocument41 pagesFord MasterToolornitorrinco330% (1)
- ENGINE CONTROLS RELEARN PROCEDURESDocument8 pagesENGINE CONTROLS RELEARN PROCEDURESsimpsonrl80% (10)
- Vats / Passlock / Transponder Universal Alarm Bypass Module Model #AspassiiiDocument12 pagesVats / Passlock / Transponder Universal Alarm Bypass Module Model #Aspassiiialmia tronics100% (1)
- How To Program PATS Using FORScan v2.2 PDFDocument6 pagesHow To Program PATS Using FORScan v2.2 PDFRadu Cristian100% (1)
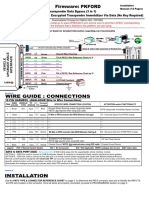
- Platform #04 Firmware: PKFORD: Wire Guide: ConnectionsDocument4 pagesPlatform #04 Firmware: PKFORD: Wire Guide: ConnectionsKyle Butler100% (1)
- FORD NGS Transponder Programming InfoDocument2 pagesFORD NGS Transponder Programming Inforodrigo michelNo ratings yet
- Ford PowertrainDocument279 pagesFord PowertrainMeselao Lee79% (19)
- Ford Pats (Passive Anti Theft System) Initialization With The 2534 Global ProgrammerDocument15 pagesFord Pats (Passive Anti Theft System) Initialization With The 2534 Global ProgrammerKeith Adair100% (1)
- Ford Module 2Document33 pagesFord Module 2parth8101No ratings yet
- 2008 F-Super Duty Wiring DiagramsDocument259 pages2008 F-Super Duty Wiring DiagramsAceHigh1921100% (11)
- 2001 F-150 Instrument Cluster Workshop ManualDocument45 pages2001 F-150 Instrument Cluster Workshop Manualsqhu100% (1)
- 1998 1999 F-Series Powertrain Control Emissions Diagnosis Powertraincontro017724mbpDocument509 pages1998 1999 F-Series Powertrain Control Emissions Diagnosis Powertraincontro017724mbpldmitch100% (3)
- EGR DPFE Ford Cross Ref ToolDocument55 pagesEGR DPFE Ford Cross Ref ToolJorge Valladares100% (2)
- Jeep Grand Cherokee 2005 2008 Sistem Antirobo PDFDocument94 pagesJeep Grand Cherokee 2005 2008 Sistem Antirobo PDFNORCOM SACNo ratings yet
- Anti Theft SystemDocument13 pagesAnti Theft Systemsonny123460% (5)
- Ford Presion GasolinaDocument15 pagesFord Presion GasolinaAlainbravopaez100% (1)
- Ford Vehicle PATS Key Programming GuideDocument2 pagesFord Vehicle PATS Key Programming GuideSalam SadiNo ratings yet
- Ford - Alarm & Remote Start Wiring - Copyright © 2004-2006 - 12 Volt Resource LLCDocument156 pagesFord - Alarm & Remote Start Wiring - Copyright © 2004-2006 - 12 Volt Resource LLCneaalecu467% (3)
- Ford EEC IV TesterDocument96 pagesFord EEC IV TesterTorney Benedict60% (10)
- Autotec Guide Key & Remote CodingDocument78 pagesAutotec Guide Key & Remote Codingmhcscribd67% (3)
- Power SteeringDocument199 pagesPower SteeringGeorgeStefosNo ratings yet
- Ford Explorer - Wikipedia, The Free Encyclopedia PDFDocument23 pagesFord Explorer - Wikipedia, The Free Encyclopedia PDFkutukim0% (1)
- Pats Job AidDocument2 pagesPats Job Aidcpureaper60% (5)
- Automotive Wiring and Circuit DiagramsDocument36 pagesAutomotive Wiring and Circuit Diagramsngelectronic522674% (27)
- Ford Y-Block Engines: How to Rebuild & ModifyFrom EverandFord Y-Block Engines: How to Rebuild & ModifyRating: 4.5 out of 5 stars4.5/5 (3)
- Building 4.6/5.4L Ford Horsepower on the DynoFrom EverandBuilding 4.6/5.4L Ford Horsepower on the DynoRating: 5 out of 5 stars5/5 (1)
- Ford Coyote Engines - Revised Edition: How to Build Max Performance: How to Build Max PerformanceFrom EverandFord Coyote Engines - Revised Edition: How to Build Max Performance: How to Build Max PerformanceRating: 5 out of 5 stars5/5 (1)
- Ford AOD Transmissions: Rebuilding and Modifying the AOD, AODE and 4R70WFrom EverandFord AOD Transmissions: Rebuilding and Modifying the AOD, AODE and 4R70WRating: 4.5 out of 5 stars4.5/5 (6)
- Automotive Equipment Usage and Repair StrategiesFrom EverandAutomotive Equipment Usage and Repair StrategiesRating: 5 out of 5 stars5/5 (1)
