You might also like
- Wankel EngineDocument270 pagesWankel EngineFavanza Iliya100% (1)
- Mazda unveils its new generation RENESIS rotary engineDocument35 pagesMazda unveils its new generation RENESIS rotary enginePaul DumitruNo ratings yet
- Dampers - Racecar Engineering 2018-10-01 PDFDocument11 pagesDampers - Racecar Engineering 2018-10-01 PDFPaul Dumitru100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- NY Giants Strength ProgramDocument15 pagesNY Giants Strength Programxarxacalcio100% (1)
- Engine Airflow Calculator GuideDocument9 pagesEngine Airflow Calculator GuidePaul Dumitru100% (2)
- FS 2014 Digimag WebDocument32 pagesFS 2014 Digimag WebVyssionNo ratings yet
- RX-7 Performance HandbookDocument160 pagesRX-7 Performance HandbookBen LewisNo ratings yet
- BSA Gold StarDocument4 pagesBSA Gold StarSyd Syed100% (1)
- GTR Engineers HandbookDocument30 pagesGTR Engineers HandbookAdy100% (3)
- ECS Training PDFDocument193 pagesECS Training PDFAbdelhak Ezzahrioui100% (1)
- Mazda R26B US PDFDocument11 pagesMazda R26B US PDFIrfan Ghani100% (1)
- Gp2 User Manual 2008 v10Document91 pagesGp2 User Manual 2008 v10octavioNo ratings yet
- Wankel CC PaperDocument15 pagesWankel CC Paperravian439No ratings yet
- Safe Grain Silos & AugersDocument2 pagesSafe Grain Silos & AugersEng Urimubenshi DonatNo ratings yet
- CH 1 Cylinder Block Cylinder Head, GasketsDocument49 pagesCH 1 Cylinder Block Cylinder Head, GasketsBogdan Constantin CristeaNo ratings yet
- Chrysler Turbine HistoryDocument34 pagesChrysler Turbine HistorydustybonerNo ratings yet
- FSAE booklist for chassis, suspension, and powertrain engineeringDocument1 pageFSAE booklist for chassis, suspension, and powertrain engineeringsnikhildasNo ratings yet
- LOLA Racecar 1Document14 pagesLOLA Racecar 1Marcos Soar100% (1)
- Downforce Without Wings ProtecDocument25 pagesDownforce Without Wings ProtecDavid DominguezNo ratings yet
- Powerkit Boosts 911 Carrera S PerformanceDocument6 pagesPowerkit Boosts 911 Carrera S Performancewachu73No ratings yet
- AFRIKA KORPS Errata - QADocument5 pagesAFRIKA KORPS Errata - QAResearcher0415No ratings yet
- Aerodynamics in Formula 1 Racing 2 2Document6 pagesAerodynamics in Formula 1 Racing 2 2api-390681562No ratings yet
- F 302 ManualDocument38 pagesF 302 ManualIgnacio ManriquezNo ratings yet
- Mazda 4-Rotor Engine Le-MansDocument10 pagesMazda 4-Rotor Engine Le-Mansapi-3810101100% (4)
- Towing TD SeriesDocument4 pagesTowing TD SeriesindonesiakujayaNo ratings yet
- Valdyn Design Valvetrain Timing DriveDocument16 pagesValdyn Design Valvetrain Timing Drivestefan.vince536100% (1)
- Sunroof - Data - 356SRInvenVIN28 - 1 - 2Document50 pagesSunroof - Data - 356SRInvenVIN28 - 1 - 2Curtis WillemssenNo ratings yet
- LOLA Racecar 2Document14 pagesLOLA Racecar 2Marcos SoarNo ratings yet
- Racecar Engineering Media PackDocument6 pagesRacecar Engineering Media PackDerrick KoomeNo ratings yet
- Jillian Mochaels WorkoutsDocument5 pagesJillian Mochaels WorkoutsDiana RamonaNo ratings yet
