You might also like
- Corrossion Control of Underwater PilesDocument23 pagesCorrossion Control of Underwater Pilesvaradha s nairNo ratings yet
- Marine FlexenDocument67 pagesMarine FlexenpayaljeevaNo ratings yet
- Pga GroutDocument2 pagesPga GroutDileepa DissanayakeNo ratings yet
- Wca-27 - Heien Larssen - Fire Alarm and Extinguisher SystemDocument97 pagesWca-27 - Heien Larssen - Fire Alarm and Extinguisher SystemANo ratings yet
- S1239 Epoxy Primer: DescriptionDocument2 pagesS1239 Epoxy Primer: DescriptionELEJONDO Pablo - VCNo ratings yet
- Manufacturing MMMMMMMMMMMMM and Assembling of Drill RodsDocument24 pagesManufacturing MMMMMMMMMMMMM and Assembling of Drill RodsGoturi KAMALAKAR REDDYNo ratings yet
- Omega 2000 powder coating unit setup guideDocument19 pagesOmega 2000 powder coating unit setup guideRenato AbalosNo ratings yet
- Hempaflor Decorate 600Document2 pagesHempaflor Decorate 600Riian Apriansyah100% (1)
- PQR Al 6xxxDocument7 pagesPQR Al 6xxxAmin ThabetNo ratings yet
- Dsi Dywidag Gewi Flimu System en 01Document12 pagesDsi Dywidag Gewi Flimu System en 01Tato Del AguilaNo ratings yet
- Barracuda Gold Weld TestsDocument24 pagesBarracuda Gold Weld TestsHeinz Zavala GaleanoNo ratings yet
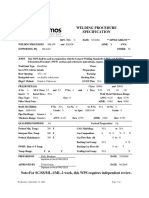
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- 131 - 1.9.1.2-85T - 316 Stainless SteelDocument4 pages131 - 1.9.1.2-85T - 316 Stainless SteelFtg WwfdfNo ratings yet
- WPS for FCAW of steel pipe and fittingsDocument9 pagesWPS for FCAW of steel pipe and fittingsCesar ArellanoNo ratings yet
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkeNo ratings yet
- High-Strength Ditch Magnets for Oil & GasDocument2 pagesHigh-Strength Ditch Magnets for Oil & GasAkshat TarateNo ratings yet
- EZ PURGE water soluble purge damsDocument2 pagesEZ PURGE water soluble purge damsGeorge ManuelNo ratings yet
- Pipeline WeldingDocument61 pagesPipeline Weldingravi00098No ratings yet
- Weld Tech FolderDocument42 pagesWeld Tech FolderIlija RunjajicNo ratings yet
- Underwater Wet Weld Repairs on Cruise Ship and FPSODocument14 pagesUnderwater Wet Weld Repairs on Cruise Ship and FPSOMubeenNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, MoDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, Mobaskaran ayyapparajNo ratings yet
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 pagesDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahNo ratings yet
- 278 en US FactSheet Main 01Document1 page278 en US FactSheet Main 01Jorge Manuel GuillermoNo ratings yet
- Allied Piping Catalouge 2018Document8 pagesAllied Piping Catalouge 2018ArshadNo ratings yet
- Specification SRE-004-SFBDocument1 pageSpecification SRE-004-SFBvictorNo ratings yet
- Section 11 - Drilling Mud ManualDocument4 pagesSection 11 - Drilling Mud ManualMohamed AbozeimaNo ratings yet
- KCC DataSheet LT313ENGDocument2 pagesKCC DataSheet LT313ENGNasir AnsariNo ratings yet
- TPAO production group operation historyDocument40 pagesTPAO production group operation historygregNo ratings yet
- Technical Specifications TSHD Jan de NulDocument4 pagesTechnical Specifications TSHD Jan de NulRavael SimanjuntakNo ratings yet
- Government of India tender for ventilation fansDocument39 pagesGovernment of India tender for ventilation fanskalaiNo ratings yet
