You might also like
- COLLABORATIVEDocument8 pagesCOLLABORATIVEguhadebasisNo ratings yet
- SafetyIntegrityLevel PDFDocument17 pagesSafetyIntegrityLevel PDFzazaNo ratings yet
- Haz ChemDocument5 pagesHaz ChemguhadebasisNo ratings yet
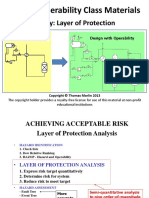
- Safety: Layer of Protection: Process Operability Class MaterialsDocument48 pagesSafety: Layer of Protection: Process Operability Class MaterialsguhadebasisNo ratings yet
- Form Lopa Summary SheetDocument1 pageForm Lopa Summary SheetguhadebasisNo ratings yet
- SummaryDocument1 pageSummaryguhadebasisNo ratings yet
- Simplified Risk Analysis (LOPA)Document8 pagesSimplified Risk Analysis (LOPA)hmatora72_905124701No ratings yet
- Refinery Sweetening Process ExplainedDocument3 pagesRefinery Sweetening Process ExplainedguhadebasisNo ratings yet
- 3 PDFDocument9 pages3 PDFRaju GummaNo ratings yet
- Waste Treatment and DisposalDocument2 pagesWaste Treatment and DisposalguhadebasisNo ratings yet
- Two Fa: Interpreting Ure RatesDocument14 pagesTwo Fa: Interpreting Ure RatesguhadebasisNo ratings yet
- Delayed Coking Process DescriptionDocument14 pagesDelayed Coking Process DescriptionRaju GummaNo ratings yet
- LT HC ProcessDocument9 pagesLT HC ProcessguhadebasisNo ratings yet
- Tail Gas Clean UpDocument2 pagesTail Gas Clean UpguhadebasisNo ratings yet
- Catalytic PolymerisationDocument7 pagesCatalytic PolymerisationguhadebasisNo ratings yet
- Bypass Worksheet: Check The Appropriate BoxDocument1 pageBypass Worksheet: Check The Appropriate BoxguhadebasisNo ratings yet
- 7Document13 pages7Raju GummaNo ratings yet
- 2 PDFDocument31 pages2 PDFRaju GummaNo ratings yet
- Flammables, Explosion Risks and DSEARDocument10 pagesFlammables, Explosion Risks and DSEARTitash Mukherjee SenNo ratings yet
- Crude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand PictureDocument13 pagesCrude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand Pictureul84No ratings yet
- Refinery Economics 2Document9 pagesRefinery Economics 2guhadebasisNo ratings yet
- Processsafety Beacon 2011Document12 pagesProcesssafety Beacon 2011kavehNo ratings yet
- System Pressure Drop: Cumulative Back Pressure 0.08 Psig 0.00 PsigDocument5 pagesSystem Pressure Drop: Cumulative Back Pressure 0.08 Psig 0.00 PsigguhadebasisNo ratings yet
- PSM Compliance ChecklistDocument18 pagesPSM Compliance ChecklistSachin SikkaNo ratings yet
- Storage Tank Gas Breathing For Purge Gas SizingDocument3 pagesStorage Tank Gas Breathing For Purge Gas SizingguhadebasisNo ratings yet
- All in OneDocument28 pagesAll in OnezakiralitalibNo ratings yet
- Guidance Note-Supporting Safety Studies PDFDocument29 pagesGuidance Note-Supporting Safety Studies PDFFrancesco MonacoNo ratings yet
- 1238-Security Announcement Unexploded Ordnance 10 October 2011Document2 pages1238-Security Announcement Unexploded Ordnance 10 October 2011guhadebasisNo ratings yet
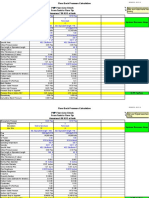
- Cost of Compressed Air FormulaDocument1 pageCost of Compressed Air FormulaguhadebasisNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Essay #01 (First Draft)Document2 pagesEssay #01 (First Draft)thanhtam3819No ratings yet
- Oracle Fusion Middleware: CloningDocument25 pagesOracle Fusion Middleware: CloningSwathiPatluriNo ratings yet
