You might also like
- Ramapo College Vehicle Fueling SOPDocument1 pageRamapo College Vehicle Fueling SOPAnees EkNo ratings yet
- Safety ProgramDocument21 pagesSafety ProgramSits RdddNo ratings yet
- Safe Working PracticesDocument7 pagesSafe Working PracticesDiana ParkerNo ratings yet
- Gotcha BrochureDocument6 pagesGotcha BrochureNurfirman HNo ratings yet
- MSDS - Asada Threading Oiil Red - ENDocument7 pagesMSDS - Asada Threading Oiil Red - ENnghiaNo ratings yet
- Basf Masterkure 181 TdsDocument2 pagesBasf Masterkure 181 Tdssirui xuNo ratings yet
- JHA GasesDocument2 pagesJHA GasesalokcNo ratings yet
- Index: Cv. Dira Utama SejahteraDocument12 pagesIndex: Cv. Dira Utama SejahteraFreshop SurabayaNo ratings yet
- Guidelines for Swimming Pool ApprovalDocument5 pagesGuidelines for Swimming Pool ApprovalNiel Brian VillarazoNo ratings yet
- Safety Park BungeDocument37 pagesSafety Park BungeRavi Sankar VenkatesanNo ratings yet
- Ventilation Plan TemplateDocument11 pagesVentilation Plan TemplatePlank89No ratings yet
- Model Infection Control Plan For Veterinary Practices 2008Document6 pagesModel Infection Control Plan For Veterinary Practices 2008ernie pNo ratings yet
- SOP For Use of Grinder Machines in WorkshopDocument8 pagesSOP For Use of Grinder Machines in WorkshopFaisal RajaNo ratings yet
- Ocp BatchingDocument1 pageOcp BatchingAarya Mishra TiwariNo ratings yet
- Construction Assessment Checklist: Green TagDocument2 pagesConstruction Assessment Checklist: Green TagRyan GillespieNo ratings yet
- HSE Training ProgramDocument5 pagesHSE Training Programbotahra0% (1)
- 10 Percent Acid Washing SOP TemplateDocument5 pages10 Percent Acid Washing SOP TemplatekofinyameNo ratings yet
- Eye WashDocument21 pagesEye Washapi-273019508100% (1)
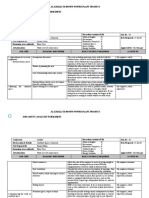
- Al-Khalij 3X450 MW Power Plant Project Job Safety Analysis WorksheetDocument3 pagesAl-Khalij 3X450 MW Power Plant Project Job Safety Analysis WorksheetMustafa hse JafferNo ratings yet
- Welding PPE GuideDocument9 pagesWelding PPE Guidecyrelle rose jumentoNo ratings yet
- BGC Project Hse Plan (Insert Project Title)Document14 pagesBGC Project Hse Plan (Insert Project Title)ahmadNo ratings yet
- Sop Changing A Toner CartridgeDocument2 pagesSop Changing A Toner CartridgezaheerNo ratings yet
- GPCB SOP For De-Contamination FacilityDocument9 pagesGPCB SOP For De-Contamination FacilityEHS HalolNo ratings yet
- SOP - Motor Bike SafetyDocument4 pagesSOP - Motor Bike SafetyTafadzwaNo ratings yet
- Safe excavation works plan for Cherrywood Project Phase 1Document46 pagesSafe excavation works plan for Cherrywood Project Phase 1Sajid ShahNo ratings yet
- Premobilisation Wheel Loader InspectionDocument1 pagePremobilisation Wheel Loader InspectionArjun Satheesan100% (1)
- Safe Work Method Statement - Part 1: Asbestos Removal (Bonded) Company DetailsDocument22 pagesSafe Work Method Statement - Part 1: Asbestos Removal (Bonded) Company DetailsNick Elliott-BondNo ratings yet
- @waterfront: Health, Safety & Environment (Hse)Document6 pages@waterfront: Health, Safety & Environment (Hse)AmiibahNo ratings yet
- Safe Ladder Use RefresherDocument22 pagesSafe Ladder Use RefresherKheireddine AounallahNo ratings yet
- Mobile Scaffold Inspection ChecklistDocument3 pagesMobile Scaffold Inspection Checklistanthony murphyNo ratings yet