- MasterSeal TC 244Document2 pagesMasterSeal TC 244EngTamerNo ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- NCR AG I 055 With Vendors ReplyDocument12 pagesNCR AG I 055 With Vendors ReplymuhammedemraanNo ratings yet
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Document22 pagesTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117No ratings yet
- Difference between SS316 and SS316L Stainless Steel GradesDocument1 pageDifference between SS316 and SS316L Stainless Steel GradesSableen SinghNo ratings yet
- Alpha HoistsDocument2 pagesAlpha HoistsminakirolosNo ratings yet
- Strain Aging TestDocument6 pagesStrain Aging TestPalani KarthiNo ratings yet
- CES Business PresentationDocument50 pagesCES Business PresentationGary David CrowhurstNo ratings yet
- TSC-CCVT-WPS-28 Rev 00 (Welding Procedure Spec PVD)Document54 pagesTSC-CCVT-WPS-28 Rev 00 (Welding Procedure Spec PVD)Khôi ĐàoNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- Technical Data 3CR12Document15 pagesTechnical Data 3CR12rudiskw456No ratings yet
- 08 MIR CentrifugeDocument1,242 pages08 MIR Centrifugeanse1No ratings yet
- Purging Brochure PDFDocument19 pagesPurging Brochure PDFjustinctlNo ratings yet
- Brochure StolwayDocument12 pagesBrochure StolwayDidit AndiatmokoNo ratings yet
- Scope of Work Location Prepration For Wafa Drilling Well A61Document7 pagesScope of Work Location Prepration For Wafa Drilling Well A61ابرار عمرNo ratings yet
- Sikagard - 62Document4 pagesSikagard - 62bassem kooliNo ratings yet
- Hyundai Electrode CATALOG - 7thDocument134 pagesHyundai Electrode CATALOG - 7tharianaseri100% (1)
- Wellbore Cleanup Magnets BrochureDocument12 pagesWellbore Cleanup Magnets Brochurefreebookie88No ratings yet
- TenarisConfab Overview 20130514 PDFDocument42 pagesTenarisConfab Overview 20130514 PDFThiago BarcelosNo ratings yet
- ABS Part3 Steel Vessel 2011Document225 pagesABS Part3 Steel Vessel 2011Mohd Firdaus AlmusannaNo ratings yet
- New materials for sour gas drill pipeDocument2 pagesNew materials for sour gas drill pipeamigofirmNo ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Slab Gate Valves Api 6ADocument39 pagesSlab Gate Valves Api 6AJuan Pablo100% (1)
- SHARP Tech TipsDocument11 pagesSHARP Tech TipsdanNo ratings yet
- Underwater Welding PDFDocument5 pagesUnderwater Welding PDFrock_xxx567879No ratings yet
- Welding ProcedureDocument2 pagesWelding ProcedureAndrey GyrychNo ratings yet
- Lincoln Submerged ArcDocument54 pagesLincoln Submerged ArcjdNo ratings yet
- BACK GOUGING PROCEDUREDocument2 pagesBACK GOUGING PROCEDUREVishal SharmaNo ratings yet
- Procedures For Stud Welding Shear Connectors Through DeckingDocument3 pagesProcedures For Stud Welding Shear Connectors Through DeckingScott NorrisNo ratings yet
- EN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-20 21547530 2023-07-21Document1 pageEN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-20 21547530 2023-07-21Ehab Attia SelimNo ratings yet
- EN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-20 21547527 2023-07-21Document1 pageEN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-20 21547527 2023-07-21Ehab Attia SelimNo ratings yet
