You might also like
- Ten CommandmentsDocument13 pagesTen CommandmentsKhayaalNo ratings yet
- Leadership 8Document26 pagesLeadership 8Saranathan PksnNo ratings yet
- Art of GivingDocument3 pagesArt of GivingSaranathan PksnNo ratings yet
- EagleDocument3 pagesEagleSaranathan PksnNo ratings yet
- India's Contribution To The Rest of The WorldDocument62 pagesIndia's Contribution To The Rest of The Worldraj06740No ratings yet
- Symptoms of Winning TeamDocument3 pagesSymptoms of Winning TeamSaranathan PksnNo ratings yet
- Symptoms of Winning TeamDocument3 pagesSymptoms of Winning TeamSaranathan PksnNo ratings yet
- Small "Q" and Big "Q"Document1 pageSmall "Q" and Big "Q"Saranathan PksnNo ratings yet
- Significance of Number 108Document6 pagesSignificance of Number 108Saranathan PksnNo ratings yet
- Beginners' GuideDocument62 pagesBeginners' GuideSaranathan PksnNo ratings yet
- A Butterfly's LessonDocument11 pagesA Butterfly's LessonRhaine Magtoto50% (2)
- Balanced Behaviour For Fair ManagementDocument2 pagesBalanced Behaviour For Fair ManagementSaranathan PksnNo ratings yet
- Basics of AirplaneDocument16 pagesBasics of AirplaneSaranathan PksnNo ratings yet
- The Pillars of Self MasteryDocument42 pagesThe Pillars of Self MasteryShaurik MehtaNo ratings yet
- BHAJA GOVINDAM Tranlation With Telugu ScriptDocument12 pagesBHAJA GOVINDAM Tranlation With Telugu Scriptmadhuv3No ratings yet
- Carreer PlanningDocument3 pagesCarreer PlanningSaranathan PksnNo ratings yet
- Faith Can Move MountainsDocument2 pagesFaith Can Move MountainsSaranathan PksnNo ratings yet
- 45 RulesDocument2 pages45 RulesKeefe dela CruzNo ratings yet
- Article On Design For Manuf..Document7 pagesArticle On Design For Manuf..Saranathan PksnNo ratings yet
- FunDocument2 pagesFunSaranathan PksnNo ratings yet
- Murphy LawDocument2 pagesMurphy LawSaranathan PksnNo ratings yet
- The Power of SilenceDocument2 pagesThe Power of SilenceSaranathan PksnNo ratings yet
- Gita SarDocument17 pagesGita Sarkushal jaitwaniNo ratings yet
- FMEADocument33 pagesFMEASaranathan PksnNo ratings yet
- Batteries ArticleDocument6 pagesBatteries ArticleSaranathan PksnNo ratings yet
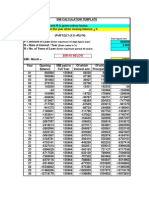
- EMI Calculation TemplateDocument1 pageEMI Calculation TemplateSaranathan PksnNo ratings yet
- Ask, Receive: and Ye ShallDocument7 pagesAsk, Receive: and Ye ShallSaranathan PksnNo ratings yet
- World TimesDocument2 pagesWorld TimesSaranathan PksnNo ratings yet
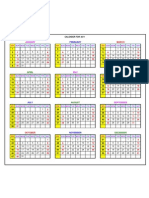
- Global CalendarDocument1 pageGlobal CalendarSaranathan PksnNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Land Measurement in PunjabDocument3 pagesLand Measurement in PunjabJunaid Iqbal33% (3)
- Cisco CMTS Feature GuideDocument756 pagesCisco CMTS Feature GuideEzequiel Mariano DaoudNo ratings yet
- Individual Assignment ScribdDocument4 pagesIndividual Assignment ScribdDharna KachrooNo ratings yet
- Suband Coding in MatlabDocument5 pagesSuband Coding in MatlabZoro Roronoa0% (1)
- Measuring Renilla Luciferase Luminescence in Living CellsDocument5 pagesMeasuring Renilla Luciferase Luminescence in Living CellsMoritz ListNo ratings yet
