You might also like
- Ultimate Guide to Home Repair and Improvement, Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsFrom EverandUltimate Guide to Home Repair and Improvement, Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsRating: 3 out of 5 stars3/5 (8)
- IGBT Inverter Air Plasma Cutting Machine Operator's ManualDocument25 pagesIGBT Inverter Air Plasma Cutting Machine Operator's ManualAlfonso Cervantes0% (1)
- Ultimate Guide: Wiring, 8th Updated EditionFrom EverandUltimate Guide: Wiring, 8th Updated EditionRating: 3.5 out of 5 stars3.5/5 (4)
- Polaroid Tla-04011c tlxb-4011 tlxb-4241 (ET)Document48 pagesPolaroid Tla-04011c tlxb-4011 tlxb-4241 (ET)marnel_16242No ratings yet
- Operation Manual Final PDFDocument35 pagesOperation Manual Final PDFAbraham FebruanoNo ratings yet
- Ultimate Guide to Home Repair and Improvement, 3rd Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsFrom EverandUltimate Guide to Home Repair and Improvement, 3rd Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsNo ratings yet
- NB-200/250/315/350/500/630IGBT Operator Safety ManualDocument22 pagesNB-200/250/315/350/500/630IGBT Operator Safety ManualSuryana MamanNo ratings yet
- LGK-100/120/160/200/300IGBT: Operator'S ManualDocument25 pagesLGK-100/120/160/200/300IGBT: Operator'S ManualMaurizioNo ratings yet
- Polaroid FLM Series 26 32 37 Service Manual Final NA 20070418Document52 pagesPolaroid FLM Series 26 32 37 Service Manual Final NA 20070418Chad WorleyNo ratings yet
- Operation Manual HLJDocument45 pagesOperation Manual HLJjoegrantosNo ratings yet
- Cut-Off Saw 355Mm, Abrasive Disc: 1. Safety InstructionsDocument4 pagesCut-Off Saw 355Mm, Abrasive Disc: 1. Safety InstructionsJerick HernandezNo ratings yet
- LGK 120、200、300、400HD Plasma Cutting Machine ManualDocument49 pagesLGK 120、200、300、400HD Plasma Cutting Machine ManualArsalan KhanNo ratings yet
- LGK 100 120 160 200IGBT Plasma Cutting Machine ManualDocument27 pagesLGK 100 120 160 200IGBT Plasma Cutting Machine Manual2RtiNo ratings yet
- LG Portable DVD - DP271B, DP272, DP272B, DP273BDocument53 pagesLG Portable DVD - DP271B, DP272, DP272B, DP273BMaurilio CaetanoNo ratings yet
- LG-125HA: Inverter Machine Use Plasma Cutting Machine Operation ManualDocument23 pagesLG-125HA: Inverter Machine Use Plasma Cutting Machine Operation ManualMURAT ORMANNo ratings yet
- LGK-40/63IGBT: Igbt Inveter Air Plasma Cutting MachineDocument21 pagesLGK-40/63IGBT: Igbt Inveter Air Plasma Cutting MachinePascu AurelNo ratings yet
- MTS E-Beam Evaporator ManualDocument11 pagesMTS E-Beam Evaporator ManualMarco SalvatoriNo ratings yet
- Elba Build-In Oven Manual BO-E7081DSSDocument14 pagesElba Build-In Oven Manual BO-E7081DSSayer_merahNo ratings yet
- 2006 LCD Models Service GuideDocument52 pages2006 LCD Models Service GuideEdilberto AvilaNo ratings yet
- Operator's Manual for NB-350/500/630HD Inverter MIG/MAG/CO2 Welding MachinesDocument31 pagesOperator's Manual for NB-350/500/630HD Inverter MIG/MAG/CO2 Welding MachinesJuan ortega castellarNo ratings yet
- VRTEX 360 Virtual Welding TrainerDocument65 pagesVRTEX 360 Virtual Welding TrainerMarius PopaNo ratings yet
- LGK-100/120/160/200IGBT: Operator'S ManualDocument32 pagesLGK-100/120/160/200IGBT: Operator'S Manualservicio tecncioNo ratings yet
- LG BP335W PDFDocument85 pagesLG BP335W PDFboroda2410100% (1)
- Invertec V200-T: Operator'S ManualDocument32 pagesInvertec V200-T: Operator'S ManualDaniel HaralampievNo ratings yet
- MD24F52 Toshiba Manual de Servicio ACTUAL PDFDocument46 pagesMD24F52 Toshiba Manual de Servicio ACTUAL PDFeparajonNo ratings yet
- 34 5381 01 Instructions Cable CableDocument2 pages34 5381 01 Instructions Cable Cabletecknotron2072No ratings yet