- EN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-10 21547557 2023-07-21Document1 pageEN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-10 21547557 2023-07-21Ehab Attia SelimNo ratings yet
- Olofsfors Skopstal Engelska Us-A4-2018 WebDocument36 pagesOlofsfors Skopstal Engelska Us-A4-2018 WebragkaraNo ratings yet
- All 125 1 19 Benna Standard e Rinforzata Per PalaDocument16 pagesAll 125 1 19 Benna Standard e Rinforzata Per PalaEhab Attia SelimNo ratings yet
- OSS GET SectionDocument164 pagesOSS GET SectionEhab Attia SelimNo ratings yet
- EN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-20 21547531 2023-07-21Document1 pageEN 10 204 - 3.1 Quality Inspection PO.011.2022 10396282-20 21547531 2023-07-21Ehab Attia SelimNo ratings yet
- Hex Bucket enDocument7 pagesHex Bucket enKeron TrotzNo ratings yet
- CAT Buckets Technical SpecificationsDocument6 pagesCAT Buckets Technical SpecificationsEhab Attia SelimNo ratings yet
- Cutting Edges & End Bits: Bolt-On & Weld-In Cutting Edges For Buckets & BladesDocument32 pagesCutting Edges & End Bits: Bolt-On & Weld-In Cutting Edges For Buckets & Blades8897477809No ratings yet
- WES33407 K-Series GET Components v10Document12 pagesWES33407 K-Series GET Components v10Max SashikhinNo ratings yet
- Bucket Sizing PresentationDocument51 pagesBucket Sizing PresentationEhab Attia SelimNo ratings yet
- Bucket Terminology: Wheel LoadersDocument3 pagesBucket Terminology: Wheel LoadersEric CNo ratings yet
- Cat K Series Tooth System Model Guide: Conversion ChartDocument4 pagesCat K Series Tooth System Model Guide: Conversion ChartJOSE FRANCO CRUZNo ratings yet
- Customer Guide To Ground Engaging ToolsDocument28 pagesCustomer Guide To Ground Engaging ToolsEhab Attia SelimNo ratings yet
- Rubber RecyclingDocument15 pagesRubber RecyclingEhab Attia SelimNo ratings yet
- Welding Procedure: Dura-Tuff Grouser ProductsDocument4 pagesWelding Procedure: Dura-Tuff Grouser ProductsEhab Attia SelimNo ratings yet
- Material Handling Buckets: FusionDocument2 pagesMaterial Handling Buckets: FusionEhab Attia SelimNo ratings yet
- Hardox in SeaDocument28 pagesHardox in SeaEhab Attia SelimNo ratings yet
- 154 Hard and ToughDocument20 pages154 Hard and ToughEhab Attia SelimNo ratings yet
- Typical Anchors Used in Cement PlantsDocument1 pageTypical Anchors Used in Cement PlantsEhab Attia SelimNo ratings yet
- Hardox On Site PDFDocument2 pagesHardox On Site PDFEhab Attia SelimNo ratings yet
- 170 - en - Hardox in Roundbar v5Document2 pages170 - en - Hardox in Roundbar v5Ehab Attia SelimNo ratings yet
- Hardox On Site PDFDocument2 pagesHardox On Site PDFEhab Attia SelimNo ratings yet
- 3.hardox in Coal Power PlantsDocument13 pages3.hardox in Coal Power PlantsEhab Attia SelimNo ratings yet
- 1 EN0721 A Vane Troubleshooting GuideDocument65 pages1 EN0721 A Vane Troubleshooting Guidergg_135292No ratings yet
- CNC19 - EngDocument2 pagesCNC19 - EngEhab Attia SelimNo ratings yet
- SSAB Welding Hardox Wear Plate 103 enDocument20 pagesSSAB Welding Hardox Wear Plate 103 enimupathanNo ratings yet
- AWS Steel Structures Costs and DatesDocument1 pageAWS Steel Structures Costs and DatesEhab Attia SelimNo ratings yet
- Application HydrostaticsDocument23 pagesApplication HydrostaticsHASSAN ARSHADNo ratings yet
- Physics AssignmentDocument41 pagesPhysics AssignmentMustapha KaojeNo ratings yet
