You might also like
- General Mechanical Questionnaire Without AnswersDocument7 pagesGeneral Mechanical Questionnaire Without AnswersDaniel Jimenez MerayoNo ratings yet
- ANSYS Workbench LS DYNA Users InstructionsDocument47 pagesANSYS Workbench LS DYNA Users InstructionshaithamNo ratings yet
- ANSYS Workbench LS DYNA Users InstructionsDocument47 pagesANSYS Workbench LS DYNA Users InstructionshaithamNo ratings yet
- Behavior and Analysis of Curved and Skewed Steel Girder BridgesDocument14 pagesBehavior and Analysis of Curved and Skewed Steel Girder Bridgestrabajosic100% (1)
- Strength of Materials: An Introduction to the Analysis of Stress and StrainFrom EverandStrength of Materials: An Introduction to the Analysis of Stress and StrainRating: 5 out of 5 stars5/5 (1)
- J R Rice - Path Independentt Integral - JAM68Document8 pagesJ R Rice - Path Independentt Integral - JAM68CJCONSTANTENo ratings yet
- 36b73ed7-6794-4c83-9d92-6b3676675211Document20 pages36b73ed7-6794-4c83-9d92-6b3676675211muralihare100% (1)
- Critical Buckling EquationDocument18 pagesCritical Buckling Equationxsi666No ratings yet
- LS-DYNA for Beginners: A Step-by-Step GuideDocument10 pagesLS-DYNA for Beginners: A Step-by-Step Guidesgssgs19% (11)
- LS-DYNA for Beginners: A Step-by-Step GuideDocument10 pagesLS-DYNA for Beginners: A Step-by-Step Guidesgssgs19% (11)
- LS-DYNA for Beginners: A Step-by-Step GuideDocument10 pagesLS-DYNA for Beginners: A Step-by-Step Guidesgssgs19% (11)
- Genuine: Choose Every Time!Document40 pagesGenuine: Choose Every Time!DinamikaMarine50% (2)
- 12V 600VA Inverter Project Using A Transformer Salvaged From UPSDocument3 pages12V 600VA Inverter Project Using A Transformer Salvaged From UPSwafula2589% (9)
- 12V 600VA Inverter Project Using A Transformer Salvaged From UPSDocument3 pages12V 600VA Inverter Project Using A Transformer Salvaged From UPSwafula2589% (9)
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (4)
- Rotordynamic For Vertical PumpDocument14 pagesRotordynamic For Vertical PumpVgvr GvlsvNo ratings yet
- SM Ras-3m23gacv-E Ras-M10 13 16 GK (C) VP-eDocument105 pagesSM Ras-3m23gacv-E Ras-M10 13 16 GK (C) VP-eGoguredNo ratings yet
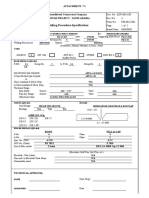
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- Stone Crusher Spare Parts Manufacturer and Supplier - VK Metal Cast & Engineering BrochureDocument6 pagesStone Crusher Spare Parts Manufacturer and Supplier - VK Metal Cast & Engineering BrochureVK Metal Cast & Engineering100% (1)
- SGL PT Brochure Graphite Block Heat ExchangersDocument16 pagesSGL PT Brochure Graphite Block Heat ExchangersdardocapoNo ratings yet
- ELASTIC STRESSES IN SINGLE MITRED BENDSDocument22 pagesELASTIC STRESSES IN SINGLE MITRED BENDSWang Kin HuiNo ratings yet
- 7 62×39mmDocument8 pages7 62×39mmsgssgs1100% (1)
- Effect OF: Axial Loads On Radial Stress in Curved BeamsDocument13 pagesEffect OF: Axial Loads On Radial Stress in Curved BeamsRenner EgalonNo ratings yet
- The Behaviour of A Channel Cantilever Under Combined Bending and Torsional Loads N. W. Murray and Y. C. LauDocument20 pagesThe Behaviour of A Channel Cantilever Under Combined Bending and Torsional Loads N. W. Murray and Y. C. LauahmerNo ratings yet
