You might also like
- Understanding Value Stream MappingDocument12 pagesUnderstanding Value Stream Mappinggandi shrtnNo ratings yet
- Value Stream Mapping Case Study Step by Step ExplainedDocument90 pagesValue Stream Mapping Case Study Step by Step ExplainedOmar RjaibiNo ratings yet
- Value Stream MappingDocument74 pagesValue Stream Mappingssanik1100% (3)
- World Class Manufacturing Checklist GuideDocument13 pagesWorld Class Manufacturing Checklist GuideYurdun OrbakNo ratings yet
- WCM - Re-Engineering Rethinking Business ProcessesDocument54 pagesWCM - Re-Engineering Rethinking Business ProcessesPrashant KadamNo ratings yet
- WCM RCA ToolsDocument45 pagesWCM RCA ToolsVỸ TRẦN100% (1)
- Automotive Industry Cluster TPM Training Material - Kobetsu Kaizen Step 0 - 1Document42 pagesAutomotive Industry Cluster TPM Training Material - Kobetsu Kaizen Step 0 - 1CesarNo ratings yet
- Stream mapping authorization services processDocument6 pagesStream mapping authorization services processCarlos Jose Sibaja CardozoNo ratings yet
- JIT Operations Management Week 14Document37 pagesJIT Operations Management Week 14Muhammad Arsalan ChouhanNo ratings yet
- Single Minute Exchange of DiesDocument11 pagesSingle Minute Exchange of DiesAhmed SamirNo ratings yet
- 01.11 Pillars in Saint-GobainDocument12 pages01.11 Pillars in Saint-GobainSathish Kumar P100% (1)
- Leader Standard Work V1.0Document3 pagesLeader Standard Work V1.0SudhagarNo ratings yet
- 1.0 Define Target VisionDocument23 pages1.0 Define Target VisionAngel PintorNo ratings yet
- Jishu Hozen 140130144020Document25 pagesJishu Hozen 140130144020Santosh SharmaNo ratings yet
- Training Material For Kanban, Heijunka and Pull SystemDocument15 pagesTraining Material For Kanban, Heijunka and Pull SystemMD ABDULLAH AL MANSURNo ratings yet
- STEP1MANDocument101 pagesSTEP1MANRPM28XI100% (1)
- Overall Equipment Effectiveness: GuideDocument13 pagesOverall Equipment Effectiveness: GuideJunjie ChenNo ratings yet
- KPI Guide: Measure Business PerformanceDocument42 pagesKPI Guide: Measure Business PerformanceNAMTHIP TREEYAPONGNo ratings yet
- Proplanner PFEP Overview - 092912Document46 pagesProplanner PFEP Overview - 092912Proplanner AsiaNo ratings yet
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocument80 pagesLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNo ratings yet
- Ford DFSSDocument8 pagesFord DFSSiangardiner.iow5796100% (1)
- Standardized Work: Creating Continuous FlowDocument13 pagesStandardized Work: Creating Continuous FlowHisar SimanjuntakNo ratings yet
- Kamishibai - Golden TriangleDocument12 pagesKamishibai - Golden TriangleMadhavaKrishnaNo ratings yet
- John Hall, Plant Logistics Manager, CNH Wichita Skid Steer, Compact Track Loader OperationsDocument41 pagesJohn Hall, Plant Logistics Manager, CNH Wichita Skid Steer, Compact Track Loader OperationsdifhbvNo ratings yet
- Yamashina WCM Introduzione PPT Compatibility Mode RepairedDocument85 pagesYamashina WCM Introduzione PPT Compatibility Mode RepairededuardolucosNo ratings yet
- AME Lean Assessment GuideDocument35 pagesAME Lean Assessment GuideacauaNo ratings yet
- Standard Work Combination TablesDocument14 pagesStandard Work Combination Tablescoolpawan10No ratings yet
- Gemba WalksGemba WalksDocument232 pagesGemba WalksGemba Walksanthony2069No ratings yet
- Losses & OeeDocument14 pagesLosses & OeeSunil100% (1)
