You might also like
- GMAW & FCAW Electrodes GuideDocument46 pagesGMAW & FCAW Electrodes GuidearavindanNo ratings yet
- Titanium&Titanium AlloysDocument4 pagesTitanium&Titanium Alloysnike_y2kNo ratings yet
- Chapter 2 GTAWDocument72 pagesChapter 2 GTAWDevrath Bangalore Bangalore100% (1)
- UTP Welding HandbookDocument431 pagesUTP Welding HandbookChee WeiNo ratings yet
- Welder HandbookDocument7 pagesWelder Handbooksandeepkumar63No ratings yet
- Welding Sciences and Technology - Ibrahim KhanDocument289 pagesWelding Sciences and Technology - Ibrahim Khanpioneerinvincible91% (11)
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument63 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23No ratings yet
- Welding Defects PDFDocument61 pagesWelding Defects PDFمحمد امين شريفNo ratings yet
- KF-Puls EN V6Document22 pagesKF-Puls EN V6Diego MondragonNo ratings yet
- Welding ProcessesDocument189 pagesWelding ProcessesahmadNo ratings yet
- Gas Metal Arc Welding GuideDocument55 pagesGas Metal Arc Welding GuidesalunkheclNo ratings yet
- ARC 200 Operating ManualDocument30 pagesARC 200 Operating ManualAmbar Solange100% (1)
- Welding Consumable Selection (MAG Welding)Document5 pagesWelding Consumable Selection (MAG Welding)tiepnh.ameccNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- High-alloyed TIG rod for heat resistant steelsDocument1 pageHigh-alloyed TIG rod for heat resistant steelsSerhii MishchenkoNo ratings yet
- Carbofil Crmo9 (G Crmo9)Document1 pageCarbofil Crmo9 (G Crmo9)brunizzaNo ratings yet
- 409Document2 pages409satish04No ratings yet
- WP I FCAW Sept 2010Document99 pagesWP I FCAW Sept 2010jhas988No ratings yet
- Boehler CN 23 12 PW-FDDocument1 pageBoehler CN 23 12 PW-FDbrayanNo ratings yet
- WA Applications For HydropowerDocument6 pagesWA Applications For Hydropowersuharto ekoNo ratings yet
- High-alloyed GTAW rod for welding duplex steelsDocument1 pageHigh-alloyed GTAW rod for welding duplex steelsErcan YilmazNo ratings yet
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalNo ratings yet
- Solliid WiireDocument6 pagesSolliid WiireVõĐìnhKhaNo ratings yet
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNo ratings yet
- Bohler Eas 2-Ig (Si) - GmawDocument1 pageBohler Eas 2-Ig (Si) - Gmaw24horas2No ratings yet
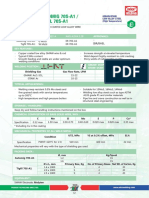
- Automig 70S A1 - Tigfil 70S A1Document1 pageAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNo ratings yet
- Boehler CN 13 4-MC - SWDocument1 pageBoehler CN 13 4-MC - SWSebastian AcostaNo ratings yet
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Document1 pageB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55No ratings yet
- Er100s GDocument1 pageEr100s GAhmed Abdel NabiNo ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- OK TUBROD 14.30A flux cored wire for stainless steel weldingDocument1 pageOK TUBROD 14.30A flux cored wire for stainless steel weldingqaNo ratings yet
- CWC-BookletF1 12Document1 pageCWC-BookletF1 12satnamNo ratings yet
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- Er308l PDFDocument1 pageEr308l PDFnargissuhailNo ratings yet
- GTAWDocument39 pagesGTAWKoushik SarkarNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- GBTDocument1 pageGBTRaviTeja BhamidiNo ratings yet
- ASTM Welding Procedures A36 To A930 PDFDocument17 pagesASTM Welding Procedures A36 To A930 PDFMARIO HUAMANNo ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- MIP Bohler Welding Austria 62Document1 pageMIP Bohler Welding Austria 62Pradeepta MohantyNo ratings yet
- GeneralitiesDocument11 pagesGeneralitiescriuvosNo ratings yet
- Gas Tungsten Arc Welding Practice:: Jobs 20-J1-J17 (Pipe)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 20-J1-J17 (Pipe)Willy UioNo ratings yet
