You might also like
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Engineering Materials and Metallurgy: Unit - IDocument18 pagesEngineering Materials and Metallurgy: Unit - Imuthupecmec4908No ratings yet
- Heat Treatment of SteelsDocument41 pagesHeat Treatment of Steelsyaswanth1992No ratings yet
- Group 6 Copper and its AlloysDocument13 pagesGroup 6 Copper and its Alloysvictor mwangiNo ratings yet
- Welding Metallurgy and Analysis-Caterpillar-2019 PDFDocument88 pagesWelding Metallurgy and Analysis-Caterpillar-2019 PDFmariappan128No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Chapter 5 ContDocument39 pagesChapter 5 ContShishajimooNo ratings yet
- Cast IronDocument79 pagesCast IronMaroof FaheemNo ratings yet
- WINSEM2018-19 CHY1701 ETH TT208 VL2018195004060 Reference Material I Alloy Coatings-1Document24 pagesWINSEM2018-19 CHY1701 ETH TT208 VL2018195004060 Reference Material I Alloy Coatings-1Akshat TiwariNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Development of Cu-Cr Alloy For Wear Resistance ApplicationDocument27 pagesDevelopment of Cu-Cr Alloy For Wear Resistance Applicationraghavendrajoshi87No ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Steel Making Processes and Refining ReactionsDocument38 pagesSteel Making Processes and Refining ReactionsAbdullah Asif NomanNo ratings yet
- Hot Dip Coating, CladdingDocument18 pagesHot Dip Coating, Claddingazim turanNo ratings yet
- 1Document72 pages1aarvNo ratings yet
- Fe-C Phase Transformations and Hardening of SteelDocument21 pagesFe-C Phase Transformations and Hardening of SteelchenshicatherineNo ratings yet
- Heat TreatmentDocument19 pagesHeat TreatmentRaja Sekhar Benarjee Yalla100% (3)
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Document27 pagesSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- FeC and TTT DiagramsDocument12 pagesFeC and TTT DiagramsMohamed El-WakilNo ratings yet
- Materials Science MetalsDocument35 pagesMaterials Science MetalsPelajar IndonesiaNo ratings yet
- Presentasi K5-26SeptDocument50 pagesPresentasi K5-26SeptbledsoeNo ratings yet
- Metal FinishingDocument29 pagesMetal FinishingEeraúNo ratings yet
- 2a-CASTING FUNDAMENTALSDocument26 pages2a-CASTING FUNDAMENTALSIzzat IkramNo ratings yet
- Green Book SolutionDocument44 pagesGreen Book SolutionCaleb RaphaelNo ratings yet
- 1.0 Fundamentals of CastingDocument43 pages1.0 Fundamentals of CastingLoo Tong ShianNo ratings yet
- Note CHP 3 Material Science 281 Uitm Em110Document40 pagesNote CHP 3 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- 2023MSE-II Handout4Document10 pages2023MSE-II Handout4王竣右No ratings yet
- 1 - Heat TreatmentDocument61 pages1 - Heat TreatmentMohamed Karim MohamedNo ratings yet
- Definitions: Components and PhasesDocument42 pagesDefinitions: Components and Phasesabhilash reddyNo ratings yet
- IE 121 Metal: Asst. Prof. Dr. Oratai JongprateepDocument61 pagesIE 121 Metal: Asst. Prof. Dr. Oratai JongprateepAmaluddinNo ratings yet
- Phase DiagramDocument36 pagesPhase Diagramzainal arifinNo ratings yet
- MetallurgyDocument25 pagesMetallurgyالGINIRAL FREE FIRENo ratings yet
- Material Science 1Document3 pagesMaterial Science 1Mehul BansalNo ratings yet
- MetalCasting 2Document38 pagesMetalCasting 2P2109 Praphul HampapuramNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- 4 Ferrous MetalsDocument36 pages4 Ferrous MetalsAnusha NoorNo ratings yet
- Cast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHDocument40 pagesCast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHjaybertvillones6No ratings yet
- Heat Treatment of SteelsDocument29 pagesHeat Treatment of SteelsJay ChoudharyNo ratings yet
- Alloy Steels and Cast IronDocument6 pagesAlloy Steels and Cast IronMurugan RajaNo ratings yet
- Metallurgy - Chapter (5) - Steels and Cast IronsDocument79 pagesMetallurgy - Chapter (5) - Steels and Cast IronsKarim Mamdouh100% (1)
- Foundry Technology SlidesDocument123 pagesFoundry Technology SlidesSeth Aboagye JnrNo ratings yet
- Metal Alloys Classification Fabrication PropertiesDocument12 pagesMetal Alloys Classification Fabrication PropertiesNurdan GNo ratings yet