- A IntroductionDocument16 pagesA Introductiond0vyNo ratings yet
- Seats 944, 968, 911, 928, 1985 - 1998 PDFDocument874 pagesSeats 944, 968, 911, 928, 1985 - 1998 PDFMichal RNo ratings yet
- 2015-Multistage Turbocharging Systems For High Altitude PDFDocument6 pages2015-Multistage Turbocharging Systems For High Altitude PDF128mansouri100% (1)
- Cosworth StoryDocument32 pagesCosworth StoryTanoV12-Formula1AmarcordNo ratings yet
- 911 RSR Brochure (2019) PDFDocument9 pages911 RSR Brochure (2019) PDFBryan LetcherNo ratings yet
- Racecar Engineering Magazine May 2006Document100 pagesRacecar Engineering Magazine May 2006david_sierra_nNo ratings yet
- Purchase the NSX GT3 RacecarDocument7 pagesPurchase the NSX GT3 RacecarKojo Gambrah-SampaneyNo ratings yet
- Intake System Analysis of The Ferrari 550 Maranello Using The Wave CodeDocument10 pagesIntake System Analysis of The Ferrari 550 Maranello Using The Wave Coderudey18No ratings yet
- Porsche 911 Carrera - Transmission (Manual)Document229 pagesPorsche 911 Carrera - Transmission (Manual)Nahir ProtasioNo ratings yet
- Porsche 911alignmentDocument12 pagesPorsche 911alignmentviking911s100% (1)
- 2015 Technical Regulation A1GPDocument30 pages2015 Technical Regulation A1GPKeine AngbeNo ratings yet
- English 6 Quarter 2 Summative Test No. 2Document4 pagesEnglish 6 Quarter 2 Summative Test No. 2Jovelyn L. LucioNo ratings yet
- BMW's 10 Years of F1 Engine DevelopmentDocument17 pagesBMW's 10 Years of F1 Engine DevelopmentBlaze123xNo ratings yet
- UP TOA: Living LegendDocument84 pagesUP TOA: Living Legenddoodoosae100% (2)
- Racecar Engineering 2013 01Document100 pagesRacecar Engineering 2013 01freddyonnimiNo ratings yet
- Audi R18 eDocument18 pagesAudi R18 eAntonio RodriguesNo ratings yet
- Porsche Carrera GT - The pinnacle of Porsche's supercar lineageDocument6 pagesPorsche Carrera GT - The pinnacle of Porsche's supercar lineagedamar soeband100% (1)
- Porsche 914 6Document2 pagesPorsche 914 6AlexeIonutNo ratings yet
- SM 6Document116 pagesSM 6陳偉泓No ratings yet
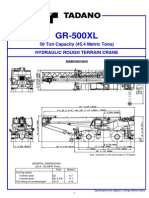
- Specifikasi Tadano GR-500XLDocument11 pagesSpecifikasi Tadano GR-500XLHaka Surya GratamaNo ratings yet
- Komatsu D41A-6 Parts ManualDocument243 pagesKomatsu D41A-6 Parts ManualrobertoNo ratings yet
- Racermag1301grandam DLDocument120 pagesRacermag1301grandam DLAntónio Santos BentoNo ratings yet
- Altitude Performance Comparison of A Wankel enDocument6 pagesAltitude Performance Comparison of A Wankel enrudey18No ratings yet
- M20 Displacement PDFDocument3 pagesM20 Displacement PDFgowrielNo ratings yet
- K-Frame and Suspension Details for the ToranaDocument1 pageK-Frame and Suspension Details for the ToranaShane HarperNo ratings yet
- Manual Aston Martin 2008 Vantage V8Document1 pageManual Aston Martin 2008 Vantage V8gabotoyoNo ratings yet
- Wankel (Rotary) Engines: By: Hoa ChuDocument8 pagesWankel (Rotary) Engines: By: Hoa ChuGabriel MariusNo ratings yet