- Low Alloy13Document5 pagesLow Alloy13Branko FerenčakNo ratings yet
- High Temperature GMAW Solid Wire for Boiler and Tube SteelsDocument1 pageHigh Temperature GMAW Solid Wire for Boiler and Tube Steelssoft4gsmNo ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- 90cual Mig WireDocument1 page90cual Mig WireAris WicaksonoNo ratings yet
- Cu DHPDocument3 pagesCu DHPLUIGINo ratings yet
- Sandvik 22.15.3.L: (Welding Wire)Document2 pagesSandvik 22.15.3.L: (Welding Wire)marcos2509mpNo ratings yet
- High Strength Steel Welding Wire for Cr-Ni-Mo AlloysDocument1 pageHigh Strength Steel Welding Wire for Cr-Ni-Mo Alloysrusf123No ratings yet
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- GTAW PresentationDocument42 pagesGTAW PresentationRommel Adarlo RosalesNo ratings yet
- Böhler CM 5-IG solid wire for high-temperature steel weldingDocument1 pageBöhler CM 5-IG solid wire for high-temperature steel weldingPT. CATUR MATRA NusantaraNo ratings yet
- Product Data Sheet for OK AristoRod 12.50Document2 pagesProduct Data Sheet for OK AristoRod 12.50João GuilhermeNo ratings yet
- Metal Inert Gas Welding (GMAW)Document13 pagesMetal Inert Gas Welding (GMAW)S GoudaNo ratings yet
- Copperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloysDocument1 pageCopperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloyssatnamNo ratings yet
- Böhler Cat 409 Cb-Ig: Classifi CationsDocument1 pageBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNo ratings yet
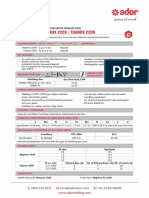
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocument1 pageMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNo ratings yet
- Bohler EAS 2-IG TDSDocument1 pageBohler EAS 2-IG TDSIvan DulicNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- S-23804-Eng - 22 12 HTDocument2 pagesS-23804-Eng - 22 12 HTbiliboi5No ratings yet
- Automig 80s G Tigfil 80s GDocument1 pageAutomig 80s G Tigfil 80s Gvijaysvm999No ratings yet
- 3dprint AM P22: Material TypeDocument1 page3dprint AM P22: Material TypeKara WhiteNo ratings yet
- GMAW Solid Wire for High Temperature Steel WeldingDocument1 pageGMAW Solid Wire for High Temperature Steel Weldingदिनेश कुशवाहाNo ratings yet
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Automig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Document1 pageAutomig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Jagannath SahuNo ratings yet
- Analisis Kepadatan Tanah Dengan Menggunakan Alat DCP (Dinamic Cone Penetration) Di Desa Sungai Loban Kabupaten Tanah BumbuDocument7 pagesAnalisis Kepadatan Tanah Dengan Menggunakan Alat DCP (Dinamic Cone Penetration) Di Desa Sungai Loban Kabupaten Tanah BumbuAndriNo ratings yet
- Freyssinet Expansion Joints en V04Document36 pagesFreyssinet Expansion Joints en V04Eric VillenasNo ratings yet
- Sikadur 752 Pds enDocument3 pagesSikadur 752 Pds enMarthin SagalaNo ratings yet
- Brosur Pipa & Fiting JIS VinilonDocument6 pagesBrosur Pipa & Fiting JIS VinilonhudysyafrullahNo ratings yet
- Schedule Pile SlabDocument1 pageSchedule Pile SlabhudysyafrullahNo ratings yet
- Ce40 Broshure Solid Wheels Den-JetDocument2 pagesCe40 Broshure Solid Wheels Den-JethudysyafrullahNo ratings yet
- Joint Inspeksi Aspal Ram On Off: No STA Sisi / Side Identifikasi Kerusakan Metode Perbaikan LuasanDocument2 pagesJoint Inspeksi Aspal Ram On Off: No STA Sisi / Side Identifikasi Kerusakan Metode Perbaikan LuasanhudysyafrullahNo ratings yet
- C V 1 3 1 - FT WRB Expansion Joints en - v01Document2 pagesC V 1 3 1 - FT WRB Expansion Joints en - v01hudysyafrullahNo ratings yet
- Jis G4051Document1 pageJis G4051Ruano Andreola StumpfNo ratings yet