- Heat Treatment (Immersion)Document108 pagesHeat Treatment (Immersion)DidSibalNo ratings yet
- Non-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaDocument68 pagesNon-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaChandima K PriyamalNo ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument60 pagesChapter 13 - Heat Treatment of Steelsahmedmagdi2009100% (1)
- Heat TreatmentDocument30 pagesHeat Treatmentjhamlal100% (2)
- Classification of Materials NotesDocument9 pagesClassification of Materials NotesJohn K KikwaiNo ratings yet
- Powder Metallurgy 1Document25 pagesPowder Metallurgy 1Aditya KoutharapuNo ratings yet
- Lec 10-13Document66 pagesLec 10-13BhushanNo ratings yet
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNo ratings yet
- Phase Equilibrium Diagrams ExplainedDocument17 pagesPhase Equilibrium Diagrams ExplainedMARCELO GONTINASNo ratings yet
- Welding Metallurgy and Heat Affected Zone PropertiesDocument198 pagesWelding Metallurgy and Heat Affected Zone PropertiesAgil SetyawanNo ratings yet
- Materials Technology OverviewDocument235 pagesMaterials Technology Overviewdatnguyen789jNo ratings yet
- Heat TreatmentDocument31 pagesHeat TreatmentsureshNo ratings yet
- Copper and Its Alloys 2023Document18 pagesCopper and Its Alloys 2023ngenoktNo ratings yet
- Linux Installation GuideDocument74 pagesLinux Installation GuideprashanthNo ratings yet
- We Don't "Move On" From Grief. We Move Forward With ItDocument9 pagesWe Don't "Move On" From Grief. We Move Forward With ItprashanthNo ratings yet
- Using Remote Display Technologies With ANSYS Workbench ProductsDocument10 pagesUsing Remote Display Technologies With ANSYS Workbench ProductsprashanthNo ratings yet
- FE Modeler Users GuideDocument184 pagesFE Modeler Users Guideprashanth100% (1)
- Ies Me New Syllabus PDFDocument2 pagesIes Me New Syllabus PDFMayankBhattNo ratings yet
- Machine Design StepesDocument1 pageMachine Design StepesprashanthNo ratings yet
- RF Products Solutions OverviewDocument6 pagesRF Products Solutions OverviewprashanthNo ratings yet
- Workbench Users GuideDocument356 pagesWorkbench Users GuideprashanthNo ratings yet
- System Coupling Users GuideDocument86 pagesSystem Coupling Users Guideprashanth100% (1)
- Tom PDFDocument114 pagesTom PDFprashanthNo ratings yet
- Latest Govt Jobs Aug 2019Document11 pagesLatest Govt Jobs Aug 2019prashanthNo ratings yet
- IES MASTER Fluid Mechanics Study Material For G - BY Civildatas - Blogspot.in PDFDocument548 pagesIES MASTER Fluid Mechanics Study Material For G - BY Civildatas - Blogspot.in PDFprashanthNo ratings yet
- Communication and NavigationDocument2 pagesCommunication and NavigationprashanthNo ratings yet
- 24178JT Web Advt 2Document9 pages24178JT Web Advt 2EshwarNo ratings yet
- Essam Daod How We Can Bring Mental Health Support To RefugeesDocument2 pagesEssam Daod How We Can Bring Mental Health Support To RefugeesprashanthNo ratings yet
- Three Ways To Speak EnglishDocument6 pagesThree Ways To Speak EnglishprashanthNo ratings yet
- Ayushya MargaDocument1 pageAyushya MargaprashanthNo ratings yet
- Mercedes Benz Job BangaloreDocument1 pageMercedes Benz Job BangaloreprashanthNo ratings yet
- Mechanical Project On Auto Turning Fuel ValveDocument1 pageMechanical Project On Auto Turning Fuel Valveprashanth0% (1)
- Creo 4 - 0 Basic 2018 Rev BDocument114 pagesCreo 4 - 0 Basic 2018 Rev BMichael Rappoport100% (1)
- Boost Your Immunity NaturallyDocument44 pagesBoost Your Immunity Naturallypuibui100% (1)
- Stepple Pin Mnfacturing MethodDocument3 pagesStepple Pin Mnfacturing MethodprashanthNo ratings yet
- Theory of Machines 1 assignment questionsDocument2 pagesTheory of Machines 1 assignment questionsprashanthNo ratings yet
- Fly Higher Tutorial III Helicopters (Small)Document21 pagesFly Higher Tutorial III Helicopters (Small)dranreb1990No ratings yet
- Design An EPS Casting ProcessDocument2 pagesDesign An EPS Casting ProcessprashanthNo ratings yet
- MECH 423 Casting Alloys and Phase DiagramsDocument56 pagesMECH 423 Casting Alloys and Phase DiagramsprashanthNo ratings yet
- Kannada Dim DimaDocument1 pageKannada Dim DimaprashanthNo ratings yet