- Konica Minolta QMS Pagepro 1100 Service ManualDocument102 pagesKonica Minolta QMS Pagepro 1100 Service Manualspeedyedu100% (1)
- EP1085 Field Service ManualDocument193 pagesEP1085 Field Service ManualMiki Perez WarNo ratings yet
- 250 FieldDocument171 pages250 FieldAdrian Iulius BujenițăNo ratings yet
- Manual - Fonte LGK 63 IGBTDocument19 pagesManual - Fonte LGK 63 IGBTEric ModestoNo ratings yet
- Service Manual: LCD Color TelevisionDocument15 pagesService Manual: LCD Color TelevisionHarold PolkaNo ratings yet
- Service Manual: LCD Color TelevisionDocument18 pagesService Manual: LCD Color Televisionsil885No ratings yet
- Smart Tig Ac DC 200p LusqtoffDocument34 pagesSmart Tig Ac DC 200p LusqtoffgarvipNo ratings yet
- Service Manual: LCD Color TelevisionDocument18 pagesService Manual: LCD Color TelevisionPabloNo ratings yet
- Soldador RSN 1600 - 2500Document18 pagesSoldador RSN 1600 - 2500Terson MendozaNo ratings yet
- Wire Feed Welder Campbell HausfeldDocument44 pagesWire Feed Welder Campbell Hausfeldcamaro67427No ratings yet
- Service Manual: LCD Color TelevisionDocument24 pagesService Manual: LCD Color TelevisionAlexander CastroNo ratings yet
- Di450/Di550: Service ManualDocument312 pagesDi450/Di550: Service ManualEsteban Linares FloresNo ratings yet
- Continuous Band Sealer Instruction Manual: Distributed byDocument45 pagesContinuous Band Sealer Instruction Manual: Distributed byCarlos Enrique Rugeles BarrosoNo ratings yet
- SRP-350 v2 SVC EngDocument125 pagesSRP-350 v2 SVC EngMichael HanniganNo ratings yet
- ToshibaDocument69 pagesToshibaJuan Carlos Canul ArenaNo ratings yet
- Tic MachineDocument33 pagesTic MachineDaniel AlmendarezNo ratings yet
- Service Manual: LCD Color TelevisionDocument27 pagesService Manual: LCD Color TelevisioncrazycavanNo ratings yet
- XTI-160 XTI-161 DV OPERATOR MANUALDocument16 pagesXTI-160 XTI-161 DV OPERATOR MANUALVicente SarmientoNo ratings yet
- AIRCUT 101I-161 IW-200 IW Operating Manual PDFDocument34 pagesAIRCUT 101I-161 IW-200 IW Operating Manual PDFPRATIKPATELNo ratings yet
- LG RC389HDocument165 pagesLG RC389Hboroda2410100% (2)
- Invertec v300 ProDocument40 pagesInvertec v300 ProJoaquim Morais100% (1)
- Cue & Cube - Iom (Exhaust Fans) PDFDocument12 pagesCue & Cube - Iom (Exhaust Fans) PDFameen022No ratings yet
- 65 Series Lubricated OmDocument12 pages65 Series Lubricated Omalex_alfonso9407No ratings yet
- Manual Lincoln Invertec V205 TDocument35 pagesManual Lincoln Invertec V205 TEunilo Valenzuela ZabarburuNo ratings yet
- 4208 8 Inch Drill Press ManualDocument22 pages4208 8 Inch Drill Press Manualcoolbrandond0% (1)
- Split Type Room AirconDocument15 pagesSplit Type Room AirconjrNo ratings yet
- 42HL57 SVMDocument39 pages42HL57 SVMfuwenhuiNo ratings yet
- Super Mig 250Document7 pagesSuper Mig 250asepgunawancjrNo ratings yet
- Toshiba 46rv530u SM (ET)Document16 pagesToshiba 46rv530u SM (ET)titoritomexNo ratings yet
- Konica Minolta Di200 251 351Document199 pagesKonica Minolta Di200 251 351Fabricio Castro100% (1)
- Manual Power Wave 350Document62 pagesManual Power Wave 350oswaldo lopezNo ratings yet
- Invertec STT PDFDocument145 pagesInvertec STT PDFAltai OspanNo ratings yet
- Top 10 career sites, skills in demand, free online education & interview prep resourcesDocument2 pagesTop 10 career sites, skills in demand, free online education & interview prep resourcesSahil FlamboyantNo ratings yet
- 6S (5S+1) Audit Check Sheet AdaptiveDocument4 pages6S (5S+1) Audit Check Sheet AdaptiveJose OrtegaNo ratings yet
- An Interactive Guide To Hypothesis Testing in PythonDocument19 pagesAn Interactive Guide To Hypothesis Testing in PythonDIEGO2109No ratings yet