- Corvette From The Inside by Dave McLellan - Chapter Nine: The Crucible of Showroom Stock RacingDocument10 pagesCorvette From The Inside by Dave McLellan - Chapter Nine: The Crucible of Showroom Stock RacingBentley PublishersNo ratings yet
- GT Car Tuning ManualDocument7 pagesGT Car Tuning Manualbob brownNo ratings yet
- CS Info Book Club Sports 3.2LDocument9 pagesCS Info Book Club Sports 3.2LGen ShibayamaNo ratings yet
- The Missing Mechanical Circuit ElementDocument17 pagesThe Missing Mechanical Circuit ElementlalallosNo ratings yet
- The Dodge Viper 8.4 L V10Document6 pagesThe Dodge Viper 8.4 L V10znamNo ratings yet
- R34 GTT Sales BrochureDocument20 pagesR34 GTT Sales BrochurePaulgabber100% (2)
- Daytona CS ArticleDocument4 pagesDaytona CS ArticleIan WilliamsNo ratings yet
- 2012 NHRA RuleBookDocument313 pages2012 NHRA RuleBooklazyguy35No ratings yet
- FT 200Document36 pagesFT 200api-242597694No ratings yet
- 13B 929 Zoom ArticleDocument3 pages13B 929 Zoom ArticleISA.13B100% (1)
- Jaguar V12Document7 pagesJaguar V12Ciprian MaiorNo ratings yet
- Conic Lofting of Streamline BodiesDocument4 pagesConic Lofting of Streamline BodiespuhumightNo ratings yet
- WankelDocument24 pagesWankelKunchala SaiNo ratings yet
- Get TRDocDocument96 pagesGet TRDocashishgoel102No ratings yet
- Rotary EnginesDocument2 pagesRotary EnginesGurpreet SidhuNo ratings yet
- Engines With Emphasis N.S.U.-Wankel: ShjilkDocument49 pagesEngines With Emphasis N.S.U.-Wankel: ShjilkPaul DumitruNo ratings yet
- Analysis of Rotary Engine Combustion Processes Based On Unsteady Three-Dimensional ComputationsDocument40 pagesAnalysis of Rotary Engine Combustion Processes Based On Unsteady Three-Dimensional ComputationsPaul DumitruNo ratings yet
- Wanker Stratified 1985 PDFDocument218 pagesWanker Stratified 1985 PDFPaul DumitruNo ratings yet
- Vehicle Dynamics and Performance DrivingDocument23 pagesVehicle Dynamics and Performance Drivingdavid_luzNo ratings yet
- Engine 2004-01-3554-Shift-Time Limited Acceleration Final Drive Ratios in Formula SAEDocument7 pagesEngine 2004-01-3554-Shift-Time Limited Acceleration Final Drive Ratios in Formula SAEPaul DumitruNo ratings yet
- SI Engine Piston Redesign Study (1) SI Engine Piston Redesign StudyDocument1 pageSI Engine Piston Redesign Study (1) SI Engine Piston Redesign StudyPaul DumitruNo ratings yet
- Freedom of The Seas Deck Plans v2015 MayDocument14 pagesFreedom of The Seas Deck Plans v2015 MayPaul DumitruNo ratings yet
- Vehicle Dynamics and Performance DrivingDocument23 pagesVehicle Dynamics and Performance Drivingdavid_luzNo ratings yet
- R34GTR 2000 Version - Compressed PDFDocument30 pagesR34GTR 2000 Version - Compressed PDFPaul DumitruNo ratings yet
- Multipoint Iterative Matching and Impedance Correction Technology (Mimic)Document9 pagesMultipoint Iterative Matching and Impedance Correction Technology (Mimic)Paul DumitruNo ratings yet
- R34GTR 2000 Version - Compressed PDFDocument30 pagesR34GTR 2000 Version - Compressed PDFPaul DumitruNo ratings yet