- Schedule Pile Slab RevDocument2 pagesSchedule Pile Slab RevhudysyafrullahNo ratings yet
- Of Pier of PierDocument1 pageOf Pier of PierhudysyafrullahNo ratings yet
- Sikadur 752 Pds enDocument3 pagesSikadur 752 Pds enMarthin SagalaNo ratings yet
- Sikatop®-144: Product Data SheetDocument4 pagesSikatop®-144: Product Data SheethudysyafrullahNo ratings yet
- Sikagrout 215 New - Pds en PDFDocument3 pagesSikagrout 215 New - Pds en PDFRekal MundiahiNo ratings yet
- Sikadur 752 Pds enDocument3 pagesSikadur 752 Pds enMarthin SagalaNo ratings yet
- Sikagrout 215 New - Pds en PDFDocument3 pagesSikagrout 215 New - Pds en PDFRekal MundiahiNo ratings yet
- PDS SikaViscoCrete-7097 enDocument3 pagesPDS SikaViscoCrete-7097 enhudysyafrullahNo ratings yet
- Sikatop®-144: Product Data SheetDocument4 pagesSikatop®-144: Product Data SheethudysyafrullahNo ratings yet
- Sikagrout 215 New - Pds en PDFDocument3 pagesSikagrout 215 New - Pds en PDFRekal MundiahiNo ratings yet
- Sikadur 752 Pds enDocument3 pagesSikadur 752 Pds enMarthin SagalaNo ratings yet
- Sikatop®-144: Product Data SheetDocument4 pagesSikatop®-144: Product Data SheethudysyafrullahNo ratings yet
- Schedule Pengecoran Volume SisaDocument3 pagesSchedule Pengecoran Volume SisahudysyafrullahNo ratings yet
- PDS - Sika ViscoCrete-8097 SV - EngDocument3 pagesPDS - Sika ViscoCrete-8097 SV - EnghudysyafrullahNo ratings yet
- MAG Wire: Welding Consumables SelectionDocument5 pagesMAG Wire: Welding Consumables SelectionhudysyafrullahNo ratings yet
- Section 12 Metal Inert-Active Gas Welding (MIG MAG GMAW)Document12 pagesSection 12 Metal Inert-Active Gas Welding (MIG MAG GMAW)S GoudaNo ratings yet
- 0.3C-Crmov (Esr) Ultrahigh Strength Steel: by Chidanand Magadum, Resident Engineer, MWCDocument49 pages0.3C-Crmov (Esr) Ultrahigh Strength Steel: by Chidanand Magadum, Resident Engineer, MWCRahul JaitpalNo ratings yet
- Betini 2019Document13 pagesBetini 2019Jose G. Cueva CardeñaNo ratings yet
- Norsok M-601Document24 pagesNorsok M-601Kjell TorgersenNo ratings yet
- 8 Consumables 309-320Document12 pages8 Consumables 309-320Márcio FerreiraNo ratings yet
- Welding ProblemsDocument11 pagesWelding ProblemsJohn BarrogaNo ratings yet
- India Yamaha Motors welding processesDocument3 pagesIndia Yamaha Motors welding processesshashwat bajpaiNo ratings yet
- Heat ExchangerDocument37 pagesHeat Exchangerdhairya1725100% (5)
- Lecture 7Document27 pagesLecture 7Hijau Auliya Keramat Al-qadiryNo ratings yet
- Cebora Bravo MIG2235 ManualDocument5 pagesCebora Bravo MIG2235 Manualradu_3g6573100% (1)
- Optics and Lasers in EngineeringDocument5 pagesOptics and Lasers in EngineeringsenthilNo ratings yet
- PTC Welding, Brazing and Soldering GuideDocument20 pagesPTC Welding, Brazing and Soldering GuideInterogator5No ratings yet
- AutoDrive™4R220 PDFDocument30 pagesAutoDrive™4R220 PDFNicolas RomeroNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- The Role of Shielding GasDocument13 pagesThe Role of Shielding Gasdev-nullNo ratings yet
- KMT Stellite Alloys Brochure FINALDocument15 pagesKMT Stellite Alloys Brochure FINALIkhsan LyNo ratings yet
- Lesson 9Document23 pagesLesson 9Huynh Thanh TamNo ratings yet
- Power Mig (140, 180 MODELS) : Operator's ManualDocument128 pagesPower Mig (140, 180 MODELS) : Operator's Manualoil fieldNo ratings yet
- MP1 M3 Short NotesDocument34 pagesMP1 M3 Short NotesRadhika GandhiNo ratings yet
- Motoweld SR350 ManualDocument101 pagesMotoweld SR350 Manualouyangxin1991No ratings yet
- BSI Standards PublicationDocument40 pagesBSI Standards PublicationQuality Team100% (1)
- Purging While WeldingDocument16 pagesPurging While WeldingchapulincoloradoNo ratings yet