You might also like
- Lixiviacion Copper SulphideDocument12 pagesLixiviacion Copper Sulphidejose amezquita100% (1)
- Seminar ReportDocument29 pagesSeminar ReportAkshay WajgeNo ratings yet
- Ozone Chalcopyrite Leaching OptimizationDocument12 pagesOzone Chalcopyrite Leaching OptimizationSEBASTIÁN IGNACIO OÑATENo ratings yet
- Minerals 12 01014Document19 pagesMinerals 12 01014Sônia RochaNo ratings yet
- Arsenic and Iron Removal From GroundwaterDocument9 pagesArsenic and Iron Removal From GroundwaterMentewab EthiopiaNo ratings yet
- 18 Ijarset Masjidhassan 1.... Caustic TreatmentDocument9 pages18 Ijarset Masjidhassan 1.... Caustic TreatmentFarah Talib Al-sudaniNo ratings yet
- Enhanced Stability of Scorodite in Oxic and AnoxicDocument18 pagesEnhanced Stability of Scorodite in Oxic and AnoxicMaysam MohamNo ratings yet
- CarbonDocument11 pagesCarbonctkhadeejaNo ratings yet
- 2003 - Iron Containing Silicates For Phenolic Catalytic Wet Peroxidation - CrowtherDocument13 pages2003 - Iron Containing Silicates For Phenolic Catalytic Wet Peroxidation - CrowtherCristianAtanasiuNo ratings yet
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocument10 pagesModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNo ratings yet
- CW Treatment in HWPDocument6 pagesCW Treatment in HWPSivakumar NagarathinamNo ratings yet
- 961paper - long气举过程中的腐蚀Downhole O2Corrosion Inhibitor Evaluationfor NitrogenGas LiftingSystemDocument16 pages961paper - long气举过程中的腐蚀Downhole O2Corrosion Inhibitor Evaluationfor NitrogenGas LiftingSystem池边树No ratings yet
- Molecules 24 02275Document10 pagesMolecules 24 02275maría joséNo ratings yet
- Catalytic Wet Air OxidationDocument10 pagesCatalytic Wet Air OxidationAman PrasadNo ratings yet
- Turan 2020Document9 pagesTuran 2020ERICK JESUS MUÑOZ HERNANDEZNo ratings yet
- Immobilization of Arsenic From Novel Synthesized Scorodite-Analysis On Solubility and StabilityDocument11 pagesImmobilization of Arsenic From Novel Synthesized Scorodite-Analysis On Solubility and StabilityNasantogtokhNo ratings yet
- ARTICULO FERRATO ECT 2008Document8 pagesARTICULO FERRATO ECT 2008SERGIO PEREZ SICAIROSNo ratings yet
- Passive Treatment Systems For Acid Mine DrainageDocument21 pagesPassive Treatment Systems For Acid Mine DrainageMohamad IrfanNo ratings yet
- Unlocking Value in Copper Arsenic Sulphide Resources With The Copper-Arsenic CESL TechnologyDocument12 pagesUnlocking Value in Copper Arsenic Sulphide Resources With The Copper-Arsenic CESL Technologyniquee9nerNo ratings yet
- Atmospheric Oxidation of Gold-Bearing Pyrite Concentrates: A Kinetics StudyDocument11 pagesAtmospheric Oxidation of Gold-Bearing Pyrite Concentrates: A Kinetics StudyLevent ErgunNo ratings yet
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocument14 pagesRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13No ratings yet
- 1 s2.0 S0043135412001376 Main PDFDocument12 pages1 s2.0 S0043135412001376 Main PDFCarlos AlvarezNo ratings yet
- Chemical Cleaning of Refinery and Petrochemical Distillation Equipment PDFDocument6 pagesChemical Cleaning of Refinery and Petrochemical Distillation Equipment PDFRmz ExeNo ratings yet
- Bioleaching of Copper Via Iron Oxidation From Chalcopyrite at Elevated TemperaturesDocument6 pagesBioleaching of Copper Via Iron Oxidation From Chalcopyrite at Elevated Temperaturesjuan carlosNo ratings yet
- Dry Regenerable Cuo/ - Al O Catalyst For Simultaneous Removal of Sox and Nox From Ue GasDocument7 pagesDry Regenerable Cuo/ - Al O Catalyst For Simultaneous Removal of Sox and Nox From Ue GasCatur Budi KusumoNo ratings yet