- An Energy Approach For Predicting Springback of Metal Sheets After Double-Curvature Forming, Part I: Axisymmetric StampingDocument22 pagesAn Energy Approach For Predicting Springback of Metal Sheets After Double-Curvature Forming, Part I: Axisymmetric Stampingsani_buangNo ratings yet
- Introduction To Modelling: Soil BehaviourDocument39 pagesIntroduction To Modelling: Soil BehaviourAnonymous v1blzDsEWANo ratings yet
- 1VECF1 - Analysis of Crack-Tip Constraint Due To V - and U - Side Grooves in C (T) SpecimensDocument11 pages1VECF1 - Analysis of Crack-Tip Constraint Due To V - and U - Side Grooves in C (T) SpecimensslvjayaprakashNo ratings yet
- Biaxial cyclic deformation behaviour of steelsDocument14 pagesBiaxial cyclic deformation behaviour of steelsDavid C Houser100% (1)
- Plastic Deformation and Perforation of Thin Plates Resulting From Projectile Impact?Document23 pagesPlastic Deformation and Perforation of Thin Plates Resulting From Projectile Impact?Patrick SummersNo ratings yet
- JRRT2000Vol214NoF1Document14 pagesJRRT2000Vol214NoF1adriana GreguerNo ratings yet
- K Yahiaoui 2000 Ref 2017 35-46Document12 pagesK Yahiaoui 2000 Ref 2017 35-46SRIKANTH K 15PHD1093No ratings yet
- CTOD - Fracture MechanicsDocument9 pagesCTOD - Fracture MechanicsFlavio BarrionuevoNo ratings yet
- (1972) Plastic Analysis of Castellated Beams-I-Interaction of Moment, Shear and Axial ForceDocument31 pages(1972) Plastic Analysis of Castellated Beams-I-Interaction of Moment, Shear and Axial ForcemikarceNo ratings yet
- Using Moment and Axial Interaction Equations To Account For Moment and Shear Lag Effects in Tension MembersDocument9 pagesUsing Moment and Axial Interaction Equations To Account For Moment and Shear Lag Effects in Tension MembersSergioAlcantaraNo ratings yet
- Influence of Pre-Buckling Displacements On The Elastic Critical Loads of Thin Walled Bars of Open Cross SectionDocument12 pagesInfluence of Pre-Buckling Displacements On The Elastic Critical Loads of Thin Walled Bars of Open Cross SectionJosé Ferreira FilhoNo ratings yet
- NASA Paper Analyzes Stress Around Plate HolesDocument19 pagesNASA Paper Analyzes Stress Around Plate HolesJacob VergheseNo ratings yet
- Axial compression of metallic spherical shellsDocument21 pagesAxial compression of metallic spherical shellsCuong NguyenNo ratings yet
- 0142 1123 (93) 90299 6Document1 page0142 1123 (93) 90299 6Anıl AygenNo ratings yet
- Plastic - Collapse at Pipes and Vessels PDFDocument19 pagesPlastic - Collapse at Pipes and Vessels PDFElias KapaNo ratings yet
- Liu - Fatigue Crack Propagation and Applied Stress Range - An Energy ApproachDocument7 pagesLiu - Fatigue Crack Propagation and Applied Stress Range - An Energy ApproachDavid C HouserNo ratings yet
- 04-19-26 Sedmak DTZSB2021Document8 pages04-19-26 Sedmak DTZSB2021LudiNo ratings yet
- 430 PDFDocument33 pages430 PDFPeterNo ratings yet
- Ad 0603929Document57 pagesAd 0603929Anonymous uqEd11hn6fNo ratings yet