- 40 Logistics Terms Every Manager Should KnowDocument6 pages40 Logistics Terms Every Manager Should KnowDIEGO2109No ratings yet
- Red Tag Item Information LogDocument1 pageRed Tag Item Information LogDIEGO2109No ratings yet
- Forecast AccuracyDocument1 pageForecast AccuracyDIEGO2109No ratings yet
- Supply Chain Tips The Theory of ConstrainstsDocument1 pageSupply Chain Tips The Theory of ConstrainstsDIEGO2109No ratings yet
- Strange Targets in Inventory Management ToolDocument1 pageStrange Targets in Inventory Management ToolDIEGO2109No ratings yet
- #Supplychain #Overstocks #Stockoutsituaton #Backorder #Obsoletestock #Lossofsales #LossofprofitDocument2 pages#Supplychain #Overstocks #Stockoutsituaton #Backorder #Obsoletestock #Lossofsales #LossofprofitDIEGO2109No ratings yet
- P Chart Tool: Subgroup Defects Sample Click Here To See Chart Click Here To See ChartDocument9 pagesP Chart Tool: Subgroup Defects Sample Click Here To See Chart Click Here To See ChartBala JiNo ratings yet
- Inventory Management 101: Forecast Planning and Reorder Point CalculationDocument11 pagesInventory Management 101: Forecast Planning and Reorder Point CalculationDIEGO2109No ratings yet
- Safety Stock Calculator TemplateDocument5 pagesSafety Stock Calculator TemplatebhaskarjalanNo ratings yet
- Supply Chain Tips Consignment ManagementDocument1 pageSupply Chain Tips Consignment ManagementDIEGO2109No ratings yet
- How Many Companies Are Struggling With Intermittent DemandDocument2 pagesHow Many Companies Are Struggling With Intermittent DemandDIEGO2109No ratings yet
- Interview Quick TestDocument4 pagesInterview Quick TestDIEGO2109No ratings yet
- Calculo TendenciaDocument2 pagesCalculo TendenciaDIEGO2109No ratings yet
- Bibliografía sobre cadenas de suministroDocument2 pagesBibliografía sobre cadenas de suministroDIEGO2109No ratings yet
- Example of Ballou inventory-throughput curve from Logistics and Supply Chain ToolkitDocument4 pagesExample of Ballou inventory-throughput curve from Logistics and Supply Chain ToolkitAMIT AMBRENo ratings yet
- Bibliografía SCM Fundamentos Del Control de AbastecimientoDocument2 pagesBibliografía SCM Fundamentos Del Control de AbastecimientoDIEGO2109No ratings yet
- Bibliografía SCM Planeación de La Demanda y PronósticosDocument1 pageBibliografía SCM Planeación de La Demanda y PronósticosDIEGO2109No ratings yet
- Template For Calculating Ordering CostDocument2 pagesTemplate For Calculating Ordering CostAMIT AMBRENo ratings yet
- Template For Calculating Stockholding CostDocument2 pagesTemplate For Calculating Stockholding CostDIEGO2109No ratings yet
- 3822 Certificate of Accuracy TemplateDocument2 pages3822 Certificate of Accuracy TemplateDIEGO2109No ratings yet
- Localizacion, Distribucion en Planta y Manutencion - Josep M. VallhonratDocument144 pagesLocalizacion, Distribucion en Planta y Manutencion - Josep M. Vallhonrathonorio50% (4)
- Decision MatrixDocument5 pagesDecision MatrixDIEGO2109No ratings yet
- Example of ABC Pareto Analysis For Inventory ManagementDocument3 pagesExample of ABC Pareto Analysis For Inventory ManagementDIEGO2109No ratings yet
- Critical Path Analysis Example: 1. Original DataDocument4 pagesCritical Path Analysis Example: 1. Original DataDIEGO2109No ratings yet
- Example of Ballou inventory-throughput curve from Logistics and Supply Chain ToolkitDocument4 pagesExample of Ballou inventory-throughput curve from Logistics and Supply Chain ToolkitAMIT AMBRENo ratings yet
- Example of Ballou inventory-throughput curve from Logistics and Supply Chain ToolkitDocument4 pagesExample of Ballou inventory-throughput curve from Logistics and Supply Chain ToolkitAMIT AMBRENo ratings yet
