You might also like
- GRP and Buildings: A Design Guide for Architects and EngineersFrom EverandGRP and Buildings: A Design Guide for Architects and EngineersNo ratings yet
- Maintain Safe Operations of Aging LNG FacilitiesDocument40 pagesMaintain Safe Operations of Aging LNG FacilitiesAbu Faiz100% (1)
- Ageing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationFrom EverandAgeing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Guideline For Sealings in Solar Thermal Collectors 130525Document24 pagesGuideline For Sealings in Solar Thermal Collectors 130525fabio1199No ratings yet
- PV Module Lifetime Prediction TechniquesDocument10 pagesPV Module Lifetime Prediction TechniquesNasaii AhmadNo ratings yet
- Obsolescence Management The Impact OnDocument8 pagesObsolescence Management The Impact OnZia Ul BasithNo ratings yet
- Process Intensification: Engineering for Efficiency, Sustainability and FlexibilityFrom EverandProcess Intensification: Engineering for Efficiency, Sustainability and FlexibilityNo ratings yet
- Strategies to the Prediction, Mitigation and Management of Product ObsolescenceFrom EverandStrategies to the Prediction, Mitigation and Management of Product ObsolescenceNo ratings yet
- ZF QD83-2018 - English-French - WebDocument70 pagesZF QD83-2018 - English-French - WebBESNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Forecasting Electronic Part Life CyclesDocument14 pagesForecasting Electronic Part Life CyclesrocaoNo ratings yet
- Regulatory Oversight of Ageing Management and Long Term Operation Programme of Nuclear Power PlantsFrom EverandRegulatory Oversight of Ageing Management and Long Term Operation Programme of Nuclear Power PlantsNo ratings yet
- (SED 12) Case Studies of Rehabilitation Repair Retrofitting and StrengtheningDocument133 pages(SED 12) Case Studies of Rehabilitation Repair Retrofitting and StrengtheningMarcela Figueiredo100% (1)
- BSI PD 6510 State of The Art For Remaining Life CalculationDocument32 pagesBSI PD 6510 State of The Art For Remaining Life CalculationTanase GabrielNo ratings yet
- Efficiency in Sealing A BKM Case Study Vernikovsky2013Document4 pagesEfficiency in Sealing A BKM Case Study Vernikovsky2013mhafizanNo ratings yet
- QD83 - Global Supplier Quality Directive - Edition 2018Document66 pagesQD83 - Global Supplier Quality Directive - Edition 2018mirosek100% (1)
- HRSG Lifing BriefDocument12 pagesHRSG Lifing BriefAnonymous utxGVB5Vy100% (1)
- Applicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsFrom EverandApplicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsNo ratings yet
- Fundamentals of Applied Reservoir Engineering: Appraisal, Economics and OptimizationFrom EverandFundamentals of Applied Reservoir Engineering: Appraisal, Economics and OptimizationRating: 3.5 out of 5 stars3.5/5 (2)
- The Global Forest Products Model: Structure, Estimation, and ApplicationsFrom EverandThe Global Forest Products Model: Structure, Estimation, and ApplicationsNo ratings yet
- jstd033 For Baking TempDocument20 pagesjstd033 For Baking Tempram dhukeNo ratings yet
- MECH-001-002 DAMAGE MITIGATION IN UREA PLANTS Rev017Document55 pagesMECH-001-002 DAMAGE MITIGATION IN UREA PLANTS Rev017zakariazelmatmecNo ratings yet
- HSE Information Sheet Ageing Semi-Submersible Installations Offshore Information Sheet No 5 2007Document5 pagesHSE Information Sheet Ageing Semi-Submersible Installations Offshore Information Sheet No 5 2007Saeed JabbariNo ratings yet
- SPRA Design Guide 2012Document42 pagesSPRA Design Guide 2012TomChalmersNo ratings yet