- Helicopter Risk MitigationDocument58 pagesHelicopter Risk MitigationprashanthNo ratings yet
- BhimDocument1 pageBhimprashanthNo ratings yet
- Thermodynamics: ENG-214 Chapter 2 - Properties of Pure SubstancesDocument34 pagesThermodynamics: ENG-214 Chapter 2 - Properties of Pure SubstancesGregory MacLeodNo ratings yet
- DNVGL Ru Ship Pt2ch1Document52 pagesDNVGL Ru Ship Pt2ch1DeonNo ratings yet
- Mae336 Extra Credit ProblemDocument7 pagesMae336 Extra Credit ProblemmtmcgurnNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
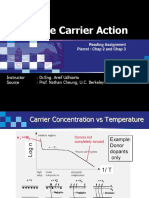
- Mobile Carrier Action: Instructor: DR - Eng. Arief Udhiarto Source: Prof. Nathan Cheung, U.C. BerkeleyDocument23 pagesMobile Carrier Action: Instructor: DR - Eng. Arief Udhiarto Source: Prof. Nathan Cheung, U.C. BerkeleyMess YeahNo ratings yet
- Defectology NDT Final Edit PDFDocument132 pagesDefectology NDT Final Edit PDFIdjzulz Zulkifli100% (1)
- Prince Report PDFDocument14 pagesPrince Report PDFAman singhNo ratings yet
- Learn More About Charpy Impact TestingDocument25 pagesLearn More About Charpy Impact TestingGodwin A.udo-akanNo ratings yet
- Physics Investigatory ProjectDocument19 pagesPhysics Investigatory ProjectParthiv MandalNo ratings yet
- Microwave and Antennas ELC3510: Department of Electronics Engineering Aligarh Muslim University, AligarhDocument23 pagesMicrowave and Antennas ELC3510: Department of Electronics Engineering Aligarh Muslim University, AligarhAfzal MalikNo ratings yet
- AtomicForceMicroscopyITO12 PDFDocument267 pagesAtomicForceMicroscopyITO12 PDFmaracaverikNo ratings yet
- Desing Methods With Yielding SupportDocument13 pagesDesing Methods With Yielding SupportSriram NambiNo ratings yet
- Fracture Mechanics Using Solidworks Cosmosworks2Document10 pagesFracture Mechanics Using Solidworks Cosmosworks2Maeschi CatalinNo ratings yet
- Inconel Alloy 690Document8 pagesInconel Alloy 690Zeeshan SajidNo ratings yet
- Esa Q BankDocument3 pagesEsa Q BankAeronaughtycs HamdanNo ratings yet
- Abb Ovrhsp-60 Datasheet 022219Document4 pagesAbb Ovrhsp-60 Datasheet 022219fer.szvzNo ratings yet
- Semi Detailed Lesson PlanDocument3 pagesSemi Detailed Lesson PlanElsa Corpuz- EvangelistaNo ratings yet
- Hard Machining Performance of PVD AlCrN Coated Al2O3TiCN Ceramicinserts As A Function of Thinfilm ThicknessDocument16 pagesHard Machining Performance of PVD AlCrN Coated Al2O3TiCN Ceramicinserts As A Function of Thinfilm ThicknessLuca Watanabe ReolonNo ratings yet
- Handbook of Thin Plate Buckling and PostbucklingDocument776 pagesHandbook of Thin Plate Buckling and PostbucklingReivax50100% (3)
- Physics 2 - M3.1 ELECTRIC CHARGESDocument28 pagesPhysics 2 - M3.1 ELECTRIC CHARGESjakeNo ratings yet
- L16 CRE II Heterogeneous Catalysis: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument25 pagesL16 CRE II Heterogeneous Catalysis: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNo ratings yet
- Introduction To Casting DefectsDocument234 pagesIntroduction To Casting Defectsyash100% (1)
- Mass Transfer EquationDocument12 pagesMass Transfer Equationkalyan555No ratings yet
- Mechanics of Deformable Bodies: Poisson's Ratio and DeformationDocument14 pagesMechanics of Deformable Bodies: Poisson's Ratio and DeformationJake CanlasNo ratings yet
- 5 NM) Gate-All-Around CMOS Devices: High-Performance Fully Depleted Silicon Nanowire (DiameterDocument4 pages5 NM) Gate-All-Around CMOS Devices: High-Performance Fully Depleted Silicon Nanowire (DiameterRàhuł MathiasNo ratings yet
- E1225-13 Standard Test Method For Thermal Conductivity of Solids Using The Guarded - Comparative PDFDocument10 pagesE1225-13 Standard Test Method For Thermal Conductivity of Solids Using The Guarded - Comparative PDFFernando Gastañaga Flores100% (2)
- As Me b32pDocument41 pagesAs Me b32pfernando090861No ratings yet
- Batch and Semibatch Reactors Guide: Isothermal Batch Reactor Models and ExamplesDocument44 pagesBatch and Semibatch Reactors Guide: Isothermal Batch Reactor Models and ExamplesManoaki100% (1)
- Iction Stir WeldingDocument16 pagesIction Stir WeldingNeeraj MishraNo ratings yet
- Picadora de RamasDocument4 pagesPicadora de RamasAriel AntonioNo ratings yet