- Workbench Tutorial AirfoilDocument10 pagesWorkbench Tutorial Airfoilfab1991No ratings yet
- PCMAI Cursul No.1Document38 pagesPCMAI Cursul No.1Paul DumitruNo ratings yet
- Physical Properties of FluidsDocument9 pagesPhysical Properties of FluidsshadabehmedNo ratings yet
- Aagraphicfuzz PDFDocument1 pageAagraphicfuzz PDFPaul DumitruNo ratings yet
- Dinamica Autovehiculelor - Grade AbilityDocument2 pagesDinamica Autovehiculelor - Grade AbilityPaul DumitruNo ratings yet
- Interpolation FunctionsDocument12 pagesInterpolation FunctionsBogdan Constantin CristeaNo ratings yet
- Dinamica Autovehiculelor - Vehicle Stability Plus AckermannDocument3 pagesDinamica Autovehiculelor - Vehicle Stability Plus AckermannPaul DumitruNo ratings yet
- Dinamica Autovehiculelor - Traction, Acceleration, GearingDocument18 pagesDinamica Autovehiculelor - Traction, Acceleration, GearingPaul DumitruNo ratings yet
- Dinamica Autovehiculelor - BrakingDocument2 pagesDinamica Autovehiculelor - BrakingPaul DumitruNo ratings yet
- Aagraphicfuzz PDFDocument1 pageAagraphicfuzz PDFPaul DumitruNo ratings yet
- OthersDocument15 pagesOthersAlfie b. bagsaoNo ratings yet
- ProbDocument38 pagesProbmcaviimsNo ratings yet
- SoftballDocument51 pagesSoftballJohn Kenneth NocheNo ratings yet
- This Is My WorldDocument3 pagesThis Is My Worldmadeinengland2No ratings yet
- Marketing Plan FinalDocument28 pagesMarketing Plan Finalapi-250564112No ratings yet
- Ancient Indian SportsDocument43 pagesAncient Indian Sportsgagansharma84100% (2)
- 2023 Hyundai Staria Premium - SolaireDocument3 pages2023 Hyundai Staria Premium - SolaireLucy BarbaronaNo ratings yet
- Jacksonville Golf MagazineDocument16 pagesJacksonville Golf MagazineBrian LamarreNo ratings yet
- W20 - Character SheetDocument4 pagesW20 - Character SheetWilliam PenroseNo ratings yet
- 01 Viktor Korchnoi - WikipediaDocument8 pages01 Viktor Korchnoi - WikipediaAThaddeusAntonioNo ratings yet
- Book 9: New Coasts and Poseidon's SonDocument8 pagesBook 9: New Coasts and Poseidon's SonsmperezNo ratings yet
- Cheerdance Competition: A. EligibilityDocument2 pagesCheerdance Competition: A. EligibilityPianista KoNo ratings yet
- Clerk To JMGS IDocument19 pagesClerk To JMGS ISaran TambiNo ratings yet
- Rooms For Fhsaa Region MeetDocument3 pagesRooms For Fhsaa Region Meetosho99No ratings yet
- Invitation Task 2Document4 pagesInvitation Task 2Muhammad Shandy AdityaNo ratings yet
- Air StarterDocument6 pagesAir StarterParvizNo ratings yet
- HPAS Exam 2012 Answer KeyDocument2 pagesHPAS Exam 2012 Answer KeyAntaryami Singh GoondiNo ratings yet
- Efectos de Una Dieta Hipocalórica PDFDocument6 pagesEfectos de Una Dieta Hipocalórica PDFGertru Vargas MolinaNo ratings yet
- RSPC Sepak Exhibition GameDocument1 pageRSPC Sepak Exhibition GameMaster ReidNo ratings yet
- Hand Goniometry 1565417609716Document19 pagesHand Goniometry 1565417609716AVIMANNU SINGHNo ratings yet
- Star FallDocument51 pagesStar FallАлиса ШмароваNo ratings yet