- PIP-Guidelines For Spare Parts ManagementDocument16 pagesPIP-Guidelines For Spare Parts ManagementrizaNo ratings yet
- MTS Adhesives Project 3: Environmental Durability of Adhesive Bonds Report No 5Document26 pagesMTS Adhesives Project 3: Environmental Durability of Adhesive Bonds Report No 5Subhadip RoyNo ratings yet
- Adhesives Technology for Electronic Applications: Materials, Processing, ReliabilityFrom EverandAdhesives Technology for Electronic Applications: Materials, Processing, ReliabilityNo ratings yet
- Embedded Mechatronic Systems 2: Analysis of Failures, Modeling, Simulation and OptimizationFrom EverandEmbedded Mechatronic Systems 2: Analysis of Failures, Modeling, Simulation and OptimizationNo ratings yet
- VDA Structure Component Requirement Specification Module IDocument28 pagesVDA Structure Component Requirement Specification Module IQualidadeTFNo ratings yet
- ITTC - Recommended Procedures and Guidelines: Model Tests For Offshore Wind Tur-BinesDocument19 pagesITTC - Recommended Procedures and Guidelines: Model Tests For Offshore Wind Tur-BinesLawrd RrafieNo ratings yet
- Technical Standards and Design Guidelines: Mixed - Use BuildingsFrom EverandTechnical Standards and Design Guidelines: Mixed - Use BuildingsNo ratings yet
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsFrom EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsNo ratings yet
- Case Histories of Life Cycle Well Integrity Management Using iWIT Software PDFDocument9 pagesCase Histories of Life Cycle Well Integrity Management Using iWIT Software PDFhamadahutpNo ratings yet
- Methodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsFrom EverandMethodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsNo ratings yet
- Norwegian Oil and Gas Life Extension GuidelinesDocument20 pagesNorwegian Oil and Gas Life Extension GuidelinesPar MadNo ratings yet
- Reliability Technology: Principles and Practice of Failure Prevention in Electronic SystemsFrom EverandReliability Technology: Principles and Practice of Failure Prevention in Electronic SystemsNo ratings yet
- Understanding Refractory Failures in Fired Heaters White PaperDocument10 pagesUnderstanding Refractory Failures in Fired Heaters White PaperVAHIDNo ratings yet
- Non Destructive Testing of Composite MaterialsDocument52 pagesNon Destructive Testing of Composite Materialsadfahdz100% (2)
- 1 s2.0 S2352484722008824 MainDocument20 pages1 s2.0 S2352484722008824 Mainelena.breaz.utbmNo ratings yet
- Compact Heat Exchangers - Guidance For EngineersDocument255 pagesCompact Heat Exchangers - Guidance For Engineerschem_ta100% (3)
- DfD Guidelines for Product DesignDocument8 pagesDfD Guidelines for Product DesignMalvika KulkarniNo ratings yet
- RREUSE Case Studies On Reparability - FinalDocument14 pagesRREUSE Case Studies On Reparability - FinalAAANo ratings yet
- Draft Good Safety Practices Update 301218 v3Document61 pagesDraft Good Safety Practices Update 301218 v3eduardo burgosNo ratings yet
- Summary Review on the Application of Computational Fluid Dynamics in Nuclear Power Plant DesignFrom EverandSummary Review on the Application of Computational Fluid Dynamics in Nuclear Power Plant DesignNo ratings yet
- Bock HGX34P 2 PoleDocument30 pagesBock HGX34P 2 Polezornitsa.7707No ratings yet
- Intensification of Sorption Processes: Active and Passive MechanismsFrom EverandIntensification of Sorption Processes: Active and Passive MechanismsNo ratings yet
- R 449 PDFDocument24 pagesR 449 PDFKhaleel KhanNo ratings yet
- Product Specification Intercom SetDocument2 pagesProduct Specification Intercom SetJoão Pedro AlmeidaNo ratings yet