- Error Proofing TechniquesDocument140 pagesError Proofing TechniquesThe Informative Corner हिंदीNo ratings yet
- 05 Maintenance TheoryDocument118 pages05 Maintenance Theoryanderson parizNo ratings yet
- Check List TPMDocument6 pagesCheck List TPMOscar Ybañez100% (1)
- VSM Calculator v6 DEMO 2014-02-28Document5 pagesVSM Calculator v6 DEMO 2014-02-28Jacob Gutierrez GarciaNo ratings yet
- Lean Daily ManagementDocument29 pagesLean Daily ManagementNatarajan R100% (1)
- Presentation On TPS - JIT KanbanDocument93 pagesPresentation On TPS - JIT KanbanManish RajdevNo ratings yet
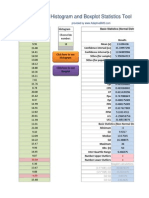
- Histogram Box Plot Statistics AdaptiveBMSDocument13 pagesHistogram Box Plot Statistics AdaptiveBMSashutoshrvNo ratings yet
- AM Machine Classification (Reactive Phase)Document15 pagesAM Machine Classification (Reactive Phase)mauricio39No ratings yet
- Apis Iq v6 FeaturelistDocument2 pagesApis Iq v6 Featurelistanon_812830553No ratings yet
- Analyzing Out-Of-stock in Independent Grocery Stores. An Empirical StudyDocument26 pagesAnalyzing Out-Of-stock in Independent Grocery Stores. An Empirical StudyLenutaGiscaNo ratings yet
- VSMDocument13 pagesVSMnavingaikwad100% (1)
- LEAN Warehouse Assessment ResultDocument26 pagesLEAN Warehouse Assessment ResultmukeshkandoiNo ratings yet
- Manu FacDocument164 pagesManu FacPHÙ TRUNG TIÊNNo ratings yet
- Value Stream MappingDocument40 pagesValue Stream Mappingjinyue7302No ratings yet
- UK VEC PDCA QRQC PrésentationDocument149 pagesUK VEC PDCA QRQC Présentationlaurasirbu100% (3)
- Yazaki - 9.0 Mistake Proofing NYS Training - V4 2011Document44 pagesYazaki - 9.0 Mistake Proofing NYS Training - V4 2011magudeeshNo ratings yet
- SMED TrainingDocument35 pagesSMED TrainingJulio Cesar Medrano Roque80% (5)
- BMW TPM TrainingDocument68 pagesBMW TPM TrainingKawadasanNo ratings yet
- Chrysler's WCM Program and Keys to SuccessDocument4 pagesChrysler's WCM Program and Keys to SuccessNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshNo ratings yet
- Lean and Environment Toolkit Training Modules: - January 2006Document50 pagesLean and Environment Toolkit Training Modules: - January 2006chteo1976No ratings yet
- FTQ OverviewDocument65 pagesFTQ Overviewmishoo73No ratings yet
- Lean WarehousingDocument37 pagesLean Warehousingkevin21790No ratings yet
- Standardized Work Analyze Tool V.3.2+videoDocument17 pagesStandardized Work Analyze Tool V.3.2+videoRobi CahyadiNo ratings yet
- 2017 - Fi MFG - PRGDocument25 pages2017 - Fi MFG - PRGKim EstradaNo ratings yet
- WCM Principle 4 HeijunkaDocument33 pagesWCM Principle 4 HeijunkaSaurabh KothawadeNo ratings yet
- 3) LeanDocument14 pages3) LeanSnehaNo ratings yet
- MSE507 Lean Manufacturing: Learning To See Parts IV, VDocument57 pagesMSE507 Lean Manufacturing: Learning To See Parts IV, VSelvaraj Balasundram100% (1)
- Black Belt Tollgate Checklist BBv1.1Document12 pagesBlack Belt Tollgate Checklist BBv1.1Kristof MCNo ratings yet
- CLSSGB Self-Study - April 2020Document64 pagesCLSSGB Self-Study - April 2020Sravan KrNo ratings yet
- Enlaces Proyecto CNCDocument1 pageEnlaces Proyecto CNCPedro Gabriel GonzálezNo ratings yet
- AbsDocument12 pagesAbsPedro Gabriel GonzálezNo ratings yet
- S7 Plcsim PDFDocument54 pagesS7 Plcsim PDFPedro Gabriel GonzálezNo ratings yet
- prehorARIOS 2 SEMESTREDocument6 pagesprehorARIOS 2 SEMESTREPedro Gabriel GonzálezNo ratings yet