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Document18 pagesWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNo ratings yet
- Pyrometallurgical Method For The Recovery of AlumiDocument15 pagesPyrometallurgical Method For The Recovery of AlumiAlfredo Sebastian Sangurima CedilloNo ratings yet
- Rec. de ZNDocument8 pagesRec. de ZNedwin quintanillaNo ratings yet
- Preparation and Characterization of Charcoals That Contain Dispersed Aluminum Oxide As Adsorbents For Removal of Fluoride From Drinking WaterDocument11 pagesPreparation and Characterization of Charcoals That Contain Dispersed Aluminum Oxide As Adsorbents For Removal of Fluoride From Drinking WaterCamila NevesNo ratings yet
- MOST Process Catalitic Removal of SOx and H2S From Refinery Tail GasDocument6 pagesMOST Process Catalitic Removal of SOx and H2S From Refinery Tail Gasrai rodriguezNo ratings yet
- Grupo 07B Barner1992Document17 pagesGrupo 07B Barner1992Roberto Eduardo Quispe MamaniNo ratings yet
- Process-For-The-Treatment-Of-High-Arsenic Copper-Gold ConcentratesDocument10 pagesProcess-For-The-Treatment-Of-High-Arsenic Copper-Gold Concentratessonia gutierezNo ratings yet
- Technical Bulletin: Pickling Methods For Duplex Stainless SteelDocument3 pagesTechnical Bulletin: Pickling Methods For Duplex Stainless SteelPhoenix KukuruyukNo ratings yet
- Evaluation of Environmentally Benign New Chemical Rust Removing Agent - Hydroxy Ethane Diphosphonic Acid (HEDPA)Document7 pagesEvaluation of Environmentally Benign New Chemical Rust Removing Agent - Hydroxy Ethane Diphosphonic Acid (HEDPA)theijesNo ratings yet
- K2 SO4 Productionviathedoubledecompositionreactionof KClandphosphogypsumDocument12 pagesK2 SO4 Productionviathedoubledecompositionreactionof KClandphosphogypsumGy UiNo ratings yet
- Recovery of Rare Earths and Lithium From Rare EartDocument15 pagesRecovery of Rare Earths and Lithium From Rare Eartilum.rononNo ratings yet
- Removing and Stabilizing As in Acid Mine Water: R.W. Lawrence and T.W. HiggsDocument1 pageRemoving and Stabilizing As in Acid Mine Water: R.W. Lawrence and T.W. HiggsGustavo TaquichiriNo ratings yet
- Mineral ProcessingDocument9 pagesMineral ProcessingEdwar Villavicencio JaimesNo ratings yet
- Application of Biological Processes For As Ground WaterDocument10 pagesApplication of Biological Processes For As Ground WaterQuỳnh PhươngNo ratings yet
- Improvement of Iron Removal From Silica Sand UsingDocument5 pagesImprovement of Iron Removal From Silica Sand UsingGary DunnNo ratings yet
- Ultrasound Improves Iron Removal from Silica SandDocument5 pagesUltrasound Improves Iron Removal from Silica SandGary DunnNo ratings yet
- 22-04-2018 - Paper 2Document8 pages22-04-2018 - Paper 2Adnan AKhtarNo ratings yet
- Removal of Sulfur From Iron Ore Using Microwave and Chemical MethodsDocument12 pagesRemoval of Sulfur From Iron Ore Using Microwave and Chemical MethodsCarlos Arechiga CruzNo ratings yet
- Arsenic Removal From Water Using Nano AdsorbentsDocument10 pagesArsenic Removal From Water Using Nano AdsorbentsGaurav TanwerNo ratings yet
- Adsorption of Arsenate onto Iron HydroxideDocument9 pagesAdsorption of Arsenate onto Iron HydroxidejlagvrNo ratings yet
- Raabe2019 Surface PDFDocument12 pagesRaabe2019 Surface PDFQuiLeNo ratings yet
- Prodution of Ferrous Sulfate From Steelmeking Mill ScaleDocument7 pagesProdution of Ferrous Sulfate From Steelmeking Mill ScaleElmuntaser EltayebNo ratings yet
- ALTA MetBytes New Players in Copper Concentrates HydrometDocument3 pagesALTA MetBytes New Players in Copper Concentrates HydrometJerome KyabuNo ratings yet