- 360 Degree Feedback Excel TemplateDocument6 pages360 Degree Feedback Excel TemplateJorge Octavio Hurtado GonzálezNo ratings yet
- Fisher 1098 Egr Pilot OperatedDocument34 pagesFisher 1098 Egr Pilot OperatedDavid Jesus Mejias LlanosNo ratings yet
- Quincy QP15Document24 pagesQuincy QP15luis0raul0arriolaNo ratings yet
- Adwea Approved Vendors ListDocument321 pagesAdwea Approved Vendors ListLALU RAJENDRAN PRABHANo ratings yet
- PumpWorks Broshure API 610 OH2Document6 pagesPumpWorks Broshure API 610 OH2cavillalobosbNo ratings yet
- Mueller Strainer Manual (Ms 185ss 186ss)Document2 pagesMueller Strainer Manual (Ms 185ss 186ss)Jack YangNo ratings yet
- Teesing Ball ValvesDocument52 pagesTeesing Ball ValvesTeesing BVNo ratings yet
- A40007 5923Document7 pagesA40007 5923TifacorNo ratings yet
- Rd10 Partes Drill EVERDIGMDocument240 pagesRd10 Partes Drill EVERDIGMLuisAntonioVegaParangueoNo ratings yet
- Deltech Controls, L.L.C.: Delval Flow Controls Private LimitedDocument8 pagesDeltech Controls, L.L.C.: Delval Flow Controls Private LimitedProcess Controls & ServicesNo ratings yet
- Torque Converter and Transmission Parts ListDocument58 pagesTorque Converter and Transmission Parts ListJose De Moura CamaraNo ratings yet
- F2796-09 (2014) Standard Specification For Hot Food Holding TablesDocument5 pagesF2796-09 (2014) Standard Specification For Hot Food Holding TablesSrinivasan GanesanNo ratings yet
- Parts Manual: DY30 / DY35 DY41 / DY42 EngineDocument40 pagesParts Manual: DY30 / DY35 DY41 / DY42 Engineikhtiyar ali khan ikhtiyarNo ratings yet
- Manual TapfloDocument40 pagesManual TapfloAnjhinson Christopher Algarra CuestaNo ratings yet
- JETLINE Series: Centrifugal In-Line FansDocument7 pagesJETLINE Series: Centrifugal In-Line FansMarko ScekicNo ratings yet
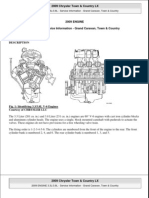
- 2008-2009 Town and Country 3.8L EngineDocument221 pages2008-2009 Town and Country 3.8L EngineLarry Lawrence100% (10)
- Certificate of Compliance CDMJ C153 Compact MJ FittingsDocument1 pageCertificate of Compliance CDMJ C153 Compact MJ FittingsyzyuanNo ratings yet
- PRESSURE VESSEL STRENGTH CALCULATIONDocument52 pagesPRESSURE VESSEL STRENGTH CALCULATIONClaudia BonocoreNo ratings yet
- BRV71 - BRV73 Im P210 04 UsDocument12 pagesBRV71 - BRV73 Im P210 04 UsDo BuiNo ratings yet
- 0 51a Oil Pump and Oil StraiDocument4 pages0 51a Oil Pump and Oil StraiRusmansyahNo ratings yet
- Summary of Pressure Vessel: By. Mohamed Bassuoni Mechanical Consultant Engineer Senior Technical InstructorDocument41 pagesSummary of Pressure Vessel: By. Mohamed Bassuoni Mechanical Consultant Engineer Senior Technical InstructorDHAVAL PANCHALNo ratings yet
- Flir IR Inspection Windows Data SheetDocument3 pagesFlir IR Inspection Windows Data SheetHamdan IskandarNo ratings yet
- Transformer Deluge Fire Pro Sys Appendix 7 BOQ For MASONRY TANK and Pump...Document7 pagesTransformer Deluge Fire Pro Sys Appendix 7 BOQ For MASONRY TANK and Pump...archanaNo ratings yet
- FX453D-2 9588Document184 pagesFX453D-2 9588mt thanh nguyenNo ratings yet
- IP 10-4-1 (Reciprocating Process Compressors)Document9 pagesIP 10-4-1 (Reciprocating Process Compressors)luisNo ratings yet
- Engine Lubricating Oil SystemDocument1 pageEngine Lubricating Oil SystemBuku DigitalNo ratings yet
- Pipe WorkDocument12 pagesPipe WorkSudheepNo ratings yet
- Power Transformer Reactor ComponentsDocument17 pagesPower Transformer Reactor ComponentsLokesh KapoorNo ratings yet
- 2 B&G+1BL003LF+Install+ManualDocument4 pages2 B&G+1BL003LF+Install+Manualazul_281808No ratings yet
- Rapak Dalam Per 23 Juli 2019 NEWDocument153 pagesRapak Dalam Per 23 Juli 2019 NEWsubandi pippoNo ratings yet
- Piping B.O.Q - BreakupDocument26 pagesPiping B.O.Q - BreakupBalaji PNo ratings yet