- Schedule For Inspection Nov 19Document1 pageSchedule For Inspection Nov 19Siddharth RanaNo ratings yet
- Name: SignDocument1 pageName: SignAdel AlKhedawyNo ratings yet
- SCOPE:: Sacyr Medgulf Hse Management Systems Manual Crane Lift ProcedureDocument10 pagesSCOPE:: Sacyr Medgulf Hse Management Systems Manual Crane Lift Procedureloveson709100% (1)
- NOHSC 1005-1994 Hazardous Substances Model RegsDocument23 pagesNOHSC 1005-1994 Hazardous Substances Model RegsAdiguna DhanaNo ratings yet
- JsaDocument10 pagesJsaTanzeel LiaqatNo ratings yet
- HSE Confined Space Entry TrainingDocument35 pagesHSE Confined Space Entry TrainingBecha MouradNo ratings yet
- Personal Protective Equipment ProceduresDocument3 pagesPersonal Protective Equipment ProceduresLwandziso DlaminiNo ratings yet
- Dismantling of Concrete Pump TowerDocument1 pageDismantling of Concrete Pump TowerChandruNo ratings yet
- Ladder Safety Tips <40Document2 pagesLadder Safety Tips <40Ange JuanNo ratings yet
- Quarterly Safety ChecklistDocument2 pagesQuarterly Safety ChecklistAJ CompilationNo ratings yet
- Hazard Communication e RDocument28 pagesHazard Communication e RshooterNo ratings yet
- 015 CH 10 Tool InspectionDocument3 pages015 CH 10 Tool InspectionLinda BooysenNo ratings yet
- Hira - 01Document3 pagesHira - 01Angw BasumataryNo ratings yet
- Everythingohs Workplace Inspection ChecklistDocument4 pagesEverythingohs Workplace Inspection ChecklistsandyskadamNo ratings yet
- Delo Gold Ultra SAE 15W-40 Safety Data SheetDocument6 pagesDelo Gold Ultra SAE 15W-40 Safety Data SheetNasta Ina RobayasaNo ratings yet
- Working at Height PresentationDocument11 pagesWorking at Height PresentationAbdul Hameed OmarNo ratings yet
- Technical Guidance Document For Environmental Audit ReportsDocument15 pagesTechnical Guidance Document For Environmental Audit ReportsNisa KgNo ratings yet
- Safety Leadership TrackingDocument147 pagesSafety Leadership Trackingzaheer78607No ratings yet
- RFSSB-EHS-P-004 HIRARC Procedure PDFDocument4 pagesRFSSB-EHS-P-004 HIRARC Procedure PDFNajman HamdiNo ratings yet
- Occupational Hazards Water Treatment ProcessesDocument14 pagesOccupational Hazards Water Treatment ProcessesMohamed Salem100% (1)
- PPE Training PresentationDocument65 pagesPPE Training PresentationIsizwa WorkshopNo ratings yet
- LBNL Construction Safety ChecklistDocument12 pagesLBNL Construction Safety ChecklistAdriana EscobarNo ratings yet
- Building De-Dusting JSADocument3 pagesBuilding De-Dusting JSAJayesh J PillaiNo ratings yet
- Manual Chain Hoist Inspection Checklist: Health, Safety and Environment Management SystemDocument1 pageManual Chain Hoist Inspection Checklist: Health, Safety and Environment Management SystemEdward DineshNo ratings yet
- Confined Space Entry Program 11 2021Document16 pagesConfined Space Entry Program 11 2021zaka ullahNo ratings yet
- Summer Working Plan: AppendicesDocument11 pagesSummer Working Plan: AppendicesArshath FleminNo ratings yet
- Material Safety Data Sheet: 1. Information of The Substance / CompanyDocument6 pagesMaterial Safety Data Sheet: 1. Information of The Substance / CompanyDiego MNo ratings yet
- Neoclassical Economics: Economic Science, To DistinguishDocument35 pagesNeoclassical Economics: Economic Science, To DistinguishWan Sek ChoonNo ratings yet
- Discovery LearningDocument12 pagesDiscovery LearningWan Sek ChoonNo ratings yet
- Destiny Luck FengShuiDocument2 pagesDestiny Luck FengShuiWan Sek ChoonNo ratings yet