- Automotive Vehicle Strategies and ECM ModesFrom EverandAutomotive Vehicle Strategies and ECM ModesRating: 4 out of 5 stars4/5 (7)
- A-140 F & Block: Construction FeaturesDocument2 pagesA-140 F & Block: Construction FeaturesCarlos Eduardo Flores TorresNo ratings yet
- Aw80 40le PDFDocument3 pagesAw80 40le PDFKrzysztof Kjb100% (2)
- 40-Channel 100G DWDM ModuleDocument3 pages40-Channel 100G DWDM ModulehasNo ratings yet
- Falk CatalogDocument20 pagesFalk CatalogHugo RubimNo ratings yet
- MP Ehb03Document26 pagesMP Ehb03John Fredy Palacio G.No ratings yet
- NetCol5000-C030 In-Row Chilled Water Smart Cooling Product User Manual (Simple Configuration) PDFDocument198 pagesNetCol5000-C030 In-Row Chilled Water Smart Cooling Product User Manual (Simple Configuration) PDFRissel MorettiNo ratings yet
- GR-FLY-MEDMGWOO1014 Medical Gas Wall Outlet Quick Connect Ohmeda Compatible PDFDocument2 pagesGR-FLY-MEDMGWOO1014 Medical Gas Wall Outlet Quick Connect Ohmeda Compatible PDFIsmael Pachas RoncerosNo ratings yet
- Proportional Amplifier Type EV22K5: Product DocumentationDocument21 pagesProportional Amplifier Type EV22K5: Product DocumentationAsa ReidNo ratings yet
- Lift ReportDocument16 pagesLift ReportAisha Abdullahi MuhammadNo ratings yet
- Operation & Maintenance Manual: BulldozersDocument228 pagesOperation & Maintenance Manual: BulldozersBiswajit Das100% (1)
- Amd Au1100 400mbd BF DatasheetDocument2 pagesAmd Au1100 400mbd BF DatasheetFirdaus HanipahNo ratings yet
- Roland SPD S Servicemanual PDFDocument34 pagesRoland SPD S Servicemanual PDFpredrag152100% (3)
- TCC750Document24 pagesTCC750Pillai S KumarNo ratings yet
- ZHF XPXN 0MT01 Omi 001-2Document126 pagesZHF XPXN 0MT01 Omi 001-2Online 4-lifeNo ratings yet
- Plano Hidraulico D11 TDocument2 pagesPlano Hidraulico D11 TJose DelfinNo ratings yet
- Freightliner Electrical System and Main PDM OverviewDocument143 pagesFreightliner Electrical System and Main PDM Overviewedbox25868No ratings yet
- Crankcase Volume 2 StrokesDocument19 pagesCrankcase Volume 2 Strokespistonbreaker100% (4)
- TIERRA TECNICA地球電磁気測定器メーカー3成分マグネトメータGEA-01-RYDocument2 pagesTIERRA TECNICA地球電磁気測定器メーカー3成分マグネトメータGEA-01-RYHasan CelebesNo ratings yet
- Pressure Indicator Data SheetDocument2 pagesPressure Indicator Data SheetnwabukingzNo ratings yet
- GA16 Nissan Sentra Timing MarkDocument5 pagesGA16 Nissan Sentra Timing MarkAndy Ngo50% (2)
- Magister Stella ManualDocument8 pagesMagister Stella ManualguzartNo ratings yet
- Computer HIstory and ModernDocument60 pagesComputer HIstory and ModernPratyush ThakurNo ratings yet
- Speed Control of DC Motors Using Wireless Technology: Nayana V.N, G Sandhya Raj, Nagasandhya K V Umadevi Sreedhar.DDocument5 pagesSpeed Control of DC Motors Using Wireless Technology: Nayana V.N, G Sandhya Raj, Nagasandhya K V Umadevi Sreedhar.DIhsan KhanNo ratings yet
- High Pass Filter: HFCN-3100D+Document1 pageHigh Pass Filter: HFCN-3100D+firststudentNo ratings yet
- Presentation Spirax & Omala ProductsDocument24 pagesPresentation Spirax & Omala ProductsRIZKY FIQRINo ratings yet
- 1.fabrication of Steam Power PlantDocument25 pages1.fabrication of Steam Power PlantClement StephensonNo ratings yet
- Advanced Programming Methods of CNC Machine ToolsDocument8 pagesAdvanced Programming Methods of CNC Machine Toolsomar tahaNo ratings yet
- User's Manual - Gun Type Handheld CCD - Laser ScannerDocument92 pagesUser's Manual - Gun Type Handheld CCD - Laser ScannerJohnOaksNo ratings yet
- Chevrolet Parts CatalogueDocument35 pagesChevrolet Parts CatalogueChina auto parts wholesales75% (4)
- Ag Equipment Conveyors and AccessoriesDocument103 pagesAg Equipment Conveyors and Accessoriesahmed alamin100% (1)