- A. C. Palmer, Undrained Plane - Strain Expansion of A Cylindrical Cavity in Clay. A Simple Interpretation of The Pressuremeter TestDocument21 pagesA. C. Palmer, Undrained Plane - Strain Expansion of A Cylindrical Cavity in Clay. A Simple Interpretation of The Pressuremeter TestEnrique BarragánNo ratings yet
- Column Webs in Steel Beam-To-Column Connexions Part I-Formulation and VerificationDocument27 pagesColumn Webs in Steel Beam-To-Column Connexions Part I-Formulation and VerificationSabra SABRANo ratings yet
- 0142 1123 (92) 90041 A PDFDocument1 page0142 1123 (92) 90041 A PDFSwapnil NarnavareNo ratings yet
- Inelastic Buckling of Beams PDFDocument18 pagesInelastic Buckling of Beams PDFlyeshiunNo ratings yet
- The Dynamics of Three-Dimensional Underwater Explosion BubbleDocument17 pagesThe Dynamics of Three-Dimensional Underwater Explosion BubblepaulocouceiroNo ratings yet
- J Engfracmech 2013 05 014Document12 pagesJ Engfracmech 2013 05 014Ali ANo ratings yet
- Fracture Mechanics of Through-Cracked Cylindrical Pressure VesselsDocument35 pagesFracture Mechanics of Through-Cracked Cylindrical Pressure Vesselsbfred_4No ratings yet
- 3144Document10 pages3144Mona AwadNo ratings yet
- Abramowicz1984a, DYNAMIC AXIAL CRUSHING OF SQUARE TUBESDocument30 pagesAbramowicz1984a, DYNAMIC AXIAL CRUSHING OF SQUARE TUBESOwl EagleNo ratings yet
- y.garud Multiaxial FatigueDocument27 pagesy.garud Multiaxial FatiguebazookavnitNo ratings yet
- DuttaDocument8 pagesDuttaAna-Maria PopNo ratings yet
- Effects of Structural Damping: On Flutter O F Stressed PanelsDocument35 pagesEffects of Structural Damping: On Flutter O F Stressed PanelsTRUNG QUOC LENo ratings yet
- StressinCurvedCircularThinWallTubes PDFDocument2 pagesStressinCurvedCircularThinWallTubes PDFskyerfreeNo ratings yet
- Pergamon: A Theoretical Study of The Effect of Weld Geometry Parameters On Fatigue Crack Propagation LifeDocument18 pagesPergamon: A Theoretical Study of The Effect of Weld Geometry Parameters On Fatigue Crack Propagation Lifebahman.samadiNo ratings yet
- Strength of Materials: Theory and ExamplesDocument314 pagesStrength of Materials: Theory and ExamplesNkrumah JoshuaNo ratings yet
- ISRS-2004 International Symposium of Research Students on Materials and EngineeringDocument10 pagesISRS-2004 International Symposium of Research Students on Materials and Engineeringசெல்வ குமார்No ratings yet
- 1988 Finite Element Analysis of Stability of Thin-Walled Beams of Open SectionDocument15 pages1988 Finite Element Analysis of Stability of Thin-Walled Beams of Open SectionHussein M. H. Al-KhafajiNo ratings yet
- A Finite Element Study of The Residual Stresses and Deformation in Hemispherical Contacts (Robert Jackson)Document10 pagesA Finite Element Study of The Residual Stresses and Deformation in Hemispherical Contacts (Robert Jackson)Raphael LemosNo ratings yet
- An Analytical Soln For Wave Propagation in Pipe Pile With Mul. DefectsDocument17 pagesAn Analytical Soln For Wave Propagation in Pipe Pile With Mul. DefectsRAJ KARANNo ratings yet
- An Analytical Solution For Axisymmetric Tunnel Problems in Elasto Plastic MediaDocument18 pagesAn Analytical Solution For Axisymmetric Tunnel Problems in Elasto Plastic MediaYashwanth KumarNo ratings yet
