You might also like
- ComparisonofAxialLoadonColumn FormattedPaperDocument7 pagesComparisonofAxialLoadonColumn FormattedPaperVictor Omotoriogun100% (1)
- Revisedpaper WithtitleDocument35 pagesRevisedpaper WithtitleVictor OmotoriogunNo ratings yet
- 10m High Gabion Retaining Wall AnlysisDocument33 pages10m High Gabion Retaining Wall Anlysisjonathan chandaNo ratings yet
- 1B 2 3 3b 44' 4a 5 5a 6 6a 7 7a8 8a9: Main BuildingDocument1 page1B 2 3 3b 44' 4a 5 5a 6 6a 7 7a8 8a9: Main BuildingVictor OmotoriogunNo ratings yet
- Design of Cellular Rafts Foundations 1Document17 pagesDesign of Cellular Rafts Foundations 1Victor OmotoriogunNo ratings yet
- Structural Analysis & Design of Steel Portal FramesDocument1 pageStructural Analysis & Design of Steel Portal FramesVictor OmotoriogunNo ratings yet
- Why Do Buildings Fall Down in NigeriaDocument2 pagesWhy Do Buildings Fall Down in NigeriaVictor OmotoriogunNo ratings yet
- What Can You Do If You Are Convinced A Structure Will Work But Cant Prove It To CodeDocument5 pagesWhat Can You Do If You Are Convinced A Structure Will Work But Cant Prove It To CodeVictor OmotoriogunNo ratings yet
- Understanding Existing Buildings Five Studies To Complete Before Design Work StartsDocument4 pagesUnderstanding Existing Buildings Five Studies To Complete Before Design Work StartsJosh AmuraoNo ratings yet
- UntitledDocument2 pagesUntitledVictor OmotoriogunNo ratings yet
- How To Analyze Existing BuildingsDocument2 pagesHow To Analyze Existing BuildingsVictor OmotoriogunNo ratings yet
- BaseDocument1 pageBaseVictor OmotoriogunNo ratings yet
- Structural Design Calculation FOR PROPOSED Shopping: AddressDocument59 pagesStructural Design Calculation FOR PROPOSED Shopping: AddressVictor OmotoriogunNo ratings yet
- Notes on building construction detailsDocument1 pageNotes on building construction detailsVictor OmotoriogunNo ratings yet
- Boq For Proposed 5M Retaining Wall: Table 1: ExcavationDocument2 pagesBoq For Proposed 5M Retaining Wall: Table 1: ExcavationVictor OmotoriogunNo ratings yet
- Is 1852 1985Document31 pagesIs 1852 1985pavan_03No ratings yet
- List of EuipmentsDocument1 pageList of EuipmentsVictor OmotoriogunNo ratings yet
- Charbel School Ventures RoofDocument1 pageCharbel School Ventures RoofVictor OmotoriogunNo ratings yet
- Design of Steel Elements For Axial Compression To Ec3 2 1Document7 pagesDesign of Steel Elements For Axial Compression To Ec3 2 1Victor OmotoriogunNo ratings yet
- Chapter9 CulvertsDocument92 pagesChapter9 CulvertsVictor OmotoriogunNo ratings yet
- Terrace SlabLayoutDocument1 pageTerrace SlabLayoutVictor OmotoriogunNo ratings yet
- ColumnsDocument1 pageColumnsVictor OmotoriogunNo ratings yet
- Final Foundation Drawing GuzapeDocument4 pagesFinal Foundation Drawing GuzapeVictor OmotoriogunNo ratings yet
- Structural Aspects of Selecting A Plane Steel TrussDocument9 pagesStructural Aspects of Selecting A Plane Steel TrussVictor OmotoriogunNo ratings yet
- Executive Home Floor PlansDocument4 pagesExecutive Home Floor PlansVictor OmotoriogunNo ratings yet
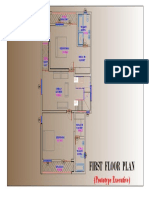
- First Floor Plan: (Prototype Executive)Document1 pageFirst Floor Plan: (Prototype Executive)Victor OmotoriogunNo ratings yet
- BoQ For RFQ 1 2 Culverts Revised PDFDocument2 pagesBoQ For RFQ 1 2 Culverts Revised PDFAbdurezak AbdurehimNo ratings yet
- BoQ For RFQ 1 2 Culverts Revised PDFDocument2 pagesBoQ For RFQ 1 2 Culverts Revised PDFAbdurezak AbdurehimNo ratings yet
- Top & Bottom Slab Layout: Section B-BDocument2 pagesTop & Bottom Slab Layout: Section B-BVictor OmotoriogunNo ratings yet