- (2023) Extraction of Scandium From Bauxite Residue by High-Pressure (Icp)Document11 pages(2023) Extraction of Scandium From Bauxite Residue by High-Pressure (Icp)Mincen RevaNo ratings yet
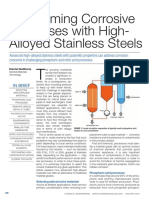
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocument7 pagesOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Biological Sulfur Recovery UnitDocument19 pagesBiological Sulfur Recovery UnitAchmad Hairil100% (1)
- 1 s2.0 S0920586117302213 MainDocument11 pages1 s2.0 S0920586117302213 MainClaudia Elizabeth Ruiz DávilaNo ratings yet
- Metals 11 01567Document17 pagesMetals 11 01567Yahaira Barrueto JhonsonNo ratings yet
- Comparison MS CND Cyanide DestructionDocument7 pagesComparison MS CND Cyanide DestructionClausius ClapeyronNo ratings yet
- Mercury Removal ProcessesDocument10 pagesMercury Removal ProcesseshortalemosNo ratings yet
- Al Nafai2020Document11 pagesAl Nafai2020Juan Diego Falcon ChuraNo ratings yet
- Alas Heh 2003Document6 pagesAlas Heh 2003Nila AzizahNo ratings yet
- Removal of Phosphate From Aqueous Solutions Using Calcined Metal Hydroxides Sludge Waste Generated From ElectrocoagulationDocument8 pagesRemoval of Phosphate From Aqueous Solutions Using Calcined Metal Hydroxides Sludge Waste Generated From ElectrocoagulationLamine tech & scienceNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Sigma Calculator: Characteristic Under StudyDocument1 pageSigma Calculator: Characteristic Under StudyMiguel FrezNo ratings yet
- 3 Ahmadi 2010 Chalco ConcDocument7 pages3 Ahmadi 2010 Chalco ConcMiguel FrezNo ratings yet
- Executive Summary: Dillon Consulting LimitedDocument59 pagesExecutive Summary: Dillon Consulting LimitedMiguel FrezNo ratings yet
- Opio Faith K 201301 PHD PDFDocument266 pagesOpio Faith K 201301 PHD PDFMiguel FrezNo ratings yet
- Review of removing copper-arsenic minerals from copper concentratesDocument8 pagesReview of removing copper-arsenic minerals from copper concentratesMiguel FrezNo ratings yet
- Ngai2002 PDFDocument232 pagesNgai2002 PDFMiguel FrezNo ratings yet
- US4959203Document7 pagesUS4959203Miguel FrezNo ratings yet
- Mapl R SchwertmanniteDocument8 pagesMapl R SchwertmanniteMiguel FrezNo ratings yet
- Challenges With Elemental Sulfur Removal During The Leaching of Copper and Zinc Sulfides, and From The Residues 2017Document11 pagesChallenges With Elemental Sulfur Removal During The Leaching of Copper and Zinc Sulfides, and From The Residues 2017Miguel FrezNo ratings yet
- Parametros de Calidad AnaliticaDocument7 pagesParametros de Calidad AnaliticaMiguel FrezNo ratings yet
- 4822 Silence Is Golden enDocument21 pages4822 Silence Is Golden enMiguel FrezNo ratings yet
- Leaching of Chalcopyrite With Ferric Ion. Part II Effect of Redox Potential 2008 PDFDocument9 pagesLeaching of Chalcopyrite With Ferric Ion. Part II Effect of Redox Potential 2008 PDFMiguel FrezNo ratings yet
- The Kinetics of Dissolution of Synthetic Covellite, Chalcocite and Digenite in Dilute Chloride Solutions at Ambient Temperatures 2016 PDFDocument7 pagesThe Kinetics of Dissolution of Synthetic Covellite, Chalcocite and Digenite in Dilute Chloride Solutions at Ambient Temperatures 2016 PDFMiguel FrezNo ratings yet
- Leaching Copper PaperDocument8 pagesLeaching Copper PaperMiguel FrezNo ratings yet
- Sirocco Mining Inc 885 W Georgia ST Vancouver, V6C 3E8Document102 pagesSirocco Mining Inc 885 W Georgia ST Vancouver, V6C 3E8Miguel FrezNo ratings yet
- Operating Manual SIRIUS 1000-2000 LIN Storage Vessel Art. No 78211329 Da...Document29 pagesOperating Manual SIRIUS 1000-2000 LIN Storage Vessel Art. No 78211329 Da...Bogdan CorbescuNo ratings yet