- Comparing Means of Two GroupsDocument8 pagesComparing Means of Two GroupsRobert Kier Tanquerido TomaroNo ratings yet
- Handout Week10.1Document7 pagesHandout Week10.1Antoniette Niña YusonNo ratings yet
- Nutritional Deficiency Disorder Edit OneDocument23 pagesNutritional Deficiency Disorder Edit One01 HifzaNo ratings yet
- What Is A Dry Well?Document4 pagesWhat Is A Dry Well?eullouNo ratings yet
- Cronbach AlphaDocument15 pagesCronbach AlphaRendy EdistiNo ratings yet
- Duct Seal: Multi Cable and Pipe Sealing SystemDocument8 pagesDuct Seal: Multi Cable and Pipe Sealing SystemSri VarshiniNo ratings yet
- Ozone Layer EssayDocument7 pagesOzone Layer Essayb71bpjha100% (2)
- MicrotoxOmni Software Version 4Document12 pagesMicrotoxOmni Software Version 4Louise Veronica JoseNo ratings yet
- Sexual ExtacyDocument18 pagesSexual ExtacyChal JhonnyNo ratings yet
- Industrial Training (Tarun Kumar) - Final ReprtDocument46 pagesIndustrial Training (Tarun Kumar) - Final ReprtSaumya GargNo ratings yet
- Chapter 7Document22 pagesChapter 7one loveNo ratings yet
- Kiribati, Gilbertese BibleDocument973 pagesKiribati, Gilbertese BibleAsia BiblesNo ratings yet
- Tiotropium Bromide: Spiriva Handihaler, Spiriva RespimatDocument9 pagesTiotropium Bromide: Spiriva Handihaler, Spiriva RespimatAssem Ashraf KhidhrNo ratings yet
- 100 Seniman Yang Membentuk Sejarah DuniaDocument134 pages100 Seniman Yang Membentuk Sejarah DuniaIBRAHIM S.Sos,INo ratings yet
- Syllabus 2012 Singing 20190122Document91 pagesSyllabus 2012 Singing 20190122suzypienaarNo ratings yet
- Glycerol Mono StreateDocument6 pagesGlycerol Mono StreateJaleel AhmedNo ratings yet
- ST Biology Nervous System IEP TestDocument3 pagesST Biology Nervous System IEP TestDanielle WilsonNo ratings yet
- Systematic Layout PlanningDocument45 pagesSystematic Layout Planningkevin punzalan94% (31)
- Heat Exchangers: Thermal Activity and Fluid MotionDocument14 pagesHeat Exchangers: Thermal Activity and Fluid Motionishu vohraNo ratings yet
- MR - Abhishek JiDocument4 pagesMR - Abhishek Jimalikgaurav01No ratings yet
- Business Research Chapter 1Document27 pagesBusiness Research Chapter 1Toto H. Ali100% (2)
- Tectonics, Vol. 8, NO. 5, PAGES 1015-1036, October 1989Document22 pagesTectonics, Vol. 8, NO. 5, PAGES 1015-1036, October 1989atoinsepeNo ratings yet
- Datasheet PIC1650Document7 pagesDatasheet PIC1650Vinicius BaconNo ratings yet
- 1) How Are Lakes Classified in Regards To Trophic Status? 2) What Is Cultural Eutrophication?Document31 pages1) How Are Lakes Classified in Regards To Trophic Status? 2) What Is Cultural Eutrophication?Enzo TapingNo ratings yet
- Autoridad Myles Munroe Poder de La El Proposito y PDF Autoridad Myles MunroeDocument5 pagesAutoridad Myles Munroe Poder de La El Proposito y PDF Autoridad Myles MunroeMaricarmen MorenoNo ratings yet
- DHRM 3 SyllabusDocument10 pagesDHRM 3 SyllabusCherokee Tuazon RodriguezNo ratings yet
- Frigga Haug - Beyond Female Masochism. Memory-Work and Politics (1992, Verso) PDFDocument275 pagesFrigga Haug - Beyond Female Masochism. Memory-Work and Politics (1992, Verso) PDFKalindaMarínNo ratings yet
- O Ring Design ParametersDocument2 pagesO Ring Design ParametersHatim KapasiNo ratings yet