- Impolitic Art Sparks Debate Over Societal ValuesDocument10 pagesImpolitic Art Sparks Debate Over Societal ValuesCarine KmrNo ratings yet
- THE PEOPLE OF FARSCAPEDocument29 pagesTHE PEOPLE OF FARSCAPEedemaitreNo ratings yet
- JD - Software Developer - Thesqua - Re GroupDocument2 pagesJD - Software Developer - Thesqua - Re GroupPrateek GahlanNo ratings yet
- sl2018 667 PDFDocument8 pagessl2018 667 PDFGaurav MaithilNo ratings yet
- Ryerson EthicsDocument20 pagesRyerson EthicssinghbabaNo ratings yet
- 10 Slides For A Perfect Startup Pitch DeckDocument6 pages10 Slides For A Perfect Startup Pitch DeckZakky AzhariNo ratings yet
- Guidelines Tax Related DeclarationsDocument16 pagesGuidelines Tax Related DeclarationsRaghul MuthuNo ratings yet
- Username: Password:: 4193 Votes 9 Days OldDocument6 pagesUsername: Password:: 4193 Votes 9 Days OldΘώμηΜπουμπαρηNo ratings yet
- Introduction To OpmDocument30 pagesIntroduction To OpmNaeem Ul HassanNo ratings yet
- Yanmar America publication listing for engine parts, service, and operation manualsDocument602 pagesYanmar America publication listing for engine parts, service, and operation manualsEnrique Murgia50% (2)
- Create a seat booking form with Google Forms, Google Sheets and Google Apps Script - Yagisanatode - AppsScriptPulseDocument3 pagesCreate a seat booking form with Google Forms, Google Sheets and Google Apps Script - Yagisanatode - AppsScriptPulsebrandy57279No ratings yet
- 5 Dec2021-AWS Command Line Interface - User GuideDocument215 pages5 Dec2021-AWS Command Line Interface - User GuideshikhaxohebkhanNo ratings yet
- Mythi From AndromedaDocument383 pagesMythi From AndromedaRico MinnerNo ratings yet
- Weir Stability Analysis Report PDFDocument47 pagesWeir Stability Analysis Report PDFSubodh PoudelNo ratings yet
- Exor EPF-1032 DatasheetDocument2 pagesExor EPF-1032 DatasheetElectromateNo ratings yet
- New Brunswick CDS - 2020-2021Document31 pagesNew Brunswick CDS - 2020-2021sonukakandhe007No ratings yet
- 2016 Mustang WiringDocument9 pages2016 Mustang WiringRuben TeixeiraNo ratings yet
- Rheology of Polymer BlendsDocument10 pagesRheology of Polymer Blendsalireza198No ratings yet
- Determination of Vitamin C in FoodsDocument11 pagesDetermination of Vitamin C in FoodsDalal Shab JakhodiyaNo ratings yet
- Practical Research 2: Self-Learning PackageDocument3 pagesPractical Research 2: Self-Learning PackagePrinces BaccayNo ratings yet
- Robocon 2010 ReportDocument46 pagesRobocon 2010 ReportDebal Saha100% (1)
- Waves and Thermodynamics, PDFDocument464 pagesWaves and Thermodynamics, PDFamitNo ratings yet
- PharmacologyAnesthesiology RevalidaDocument166 pagesPharmacologyAnesthesiology RevalidaKENT DANIEL SEGUBIENSE100% (1)
- Driving Continuous Improvement by Developing and Leveraging Lean Key Performance IndicatorsDocument10 pagesDriving Continuous Improvement by Developing and Leveraging Lean Key Performance IndicatorskellendadNo ratings yet
- Quiz-Travel - Beginner (A1)Document4 pagesQuiz-Travel - Beginner (A1)Carlos Alberto Rodriguez LazoNo ratings yet