- Dna Repair MechanismsDocument49 pagesDna Repair MechanismsayeshaNo ratings yet
- H Section 1 Conventional Heat Generation Boiler General Description PDFDocument579 pagesH Section 1 Conventional Heat Generation Boiler General Description PDFNicolas Pallero FernandezNo ratings yet
- Carbonate Acidizing Design PDFDocument15 pagesCarbonate Acidizing Design PDFNelson PuentsNo ratings yet
- Form Manual700Document37 pagesForm Manual700mehdi810100% (1)
- Calculation of Pseudo-components Specific GravitiesDocument3 pagesCalculation of Pseudo-components Specific GravitiesJean Carlo PizarroNo ratings yet
- Chapter TwoDocument14 pagesChapter TwoEboO QQNo ratings yet
- Polyflex 448: High Build EpoxyDocument2 pagesPolyflex 448: High Build EpoxycesarNo ratings yet
- Why SKF - SKF Explorer Spherical Roller Bearings For Vibratory Applications - 06551 - 1 EN PDFDocument2 pagesWhy SKF - SKF Explorer Spherical Roller Bearings For Vibratory Applications - 06551 - 1 EN PDFWildan PriatnaNo ratings yet
- 4.6.intermolecular ForcesDocument27 pages4.6.intermolecular Forcesspareacc9823No ratings yet
- Chemical Reactors and Reactor Sizing: Lecturer: Dr. Ayoola A.ADocument14 pagesChemical Reactors and Reactor Sizing: Lecturer: Dr. Ayoola A.AChuka OmeneNo ratings yet
- Active AbsorptionDocument2 pagesActive AbsorptionANo ratings yet
- 2.2 Reservoir Deliverability PDFDocument67 pages2.2 Reservoir Deliverability PDFJohn CooperNo ratings yet
- Exercise 0.5 UltrafiltrationDocument67 pagesExercise 0.5 UltrafiltrationAntonio MoncayoNo ratings yet
- Study of Combined Effect of Polypropylene Fibres and Raw Rice Husk To Enhance Insulation Property of Concrete at Elevated TemperatureDocument9 pagesStudy of Combined Effect of Polypropylene Fibres and Raw Rice Husk To Enhance Insulation Property of Concrete at Elevated TemperatureIJRASETPublicationsNo ratings yet
- Cascade Aeration Lecture 6 Environmental Engineering Unit Operations Spring 2014Document16 pagesCascade Aeration Lecture 6 Environmental Engineering Unit Operations Spring 2014Song Nguyen NguyenNo ratings yet
- Detersolv CaDocument10 pagesDetersolv CaMainulHoqueNo ratings yet
- A176Document2 pagesA176Claudenir AlvesNo ratings yet
- Flyer The Adixen 2000 Series Vacuum GaugesDocument2 pagesFlyer The Adixen 2000 Series Vacuum GaugespradungNo ratings yet
- Bm101: Biology For Engineers: Instructor: Yashveer Singh, PHDDocument15 pagesBm101: Biology For Engineers: Instructor: Yashveer Singh, PHDhimanshu singhNo ratings yet
- Pharmaceutical Gravimetric AnalysisDocument31 pagesPharmaceutical Gravimetric Analysiserorcrept100% (1)
- Air PollutionDocument19 pagesAir PollutionMika Hakimie100% (1)
- Pamphlet TG-X SeriesDocument2 pagesPamphlet TG-X SeriesrajeshNo ratings yet
- Material Safety Data Sheet (PKE)Document8 pagesMaterial Safety Data Sheet (PKE)ffeedsupplierNo ratings yet
- C12HDocument129 pagesC12Hkhudhayer1970No ratings yet
- Pravara Rural College Pharmacy Industrial Training ReportDocument28 pagesPravara Rural College Pharmacy Industrial Training ReportSudarshan GhogareNo ratings yet
- ADA Detectable Warning Plates - EJDocument8 pagesADA Detectable Warning Plates - EJironworkNo ratings yet
- Suitable dimensions, performance requirements, and processes for optical transmittersDocument1 pageSuitable dimensions, performance requirements, and processes for optical transmittersshruti soniNo ratings yet
- Die-Materials classEDITDocument45 pagesDie-Materials classEDITSatya AsatyaNo ratings yet
- DNAfractalantenna 1Document8 pagesDNAfractalantenna 1Guilherme UnityNo ratings yet