- Warren DetailDocument1 pageWarren DetailVictor OmotoriogunNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Proposal For Integrated Planning and Development of The Sabarmati River Front by MRDocument1 pageProposal For Integrated Planning and Development of The Sabarmati River Front by MRShrila MitraNo ratings yet
- Rilem 2001 Connection Concrete SteelDocument1,365 pagesRilem 2001 Connection Concrete Steelbombaikos100% (3)
- PRovincial Architecture GujratDocument31 pagesPRovincial Architecture GujratPiyush Mahakalkar67% (3)
- GeoMatt Datasheet TB11 Ed1 2017 ASTM ADDocument1 pageGeoMatt Datasheet TB11 Ed1 2017 ASTM ADganmosesNo ratings yet
- Site Investigation Guidance for Tunnel ProjectsDocument9 pagesSite Investigation Guidance for Tunnel ProjectsramatrisNo ratings yet
- Behaviour of Masonry StructuresDocument27 pagesBehaviour of Masonry StructuresvarshaNo ratings yet
- SI500.11r5e - GrafoilDocument5 pagesSI500.11r5e - GrafoilHumayun NawazNo ratings yet
- Five Steps To Resolving Construction Disputes - Without Litigation (Sheen, 1994)Document3 pagesFive Steps To Resolving Construction Disputes - Without Litigation (Sheen, 1994)Kimmy LeeNo ratings yet
- Qdoc - Tips - Flange Asme VIIIDocument41 pagesQdoc - Tips - Flange Asme VIIIHormedo RodriguezNo ratings yet
- Welded Connections DesignDocument35 pagesWelded Connections DesignBelkacem AchourNo ratings yet
- EQR UttarkashiDocument8 pagesEQR UttarkashiArjunNo ratings yet
- DLS 11 14 18 27 36 60 TOUCH Parts ManualDocument35 pagesDLS 11 14 18 27 36 60 TOUCH Parts ManualJose Manuel Castro0% (1)
- External and Internal Air Pressure Drop CalculatorDocument8 pagesExternal and Internal Air Pressure Drop CalculatorfghabboonNo ratings yet
- Research Paper Proposal TemplateDocument3 pagesResearch Paper Proposal TemplatePablo MoralesNo ratings yet
- Catalogo de Partes NT855 - C280 PDFDocument37 pagesCatalogo de Partes NT855 - C280 PDFCrespo JorgeNo ratings yet
- Thumb Rules in Civil ConstructionDocument9 pagesThumb Rules in Civil ConstructionAnish Chandran100% (1)
- GFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersDocument5 pagesGFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersfaridunNo ratings yet
- Corbel Design Based On 2018 IBC / ACI 318-14: Project: Client: Design By: Job No.: Date: Review byDocument2 pagesCorbel Design Based On 2018 IBC / ACI 318-14: Project: Client: Design By: Job No.: Date: Review bycurlyjockey100% (1)
- NBC107 Fire SafetyDocument10 pagesNBC107 Fire SafetyManoj Paudel0% (1)
- RBX1 Assembly Hardware V1.0Document10 pagesRBX1 Assembly Hardware V1.0Mohamed ReGaiegNo ratings yet
- Instrument Manifold (Monoflange) : SpecificationsDocument1 pageInstrument Manifold (Monoflange) : Specificationshisaj4uNo ratings yet
- Glass Blocks: History, Types, Applications and AdvantagesDocument12 pagesGlass Blocks: History, Types, Applications and AdvantagesRAHULNo ratings yet
- Work Method Statement - Fireproofing PaintDocument4 pagesWork Method Statement - Fireproofing Paintarrojak maksumNo ratings yet
- Deaf School Business Plan PDFDocument18 pagesDeaf School Business Plan PDFVovNo ratings yet
- Splinkler Asfr-1Document12 pagesSplinkler Asfr-1Jose HernandezNo ratings yet
- SPEC SHEET 005 AeroGlass LensDocument1 pageSPEC SHEET 005 AeroGlass LensMarco GalindoNo ratings yet
- Imphal EasaaDocument1 pageImphal EasaaKosygin LeishangthemNo ratings yet
- TSPL-1905 Technical Offer Dt.16.04.2022Document4 pagesTSPL-1905 Technical Offer Dt.16.04.2022SECI 2020No ratings yet
- Curing in ConstructionDocument7 pagesCuring in ConstructionNgissah NketiahNo ratings yet
- Taco Expansion TankDocument16 pagesTaco Expansion Tanksas999333No ratings yet