- Pure Bending Analysis of Isotropic Plates Using Third-Order Energy FunctionalDocument9 pagesPure Bending Analysis of Isotropic Plates Using Third-Order Energy FunctionalEnem Johnmartins IkemefunaNo ratings yet
- The Effect of Porosity On The Fatigue Life of Cast Aluminium-SiliconDocument12 pagesThe Effect of Porosity On The Fatigue Life of Cast Aluminium-SiliconSatis MrtNo ratings yet
- The Effect of Porosity On The Fatigue Life of Cast Aluminium-Silicon AlloysDocument12 pagesThe Effect of Porosity On The Fatigue Life of Cast Aluminium-Silicon AlloysshilohNo ratings yet
- Evaluation of Mode-I Inter Laminar Fracture Toughness For Fiber Reinforced Composite MaterialsDocument6 pagesEvaluation of Mode-I Inter Laminar Fracture Toughness For Fiber Reinforced Composite Materialsn_kosmasNo ratings yet
- Slope Stability Analysis Based On The Rigid FiniteDocument17 pagesSlope Stability Analysis Based On The Rigid FiniteLutfiadji Agung HidayatNo ratings yet
- Stress-Intensity Factors For A Wide Range of Semi-Elliptical Surface Cracks in Finite-Thickness PlatesDocument13 pagesStress-Intensity Factors For A Wide Range of Semi-Elliptical Surface Cracks in Finite-Thickness PlatesYASHANSHU DIXITNo ratings yet
- 221 Lab 1 - Tensile Testing of Metals (2017W)Document8 pages221 Lab 1 - Tensile Testing of Metals (2017W)Abdul HafieNo ratings yet
- Rocha 2012Document11 pagesRocha 2012AMOKE SHABHARI S K RNo ratings yet
- Surface tension effects on stress around nanosized holesDocument14 pagesSurface tension effects on stress around nanosized holesKasmiNo ratings yet
- Bucklingprobingofsphericalshells JWHJMTTsubmittedDocument29 pagesBucklingprobingofsphericalshells JWHJMTTsubmittedCuong NguyenNo ratings yet
- International Journal of Mechanical Sciences: Shun-Jie Li, Chang-Yu Zhou, Jian Li, Xiang-Ming Pan, Xiao-Hua HeDocument14 pagesInternational Journal of Mechanical Sciences: Shun-Jie Li, Chang-Yu Zhou, Jian Li, Xiang-Ming Pan, Xiao-Hua HeLeonardo Fernandes PinheiroNo ratings yet
- Amrita JoMFT11Document35 pagesAmrita JoMFT11thiyakiNo ratings yet
- Modeling of FailureDocument59 pagesModeling of Failuresgssgs1No ratings yet
- Material Failure TheoryDocument5 pagesMaterial Failure Theorysgssgs1No ratings yet
- Hard ChoicesDocument1 pageHard Choicessgssgs1No ratings yet
- CMV 29Document2 pagesCMV 29Anand SridharanNo ratings yet
- Keynote DuboisDocument12 pagesKeynote Duboissadi_koaNo ratings yet
- J CookDocument18 pagesJ CookShubham GuptaNo ratings yet
- 17.1. Typical Drop Test Procedure: 17.1.1.1. STEP 1: Create or Import The ModelDocument9 pages17.1. Typical Drop Test Procedure: 17.1.1.1. STEP 1: Create or Import The Modelsgssgs1No ratings yet
- Mesh SweepingDocument13 pagesMesh Sweepingsgssgs1No ratings yet
- Material Failure TheoryDocument5 pagesMaterial Failure Theorysgssgs1No ratings yet
- Nose Cone Design PDFDocument8 pagesNose Cone Design PDFsgssgs1No ratings yet
- Sweep Method ControlDocument6 pagesSweep Method Controlsgssgs1No ratings yet
- Caea Ansys Ls-Dyna Customization ActDocument25 pagesCaea Ansys Ls-Dyna Customization Actsgssgs1No ratings yet
- Mesh SweepingDocument13 pagesMesh Sweepingsgssgs1No ratings yet