- Antenna Details: ShipboardDocument70 pagesAntenna Details: ShipboardJoão Pedro AlmeidaNo ratings yet
- OpAmp Reference SheetDocument5 pagesOpAmp Reference SheetJoão Pedro AlmeidaNo ratings yet
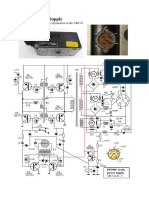
- PP1990 Power Supply: Replacement For The DY103 Dynamotor in The ARC34Document1 pagePP1990 Power Supply: Replacement For The DY103 Dynamotor in The ARC34João Pedro AlmeidaNo ratings yet
- Build Your Own Alarm PDFDocument1 pageBuild Your Own Alarm PDFJoão Pedro AlmeidaNo ratings yet
- RMS PDFDocument4 pagesRMS PDFJoão Pedro AlmeidaNo ratings yet
- Basic Instruments: KeysightDocument10 pagesBasic Instruments: KeysightJoão Pedro AlmeidaNo ratings yet
- Opt-1 V2 PDFDocument9 pagesOpt-1 V2 PDFJoão Pedro AlmeidaNo ratings yet
- Wire Set OPT-1 Reference Guide: HT-3 H/LDocument9 pagesWire Set OPT-1 Reference Guide: HT-3 H/LJoão Pedro AlmeidaNo ratings yet
- MORE THAN JUST DRY AIR: SOLUTIONS FOR LONG-TERM STORAGEDocument3 pagesMORE THAN JUST DRY AIR: SOLUTIONS FOR LONG-TERM STORAGEJoão Pedro AlmeidaNo ratings yet
- MRO Hangar: One Simple, Low Cost SolutionDocument17 pagesMRO Hangar: One Simple, Low Cost SolutionJoão Pedro AlmeidaNo ratings yet
- UPS Transformer Winding E140166 XPB-5Document1 pageUPS Transformer Winding E140166 XPB-5João Pedro AlmeidaNo ratings yet
- Battery - Containing Product Information Data Sheet: Lithium-Ion and Lithium-Ion Polymer BatteryDocument4 pagesBattery - Containing Product Information Data Sheet: Lithium-Ion and Lithium-Ion Polymer BatteryJoão Pedro AlmeidaNo ratings yet
- Buy, Sell, Rent or Trade-In Product Pressure CalibratorDocument8 pagesBuy, Sell, Rent or Trade-In Product Pressure CalibratorJoão Pedro AlmeidaNo ratings yet
- 14-Inverter Training ManualDocument55 pages14-Inverter Training ManualEdeki MondayNo ratings yet
- Aims Power Invertors Gain Market ForceDocument2 pagesAims Power Invertors Gain Market ForceJoão Pedro AlmeidaNo ratings yet
- What's RMS Power or RMS Watts?Document4 pagesWhat's RMS Power or RMS Watts?Me63001No ratings yet
- N8011Q - Logbook EntriesDocument13 pagesN8011Q - Logbook EntriesJoão Pedro AlmeidaNo ratings yet
- DIY Solar Electric Power Starter Course: Inverters: It's (Mostly) About Making WavesDocument9 pagesDIY Solar Electric Power Starter Course: Inverters: It's (Mostly) About Making WavesJoão Pedro AlmeidaNo ratings yet
- Surplus Radio Conversion Manual PDFDocument127 pagesSurplus Radio Conversion Manual PDFJoão Pedro AlmeidaNo ratings yet
- Gray Code Generator and Decoder: by Carsten Kristiansen Napier University November 2004Document21 pagesGray Code Generator and Decoder: by Carsten Kristiansen Napier University November 2004João Pedro AlmeidaNo ratings yet
- Gillham Code Decoding for Aircraft AltitudeDocument1 pageGillham Code Decoding for Aircraft AltitudeJoão Pedro AlmeidaNo ratings yet
- MC14066B Quad Analog Switch/Quad Multiplexer: Marking DiagramsDocument12 pagesMC14066B Quad Analog Switch/Quad Multiplexer: Marking DiagramsJoão Pedro AlmeidaNo ratings yet
- Service Manual Star T3 - T3R UPS 1kVA 3kVA 220VACDocument14 pagesService Manual Star T3 - T3R UPS 1kVA 3kVA 220VACJoão Pedro AlmeidaNo ratings yet
- Inverters & Voltage ConvertersDocument28 pagesInverters & Voltage ConvertersJoão Pedro AlmeidaNo ratings yet
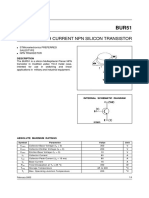
- High Current NPN Silicon TransistorDocument4 pagesHigh Current NPN Silicon TransistorJoão Pedro AlmeidaNo ratings yet
- Lab 03: Resistance and ResistivityDocument2 pagesLab 03: Resistance and ResistivityMuhammad Arqam ZaheerNo ratings yet
