You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Stress Strain Diagram for Ductile and Brittle MaterialsDocument15 pagesStress Strain Diagram for Ductile and Brittle MaterialsWaqas Qureshi100% (5)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Thermal Management of Microelectronic Equipment: Heat Transfer Theory, Analysis Methods, and Design PracticesDocument429 pagesThermal Management of Microelectronic Equipment: Heat Transfer Theory, Analysis Methods, and Design Practicesehtisham khanNo ratings yet
- Atomic Theory Timeline Project StudentDocument4 pagesAtomic Theory Timeline Project Student전정국No ratings yet
- Dose The Right Amount of ChemicalsDocument3 pagesDose The Right Amount of ChemicalsrajachemNo ratings yet
- Screenplay Script Outline Template MS WordDocument14 pagesScreenplay Script Outline Template MS WordRashef MahbubNo ratings yet
- Install NX Software GuideDocument2 pagesInstall NX Software GuideRashef MahbubNo ratings yet
- Sat Practice Test 6 PDFDocument72 pagesSat Practice Test 6 PDFgyeonggNo ratings yet
- Course Outline V1Document4 pagesCourse Outline V1Rashef MahbubNo ratings yet
- Manufacture, 230 (2), 331-353Document1 pageManufacture, 230 (2), 331-353Rashef MahbubNo ratings yet
- Process Modelling UpdateDocument2 pagesProcess Modelling UpdateRashef MahbubNo ratings yet
- Digital Manufacturing HWDocument4 pagesDigital Manufacturing HWRashef MahbubNo ratings yet
- Chapter 9 Problem StatementsDocument1 pageChapter 9 Problem StatementsRashef MahbubNo ratings yet
- Timed Essay on Allowing People to Work in Their Own WayDocument46 pagesTimed Essay on Allowing People to Work in Their Own WayNguyen TranNo ratings yet
- Productflyer - 978 0 8176 8264 4Document1 pageProductflyer - 978 0 8176 8264 4Rashef MahbubNo ratings yet
- In Search of Indoor Comfort: Engs 44 Sustainable DesignDocument10 pagesIn Search of Indoor Comfort: Engs 44 Sustainable Designrd radenNo ratings yet
- J JH10 Manual Current Model PDFDocument26 pagesJ JH10 Manual Current Model PDFRashef MahbubNo ratings yet
- MAE113 Practice 2 39 PDFDocument2 pagesMAE113 Practice 2 39 PDFRashef MahbubNo ratings yet
- Forging Math ProblemsDocument6 pagesForging Math ProblemsRashef Mahbub100% (1)
- Fem CodesDocument12 pagesFem CodesRaturi DeepankarNo ratings yet
- Bengli Question - 1Document1 pageBengli Question - 1Rashef MahbubNo ratings yet
- Bandsaw SOPDocument2 pagesBandsaw SOPRashef MahbubNo ratings yet
- Effects of Some Process Parameters On The Impulse Force in Single Pulsed EDMDocument3 pagesEffects of Some Process Parameters On The Impulse Force in Single Pulsed EDMRashef MahbubNo ratings yet
- Shock properties: Upstream M=2, Pt=100psia, Tt=100FDocument2 pagesShock properties: Upstream M=2, Pt=100psia, Tt=100FRashef MahbubNo ratings yet
- Matlab FemDocument45 pagesMatlab Femsohailrao100% (3)
- 100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 77 ZG Ôw Õ Gi DJVDJ - 77ZgDocument1 page100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 77 ZG Ôw Õ Gi DJVDJ - 77ZgRashef MahbubNo ratings yet
- Experimental Study of EDM and Shaping of SiSiC and SiCDocument2 pagesExperimental Study of EDM and Shaping of SiSiC and SiCRashef MahbubNo ratings yet
- Moving Boundary Value ProblemDocument6 pagesMoving Boundary Value ProblemRashef MahbubNo ratings yet
- Lecture 25Document33 pagesLecture 25lorraineinskyNo ratings yet
- Jeff Giving DirectionsDocument1 pageJeff Giving DirectionsRashef MahbubNo ratings yet