- Dupont 1Document22 pagesDupont 1Wan Sek ChoonNo ratings yet
- Engineering Drawing ManualDocument128 pagesEngineering Drawing Manualadnan100% (6)
- Defect CornerDocument2 pagesDefect CornerWan Sek ChoonNo ratings yet
- Personality AnalysisDocument26 pagesPersonality Analysiskrone100% (15)
- Dudjom RinpocheDocument8 pagesDudjom RinpocheWan Sek ChoonNo ratings yet
- Dudjom RinpocheDocument8 pagesDudjom RinpocheWan Sek ChoonNo ratings yet
- Daily Cycle Weekly Cycle Monthly Cycle: ST NDDocument1 pageDaily Cycle Weekly Cycle Monthly Cycle: ST NDWan Sek ChoonNo ratings yet
- Doing The Right ThingDocument3 pagesDoing The Right ThingWan Sek ChoonNo ratings yet
- This Was The Winning Quote From Fred Dales, Microsoft Corp. in Redmond WADocument4 pagesThis Was The Winning Quote From Fred Dales, Microsoft Corp. in Redmond WAWan Sek ChoonNo ratings yet
- Case Study Module Understanding Transport ChainDocument1 pageCase Study Module Understanding Transport ChainWan Sek ChoonNo ratings yet
- From The Attracting Genuine Abundance On-Line CourseDocument2 pagesFrom The Attracting Genuine Abundance On-Line CourseWan Sek ChoonNo ratings yet
- Country Codes PDFDocument19 pagesCountry Codes PDFWan Sek ChoonNo ratings yet
- Chinese mythology (中國神話) is a collection of: cultural history folktales religions creation myths Chinese cultureDocument16 pagesChinese mythology (中國神話) is a collection of: cultural history folktales religions creation myths Chinese cultureWan Sek ChoonNo ratings yet
- The Arbinger Institute-Leadership and Self Deception - Getting Out of The Box-Berrett-Koehler Publishers (2002)Document6 pagesThe Arbinger Institute-Leadership and Self Deception - Getting Out of The Box-Berrett-Koehler Publishers (2002)Leila Copîndeanu80% (5)
- Case Study Module Understanding Transport ChainDocument16 pagesCase Study Module Understanding Transport ChainWan Sek ChoonNo ratings yet
- Chinese Funeral CustomsDocument4 pagesChinese Funeral CustomsWan Sek ChoonNo ratings yet
- Building The Healthy CorporationDocument5 pagesBuilding The Healthy CorporationWan Sek ChoonNo ratings yet
- Model For Continuous Learning: Think 6 ResultsDocument2 pagesModel For Continuous Learning: Think 6 ResultsWan Sek ChoonNo ratings yet
- Chief Learning ManagersDocument2 pagesChief Learning ManagersWan Sek ChoonNo ratings yet
- Case Study Module Understanding Transport ChainDocument4 pagesCase Study Module Understanding Transport ChainWan Sek ChoonNo ratings yet
- Cooking OilDocument2 pagesCooking OilWan Sek ChoonNo ratings yet
- Chinese New Year Customs and TraditionsDocument21 pagesChinese New Year Customs and TraditionsWan Sek Choon100% (2)
- For The Company Blues: A Pocket Guide For LeadersDocument35 pagesFor The Company Blues: A Pocket Guide For LeadersWan Sek ChoonNo ratings yet
- Case Study Module Understanding Transport ChainDocument1 pageCase Study Module Understanding Transport ChainWan Sek ChoonNo ratings yet
- Buying A HouseDocument8 pagesBuying A HouseWan Sek ChoonNo ratings yet
- Lexical Expressive Means and Stylistic DevicesDocument27 pagesLexical Expressive Means and Stylistic DevicesTania ShramNo ratings yet
- English Class A1 + Present Simple Present Continuous Unit 1Document5 pagesEnglish Class A1 + Present Simple Present Continuous Unit 1agnieszka.bejsterNo ratings yet