- Description Features: Ait Semiconductor IncDocument10 pagesDescription Features: Ait Semiconductor IncMaktum KamatNo ratings yet
- Sustainable Transport in UlaanbaatarDocument27 pagesSustainable Transport in UlaanbaatarErdene TuyaNo ratings yet
- Siemens Mobilett XP Products Safety Information Performing The Checks in Accordance With Iec 62353Document34 pagesSiemens Mobilett XP Products Safety Information Performing The Checks in Accordance With Iec 62353Félix Enríquez0% (1)
- India-Iran Relations Progress Problems and ProspecDocument53 pagesIndia-Iran Relations Progress Problems and Prospecمريم جاسمNo ratings yet
- Monitoring Ug Geotech PtfiDocument32 pagesMonitoring Ug Geotech Ptfimaruko100% (2)
- Optical Fiber-Dispersion SP 2014Document19 pagesOptical Fiber-Dispersion SP 2014Ajay DillikarNo ratings yet
- DeforestationDocument4 pagesDeforestationPeggopoulouNo ratings yet
- 3 Term Worksheet (2018 - 19) : Subject - Science Class - V Name: Sec.Document10 pages3 Term Worksheet (2018 - 19) : Subject - Science Class - V Name: Sec.Paulo C. CruzNo ratings yet
- Horn SystemDocument9 pagesHorn SystemMirceaNo ratings yet
- 1 12 020 Is A105n - DatasheetDocument3 pages1 12 020 Is A105n - DatasheetRico Eka ArfiansyahNo ratings yet
- Journal of Physics EconomicsDocument6 pagesJournal of Physics EconomicsmauudyNo ratings yet
- SNP Tanker ReportDocument3 pagesSNP Tanker ReportfikrifadzalNo ratings yet
- Trace Therm Brochure F 1Document4 pagesTrace Therm Brochure F 1Amro Metwally El HendawyNo ratings yet
- Mech. Design (Sizing)Document12 pagesMech. Design (Sizing)Alaa Ramadan100% (1)
- Catalogo PDFGeneratorDocument3 pagesCatalogo PDFGeneratoredwraulNo ratings yet
- P Module 6A PDFDocument52 pagesP Module 6A PDFSundareshwar SNo ratings yet
- B Voc Renewable EnergyDocument4 pagesB Voc Renewable EnergyBlessy JoyNo ratings yet
- EEDC DetailDocument21 pagesEEDC DetailAfrian HindrawijayaNo ratings yet
- Review of Measurement and Modelling of Permation and Diffusion in PolymersDocument73 pagesReview of Measurement and Modelling of Permation and Diffusion in Polymersn3tr0x100% (1)
- Difference Between Bi ND NuDocument6 pagesDifference Between Bi ND NuIzuchucku JohnNo ratings yet
- HIGH FREQUENCY FATIGUE FAILURE IN SILENCER/PULSATION DAMPERSDocument6 pagesHIGH FREQUENCY FATIGUE FAILURE IN SILENCER/PULSATION DAMPERS4jawwy markme026100% (1)
- CSE Engineering Course DetailsDocument233 pagesCSE Engineering Course DetailsVenkatesh Kumar0% (1)
- Three Phase TransformersDocument11 pagesThree Phase TransformersNosta SilvaNo ratings yet
- Phase Controlled Rectifier Circuit TypesDocument107 pagesPhase Controlled Rectifier Circuit TypesVarun Singh IndaNo ratings yet
- Design and Analysis of Three Rotor Rotary EngineDocument10 pagesDesign and Analysis of Three Rotor Rotary EngineIRJMETS JOURNALNo ratings yet
- Sintech Make Pumps For Power Generation IndustryDocument16 pagesSintech Make Pumps For Power Generation Industrysahildhingra0% (1)
- Waste Collection Report: An Analysis of Traditional and Automated SystemsDocument135 pagesWaste Collection Report: An Analysis of Traditional and Automated SystemsCamila Correa MendozaNo ratings yet
- Atomic Theory StationsDocument7 pagesAtomic Theory StationsJomar CarabotNo ratings yet