- Dimensions in MM (Inches) .: TO3 (TO204AA) PinoutsDocument1 pageDimensions in MM (Inches) .: TO3 (TO204AA) PinoutsJoão Pedro AlmeidaNo ratings yet
- Cast Bullet Alloys & Alloy MaintenanceDocument15 pagesCast Bullet Alloys & Alloy MaintenanceagabattiNo ratings yet
- Mil PRF 7808LDocument18 pagesMil PRF 7808LLuca LombardiNo ratings yet
- General Characteristics of Thermally Cycled Tin Oxide Gas Sensors 1989Document10 pagesGeneral Characteristics of Thermally Cycled Tin Oxide Gas Sensors 1989Koit MauringNo ratings yet
- Tin Smelting Slag CharacteristicsDocument5 pagesTin Smelting Slag CharacteristicsJoão CoelhoNo ratings yet
- Tin Pest in Lead-Free Solders: Technical BriefDocument2 pagesTin Pest in Lead-Free Solders: Technical BriefBurak ÖZBAKIRNo ratings yet
- History of Tawara Mining: Report Produced By: Leul TeweldeDocument3 pagesHistory of Tawara Mining: Report Produced By: Leul TeweldeKedus Leji YaredNo ratings yet
- US7111950-Method For Forming A Metallic Mirror Surface On A Receiving SurfaceDocument11 pagesUS7111950-Method For Forming A Metallic Mirror Surface On A Receiving SurfacethiruvilanNo ratings yet
- XRF Consumables GuideDocument26 pagesXRF Consumables GuideHazem DiabNo ratings yet
- Science Form 4 - Chapter 5Document74 pagesScience Form 4 - Chapter 5Eric ChewNo ratings yet
- Long-Term Storage of Components, Subassemblies and Devices: Guidelines For TheDocument32 pagesLong-Term Storage of Components, Subassemblies and Devices: Guidelines For TheJoão Pedro AlmeidaNo ratings yet
- How pH Affects Metal Corrosion RatesDocument41 pagesHow pH Affects Metal Corrosion RatesZiHong100% (1)
- Electrical Parts List: 5-1 HCP4363WX/XACDocument26 pagesElectrical Parts List: 5-1 HCP4363WX/XACDaniboy1994No ratings yet
- Yas 106 - Ats 1060Document30 pagesYas 106 - Ats 1060廖智辉No ratings yet
- Yamaha RX v573 HTR 5065Document134 pagesYamaha RX v573 HTR 5065jiktorNo ratings yet
- 2009 NADCA Alloy DataDocument38 pages2009 NADCA Alloy Dataramaswamykama786No ratings yet
- Yamaha rx-v673 htr-6065 Rx-A720 PDFDocument190 pagesYamaha rx-v673 htr-6065 Rx-A720 PDFSreejesh100% (1)
- Leson3 FerrousandNon-FerrousMetalsDocument35 pagesLeson3 FerrousandNon-FerrousMetalsKaushik SenguptaNo ratings yet
- Bat 3Document49 pagesBat 3Paul OñaNo ratings yet
- Edexcel Physics Coursework ExamplesDocument7 pagesEdexcel Physics Coursework Examplesf5dt39tp100% (2)
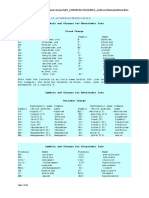
- Symbols and Charges-Monoatomic IonsDocument20 pagesSymbols and Charges-Monoatomic Ionsjon_kasilagNo ratings yet
- Acetic Acid, Glacial: 'Baker Analyzed A.C.S. Reagent (Aldehyde Free)Document2 pagesAcetic Acid, Glacial: 'Baker Analyzed A.C.S. Reagent (Aldehyde Free)rudyNo ratings yet
- Kinstler - Cracks During GalvanizingDocument79 pagesKinstler - Cracks During Galvanizingrobox514No ratings yet
- Licensed Toxic Waste Collectors in SingaporeDocument27 pagesLicensed Toxic Waste Collectors in Singaporecolin_m_chanNo ratings yet
- Packaging Technology PDFDocument0 pagesPackaging Technology PDFchikoopanda100% (4)
- As 1834.1-1991 Material For Soldering Solder AlloysDocument6 pagesAs 1834.1-1991 Material For Soldering Solder AlloysSAI Global - APACNo ratings yet
- UntitledDocument596 pagesUntitledandrewNo ratings yet
- Iso Mat 0010 - V10Document40 pagesIso Mat 0010 - V10mmajidlatif100% (1)
- R G Bronze Mfg. Company PVT Limited RGBDocument2 pagesR G Bronze Mfg. Company PVT Limited RGBVignesh PvlNo ratings yet
- Minsur S.A.: Tin MetalDocument3 pagesMinsur S.A.: Tin MetalCAROLINA OLIVOS CARMONANo ratings yet
- CEfE PED TeachersBookU01-10Document128 pagesCEfE PED TeachersBookU01-10Ariadne RiveroNo ratings yet