You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 04-Methods of Thermodynamics and Statistical MechanicsDocument67 pages04-Methods of Thermodynamics and Statistical Mechanicschrismast anthonyNo ratings yet
- List Kebutuhan Material ProjectDocument8 pagesList Kebutuhan Material ProjectSuryono SuryoNo ratings yet
- Detroit ManualDocument435 pagesDetroit Manualvictorhernandezrega50% (2)
- 30HXCDocument2 pages30HXCvbharath21100% (1)
- Energies: Hydrothermal Carbonization (HTC) of Seaweed (Macroalgae) For Producing HydrocharDocument16 pagesEnergies: Hydrothermal Carbonization (HTC) of Seaweed (Macroalgae) For Producing HydrochareddixavierNo ratings yet
- Submittal Chiler 205 TRDocument5 pagesSubmittal Chiler 205 TRcarmen hernandezNo ratings yet
- 11 PDF Fslce Physics QPDocument28 pages11 PDF Fslce Physics QPAT SinaNo ratings yet
- Online HACCP Plan for RestaurantDocument97 pagesOnline HACCP Plan for RestaurantDarja Subotički80% (10)
- Block - 1Document66 pagesBlock - 1Abhijeet MalikNo ratings yet
- Fast Calculations of Entropy of The Ammonia-Water System 2Document10 pagesFast Calculations of Entropy of The Ammonia-Water System 2Jamir CalNo ratings yet
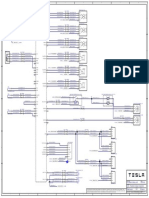
- 2013 Model S Wiring: LHD Sop2+Eu: Do Not Scale Drawing SheetDocument1 page2013 Model S Wiring: LHD Sop2+Eu: Do Not Scale Drawing SheetTan BuiNo ratings yet
- Lennox DLSC Heat Pump Product Brochure-1Document2 pagesLennox DLSC Heat Pump Product Brochure-1dgpetrov1977No ratings yet
- THE IDEAL GAS (Topic6)Document17 pagesTHE IDEAL GAS (Topic6)ch0k3 iiiNo ratings yet
- Comparing Stability of Metal and Fused Silica SPRTsDocument8 pagesComparing Stability of Metal and Fused Silica SPRTsAlexandraAndreeaNo ratings yet
- Shimadzu Uv 1700 Spectrophotometer Brochure PDFDocument24 pagesShimadzu Uv 1700 Spectrophotometer Brochure PDFGianCarlosQVNo ratings yet
- Analisa Pengaruh Bentuk Lekukan Pipa Kapiler Dan Diameter Berbeda Terhadap Suhu Evaporator Pada Refrigerator Jenis DispenserDocument10 pagesAnalisa Pengaruh Bentuk Lekukan Pipa Kapiler Dan Diameter Berbeda Terhadap Suhu Evaporator Pada Refrigerator Jenis Dispenserrusmin aircon solutionNo ratings yet
- What Is EnergyDocument24 pagesWhat Is EnergywoodhullsNo ratings yet
- SPECIFIC HEAT AND PHASE CHANGESDocument4 pagesSPECIFIC HEAT AND PHASE CHANGESMichael Harrichandsingh100% (1)
- A2 53a ThermalenergyDocument39 pagesA2 53a ThermalenergyHany ElGezawyNo ratings yet
- Calculating Core Temperature (PAPER)Document6 pagesCalculating Core Temperature (PAPER)Giovanni Hernández DecaniniNo ratings yet
- STP Exam SolutionsDocument9 pagesSTP Exam SolutionsRoy VeseyNo ratings yet
- Energy Saving Products Hi Velocity Aug 2020 Parts List 080120Document20 pagesEnergy Saving Products Hi Velocity Aug 2020 Parts List 080120CTHNo ratings yet
- Calibration of volumetric glasswareDocument4 pagesCalibration of volumetric glasswareRajan Chugh100% (2)
- ChE Objective Type Questions Compilation-Dean Medina 8-19-12Document144 pagesChE Objective Type Questions Compilation-Dean Medina 8-19-12Yul TalaveraNo ratings yet
- Design of Cooling SystemDocument5 pagesDesign of Cooling Systemsameerpatel15770100% (1)
- Lab Report Spray DryerDocument4 pagesLab Report Spray DryerOh Hui XuanNo ratings yet
- Evaporator and Condenser CoilsDocument3 pagesEvaporator and Condenser CoilsSME CoilsNo ratings yet
- Heating & Cooling Block HB-R48Document24 pagesHeating & Cooling Block HB-R48Ignacio Francisco López GarcíaNo ratings yet
- XI CHANGFENG 2024 - Miscibility of Light Oil and Flue Gas Under Thermal ActionDocument8 pagesXI CHANGFENG 2024 - Miscibility of Light Oil and Flue Gas Under Thermal Actionmilla kamilatuzzahrohNo ratings yet
- Script:-.Air Condition ScriptDocument11 pagesScript:-.Air Condition Scriptaimri_cochinNo ratings yet