- Ansys Ls-Dyna Users GuideDocument203 pagesAnsys Ls-Dyna Users GuideMauricio RamosNo ratings yet
- Ansys Ls-Dyna Users GuideDocument203 pagesAnsys Ls-Dyna Users GuideMauricio RamosNo ratings yet
- Ansys Ls-Dyna Users GuideDocument203 pagesAnsys Ls-Dyna Users GuideMauricio RamosNo ratings yet
- Back-UPS: Models 250, 400, 450, 600, 900 & 1250Document40 pagesBack-UPS: Models 250, 400, 450, 600, 900 & 1250Sid RcNo ratings yet
- Back-UPS: Models 250, 400, 450, 600, 900 & 1250Document40 pagesBack-UPS: Models 250, 400, 450, 600, 900 & 1250Sid RcNo ratings yet
- Gastec Qa 198Document24 pagesGastec Qa 198CristianNo ratings yet
- Structural Design 1: Module inDocument4 pagesStructural Design 1: Module inkangkongNo ratings yet
- Archimedes PrincipleDocument4 pagesArchimedes Principleraviteja036No ratings yet
- FANUC Laser C1000-C6000 Operator's ManualDocument166 pagesFANUC Laser C1000-C6000 Operator's ManualTec PachucaNo ratings yet
- Positioning Strain Gages To Monitor Bending, Axial, Shear, and Torsional LoadsDocument2 pagesPositioning Strain Gages To Monitor Bending, Axial, Shear, and Torsional LoadsPrakash VasudevanNo ratings yet
- Shear & Diagonal Tension in BeamsDocument15 pagesShear & Diagonal Tension in BeamsS. M. ZAHIDUR RAHMAN 1301129No ratings yet
- Sectional Properties of Rolled Steel Joists (Ref: Is: 808 - 1989 & Is: 12778 - 2004)Document49 pagesSectional Properties of Rolled Steel Joists (Ref: Is: 808 - 1989 & Is: 12778 - 2004)rohitnrgNo ratings yet
- Group 7 Final Project PhysicsDocument8 pagesGroup 7 Final Project PhysicsJoshua Ray MananquilNo ratings yet
- BOM for 11 kV VCB truck assembly componentsDocument3 pagesBOM for 11 kV VCB truck assembly componentsTawhidul IslamNo ratings yet
- Mechanical, Plumbing, Electrical Materials ListDocument3 pagesMechanical, Plumbing, Electrical Materials ListMohamedNo ratings yet
- Assemble Xootr Scooter in Under 20 MinutesDocument1 pageAssemble Xootr Scooter in Under 20 MinutesPulkit AggarwalNo ratings yet
- Aprilia Parts CatalogDocument126 pagesAprilia Parts CatalogyokoNo ratings yet
- AE240 Notes Early-Airfoil-Development-Handout-1Document5 pagesAE240 Notes Early-Airfoil-Development-Handout-1mohamedNo ratings yet
- Katalog WF 2007Document92 pagesKatalog WF 2007Ing István-Mátyás Tupper MátéNo ratings yet
- Bujii Opel BenzinaDocument2 pagesBujii Opel BenzinaCata Stefan0% (1)
- Clausius ClapeyronDocument2 pagesClausius ClapeyronKarthikeyanNo ratings yet
- Postgrad Courses PDFDocument36 pagesPostgrad Courses PDFShah Wali UllahNo ratings yet
- Ape City March 2013Document60 pagesApe City March 2013DEEPAKNo ratings yet
- Review Questions: 3. The Cyclist Has A Mass of 50 KG and Is Accelerating at 0.9 M/sDocument8 pagesReview Questions: 3. The Cyclist Has A Mass of 50 KG and Is Accelerating at 0.9 M/sMohamedNo ratings yet
- RC SLAB1 SoftwareDocument14 pagesRC SLAB1 Softwaresofianina05No ratings yet
- Kinematics of Particle - N-T, R-Theta - ClassDocument33 pagesKinematics of Particle - N-T, R-Theta - ClassLebogang TlhagwaneNo ratings yet
- Ejercicios de ConfiabilidadDocument3 pagesEjercicios de ConfiabilidadIvan Jose HerreraNo ratings yet