- 100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 83Zg Ôw Õ Gi DJVDJ - 83ZgDocument1 page100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 83Zg Ôw Õ Gi DJVDJ - 83ZgRashef MahbubNo ratings yet
- 06-Exhaust Gas Analysis and Air PollutionDocument41 pages06-Exhaust Gas Analysis and Air PollutionRashef MahbubNo ratings yet
- Cylindrical CavityDocument53 pagesCylindrical CavitySiddharth RawatNo ratings yet
- Mucoadhesive DDS - 1749098145Document14 pagesMucoadhesive DDS - 1749098145Vaibhav ThoratNo ratings yet
- Flow Lab Experiments Boundary Layers & Pressure ProfilesDocument4 pagesFlow Lab Experiments Boundary Layers & Pressure ProfilesgetsweetNo ratings yet
- Principles and Applications of Analytical TechniquesDocument2 pagesPrinciples and Applications of Analytical TechniquesArham Ahmed100% (1)
- Essential Words For The TOEFLDocument28 pagesEssential Words For The TOEFLpritam goleNo ratings yet
- Numerical Model TurnerDocument696 pagesNumerical Model TurnerChandan Kumar Ray100% (1)
- Waukesha Cherry-Burrell centrifugal pump performance curvesDocument4 pagesWaukesha Cherry-Burrell centrifugal pump performance curvesjokishNo ratings yet
- What Is Matter???: Pure Substance MixtureDocument4 pagesWhat Is Matter???: Pure Substance MixtureArdelynNo ratings yet
- Uncertainty of Atomic Absorption SpectrometerDocument7 pagesUncertainty of Atomic Absorption SpectrometerbelazouzboualemNo ratings yet
- 8497 1843-04 Assessment ReportDocument103 pages8497 1843-04 Assessment ReportВладимирNo ratings yet
- Seepage Pressure PDFDocument8 pagesSeepage Pressure PDFVenance MasanjaNo ratings yet
- Catalogo Completo Cooper LightingDocument130 pagesCatalogo Completo Cooper LightingWilliam Dante Mescco SaireNo ratings yet
- Stability Indicating RP HPLC Method Development and Validation of Everolimus in Bulk and Pharmaceutical Dosage FormDocument9 pagesStability Indicating RP HPLC Method Development and Validation of Everolimus in Bulk and Pharmaceutical Dosage FormEditor IJTSRDNo ratings yet
- Extra Practice Mixed Gas Law Problems AnswersDocument4 pagesExtra Practice Mixed Gas Law Problems AnswersJensen Ryan Lim100% (1)
- Simple Process Produces Boron Citrate PowderDocument5 pagesSimple Process Produces Boron Citrate PowderAliNo ratings yet
- Fluid MechDocument205 pagesFluid MechMahesh Ramteke100% (1)
- Diffusion and OsmosisDocument4 pagesDiffusion and OsmosisdetNo ratings yet
- SN310 3 10 5BLDocument9 pagesSN310 3 10 5BLvvvNo ratings yet
- CIE354 Syllabus 2017Document4 pagesCIE354 Syllabus 2017Sebastian CanoNo ratings yet
- Pavement Components 2Document61 pagesPavement Components 2Md. Shofiul IslamNo ratings yet
- Experiment 9 Measurement of Hydraulic Conductivity of Granular SoilsDocument12 pagesExperiment 9 Measurement of Hydraulic Conductivity of Granular SoilsAllyssa SuyatNo ratings yet
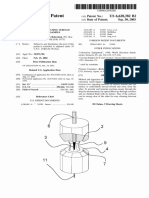
- United States Patent (10) Patent No.: Us 6,628,382 B2: Robertson (45) Date of Patent: Sep. 30, 2003Document14 pagesUnited States Patent (10) Patent No.: Us 6,628,382 B2: Robertson (45) Date of Patent: Sep. 30, 2003LazScibdNo ratings yet
- Alloyed: Case-Hardening Steels RM16 - RM16PBDocument3 pagesAlloyed: Case-Hardening Steels RM16 - RM16PBShubhangi ShindeNo ratings yet
- Lab 2 Density Accuracy Precision and GraphingDocument9 pagesLab 2 Density Accuracy Precision and GraphingAnonymous aMLEoZ6mINo ratings yet
- Xado 15W40,20W50Document2 pagesXado 15W40,20W50GamalNo ratings yet
- MEC520T Design For Vibration Control. Assignments 1 and 2Document4 pagesMEC520T Design For Vibration Control. Assignments 1 and 2Kommaraju BhavanaNo ratings yet