- Termoelectrica 1: Diagrama Estructural de Caldera 1Document1 pageTermoelectrica 1: Diagrama Estructural de Caldera 1Pedro Gabriel GonzálezNo ratings yet
- Recipe Macaroni Soup Team 4 StudentsDocument3 pagesRecipe Macaroni Soup Team 4 StudentsPedro Gabriel GonzálezNo ratings yet
- Runge KuttaADocument1 pageRunge KuttaAPedro Gabriel GonzálezNo ratings yet
- Sap PPDocument21 pagesSap PPTaniya Jain0% (1)
- Sobek PDFDocument7 pagesSobek PDFKabib AbdullahNo ratings yet
- Lean Logistics Case Study SpotlightDocument1 pageLean Logistics Case Study SpotlightPiyush PatelNo ratings yet
- PrevDocument68 pagesPrevSamuelNo ratings yet
- Lean Systems SLIDES Krajewski - OM11ge - C06Document57 pagesLean Systems SLIDES Krajewski - OM11ge - C06Amal Ghrooz100% (1)
- Toyota Production System Case Study Explains Lean Manufacturing RevolutionDocument19 pagesToyota Production System Case Study Explains Lean Manufacturing RevolutionNeha KhanNo ratings yet
- Lean ManagementDocument34 pagesLean ManagementPhoe MuNo ratings yet
- Bhel JitDocument4 pagesBhel Jitswaroopce100% (2)
- LSSGB (Simplilearn, 2014) - Lesson - 5. ImproveDocument54 pagesLSSGB (Simplilearn, 2014) - Lesson - 5. Improvetaghavi1347No ratings yet
- Oracle Inventory User S Guide Release 12.2 Part E48820-04Document1,094 pagesOracle Inventory User S Guide Release 12.2 Part E48820-04NathanNo ratings yet
- Level Loading (Heijunka) : Electronics Manufacturing ServicesDocument4 pagesLevel Loading (Heijunka) : Electronics Manufacturing ServicesBalaji SNo ratings yet
- Lean Operations: Goals, Building Blocks & BenefitsDocument29 pagesLean Operations: Goals, Building Blocks & BenefitskushalNo ratings yet
- Theory of Jugaad PDFDocument11 pagesTheory of Jugaad PDFkrishnissan100% (1)
- Value Stream Mapping ProcessDocument40 pagesValue Stream Mapping ProcessAtifKhan100% (10)
- PLN-Agility in Managing ExecutionDocument188 pagesPLN-Agility in Managing ExecutionTayadih Naid100% (2)
- Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector Case StudyDocument14 pagesAnalyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector Case StudyJamesNo ratings yet
- Lean ITSM Whitepaper PDFDocument60 pagesLean ITSM Whitepaper PDFfabioos0% (1)
- Supply Chain ManagementDocument26 pagesSupply Chain ManagementLinh LêNo ratings yet
- SCM Toyota Group10Document24 pagesSCM Toyota Group10ANKIT SHAH MBA IB 2018-20 (DEL)100% (1)
- Overview of Six SigmaDocument51 pagesOverview of Six SigmastefanhenryNo ratings yet
- SummerDocument46 pagesSummerjyotiNo ratings yet
- How To Understand and Complete A Value Stream Map: Value Chain Competitiveness (VCC)Document29 pagesHow To Understand and Complete A Value Stream Map: Value Chain Competitiveness (VCC)Navnath TamhaneNo ratings yet
- Delivering Project Quality (2021 Update) - 042333Document16 pagesDelivering Project Quality (2021 Update) - 042333Joseph Kwafo MensahNo ratings yet
- 7 WastesDocument15 pages7 WastesHUNG555No ratings yet
- Gemba WalksGemba WalksDocument232 pagesGemba WalksGemba Walksanthony2069No ratings yet
- Material Master Hierarchy: Configuration Steps For Defining Output Format of Material NumberDocument36 pagesMaterial Master Hierarchy: Configuration Steps For Defining Output Format of Material NumberSambit Mohanty100% (1)
- Johnson 16e Chapter08Document53 pagesJohnson 16e Chapter08Carmenn LouNo ratings yet
- Sap MM ReportsDocument18 pagesSap MM ReportsArvind DavanamNo ratings yet
- Kanban PresentationDocument12 pagesKanban Presentationanca_jklNo ratings yet