You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Kudu Power Unit: Electric and Hydraulic Power Source For PcpsDocument2 pagesKudu Power Unit: Electric and Hydraulic Power Source For PcpsFan JackNo ratings yet
- Fundamentals of Oil RefineryDocument12 pagesFundamentals of Oil Refineryvenkatrangan2003No ratings yet
- Development of A Surrogate STANAG 4240 Fire ExposureDocument94 pagesDevelopment of A Surrogate STANAG 4240 Fire ExposureCemalNo ratings yet
- Natural Gas Data Sheet 00806 0300 4803Document2 pagesNatural Gas Data Sheet 00806 0300 4803gamonDueNo ratings yet
- Axial & Centrifugal Compressor For LNG Services - GEDocument4 pagesAxial & Centrifugal Compressor For LNG Services - GETalwinder Singh100% (1)
- Esp Troubleshooting Guide PDFDocument65 pagesEsp Troubleshooting Guide PDFkalpeshkdg100% (3)
- Tutorial 4 Solution (Updated)Document7 pagesTutorial 4 Solution (Updated)Jayden Chan33% (3)
- 0362-RT-0002-R2 Aviation Fuel Pipeline - Design Basis 29-01-15 PDFDocument18 pages0362-RT-0002-R2 Aviation Fuel Pipeline - Design Basis 29-01-15 PDFWan Ah-LunNo ratings yet
- 6514 DimsDocument2 pages6514 DimscalchonesNo ratings yet
- MARINE DIESEL ENGINES 12AYM-WGT SERIESDocument2 pagesMARINE DIESEL ENGINES 12AYM-WGT SERIESh_marion7100% (1)
- IC Engines ReportDocument14 pagesIC Engines Reportadarsh muraliNo ratings yet
- Carbon and Its CompoundsDocument22 pagesCarbon and Its CompoundsvishalchhatriNo ratings yet
- Starjet InstructionsDocument54 pagesStarjet InstructionsJUAN PABLO ACOSTA100% (1)
- Regulated Use Color Chart FinalDocument1 pageRegulated Use Color Chart FinalSinclair Broadcast Group - EugeneNo ratings yet
- Heating and hot water installation manualDocument28 pagesHeating and hot water installation manualLucianIonitaNo ratings yet
- Wireline Surface EquipmentDocument14 pagesWireline Surface EquipmentAdenta Hadi Aranto75% (4)
- PT Synergy Engineering - Experience in FPSO and MOPU ProjectsDocument2 pagesPT Synergy Engineering - Experience in FPSO and MOPU Projectsjayhuacat7743100% (1)
- 5070 s10 QP 21Document20 pages5070 s10 QP 21lagathurcNo ratings yet
- Tillotson Manual HR TypeDocument9 pagesTillotson Manual HR TypelaerciofilhoNo ratings yet
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsDocument5 pagesBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263No ratings yet
- TCS 900 1000 TCS Company PresentationDocument12 pagesTCS 900 1000 TCS Company PresentationLazzarus Az GunawanNo ratings yet
- Energy Conversion and Management: Oscar P.R. Van Vliet, André P.C. Faaij, Wim C. TurkenburgDocument22 pagesEnergy Conversion and Management: Oscar P.R. Van Vliet, André P.C. Faaij, Wim C. TurkenburgElliNo ratings yet
- Technical English IDocument46 pagesTechnical English IMidhunRameshThuvasseryNo ratings yet
- Potential Uses of Dairy Biogas and BiomethaneDocument26 pagesPotential Uses of Dairy Biogas and BiomethaneHari650No ratings yet
- Harris Industrial Equipment Catalog PDFDocument187 pagesHarris Industrial Equipment Catalog PDFolp757No ratings yet
- Master Well Control TechniquesDocument26 pagesMaster Well Control TechniquesJairo Cortes100% (1)
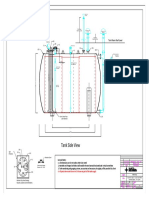
- Double Skin Tank-14200 Liters-Accessories-Model PDFDocument1 pageDouble Skin Tank-14200 Liters-Accessories-Model PDFMohammad SheaitoNo ratings yet
- Servicing Replenishing Fuel System Servicing 1. Information: Chapter 20-14-00, 201 Chapter 20-15-00, 201Document13 pagesServicing Replenishing Fuel System Servicing 1. Information: Chapter 20-14-00, 201 Chapter 20-15-00, 201Анна ЛободаNo ratings yet
- Uop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherDocument12 pagesUop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherBharavi K SNo ratings yet
- CNG in PakistanDocument22 pagesCNG in Pakistanmuki10No ratings yet