- Guitar Interactive 25 2014 Gus GDocument302 pagesGuitar Interactive 25 2014 Gus GNeil Carroll100% (1)
- MAZAYDEH V COMMISSIONER FOR SOCIAL HOUSING Residential Tenancies 2021 ACAT 115Document33 pagesMAZAYDEH V COMMISSIONER FOR SOCIAL HOUSING Residential Tenancies 2021 ACAT 115Tacey MakoriNo ratings yet
- Daniel Williams of Davidson Co., TennesseeDocument658 pagesDaniel Williams of Davidson Co., TennesseeBob Pierce100% (1)
- LM317M 3-Terminal Adjustable Regulator: 1 Features 3 DescriptionDocument23 pagesLM317M 3-Terminal Adjustable Regulator: 1 Features 3 DescriptionShubham RajNo ratings yet
- Uhf Ask Receiver IC U3741BM: FeaturesDocument33 pagesUhf Ask Receiver IC U3741BM: FeaturesBegu CataNo ratings yet
- Study of Cell Jkchrome ComDocument8 pagesStudy of Cell Jkchrome Comsamim hasanNo ratings yet
- Skeletal Maturity IndicatorsDocument70 pagesSkeletal Maturity IndicatorsdrgreeshmahariniNo ratings yet
- Coronavirus Health News Oct 2020Document87 pagesCoronavirus Health News Oct 2020tuni santeNo ratings yet
- Design & Optimization of Bed Material Screening Machine For AFBC BoilerDocument11 pagesDesign & Optimization of Bed Material Screening Machine For AFBC BoilermansukhNo ratings yet
- Controlador R.ADocument2 pagesControlador R.ALuis BenitesNo ratings yet
- Poynting VectorDocument33 pagesPoynting VectorKhawaja MasoodNo ratings yet
- SWIMMING POOL CERTIFICATION GUIDEDocument12 pagesSWIMMING POOL CERTIFICATION GUIDEjohanesNo ratings yet
- Bed Making: Occupied Bed Unoccupied BedDocument16 pagesBed Making: Occupied Bed Unoccupied BedHakdog ShermolangNo ratings yet
- Drug Dosing in Obese Patients: A Dilemma: International Journal of Advances in PharmaceuticsDocument7 pagesDrug Dosing in Obese Patients: A Dilemma: International Journal of Advances in PharmaceuticsYuppie RajNo ratings yet
- Week 5-6 Ucsp ExemplarDocument5 pagesWeek 5-6 Ucsp ExemplarMaureen Latayan AgbingNo ratings yet
- Mechanical - PVLDocument9 pagesMechanical - PVLrkssNo ratings yet
- 2021-2022 LCM100 eDocument14 pages2021-2022 LCM100 eJ. S.No ratings yet
- Manual de Manutenção-Ing2Document11 pagesManual de Manutenção-Ing2João GuardadoNo ratings yet
- MEC420 - 3 - Kinetics of Particles - Work - ImpluseDocument69 pagesMEC420 - 3 - Kinetics of Particles - Work - Implusesimon georgeNo ratings yet
- Jovy Expenses 1Document1,188 pagesJovy Expenses 1MarionAgency MimaNo ratings yet
- Tecnis Eyhance SpecSheetDocument2 pagesTecnis Eyhance SpecSheetkesavan91No ratings yet
- Evolution of Medical Education in Ancient Greece-1Document6 pagesEvolution of Medical Education in Ancient Greece-1Elena ApostuNo ratings yet
- Black Hawk Design StandardsDocument151 pagesBlack Hawk Design StandardsLeah Mae LaguitNo ratings yet
- Kultura at Tradisyon NG Mga HAPONDocument1 pageKultura at Tradisyon NG Mga HAPONJullianMarkNo ratings yet
- Connective Tissue Slide #1Document19 pagesConnective Tissue Slide #1Faisal AbbasiNo ratings yet
- Matlab Arduino PDFDocument20 pagesMatlab Arduino PDFmekanicobucaroNo ratings yet
- A Review On The Development of Lattice Boltzmann Computation of Macro Fluid Flows and Heat TransferDocument17 pagesA Review On The Development of Lattice Boltzmann Computation of Macro Fluid Flows and Heat TransferJulianAndresSolisNo ratings yet
- Understanding the Study of Behaviour and Mental ProcessesDocument149 pagesUnderstanding the Study of Behaviour and Mental ProcessesNaman LadhaNo ratings yet