You might also like
- ALL Experiments MT-2Document16 pagesALL Experiments MT-2rahulyadav9944No ratings yet
- Forging 2Document17 pagesForging 2Amin ShafanezhadNo ratings yet
- Sine Principle and Sine Bars (Metrology)Document8 pagesSine Principle and Sine Bars (Metrology)SayanSanyalNo ratings yet
- Mechanical Engineering Answer Key and Forces Acting on Cutting ToolsDocument7 pagesMechanical Engineering Answer Key and Forces Acting on Cutting Toolskarthik jNo ratings yet
- 1 s2.0 S0094114X22000635 MainDocument22 pages1 s2.0 S0094114X22000635 MainHamza RehmanNo ratings yet
- Profile Correction of A Helical Gear Shaping CutterDocument11 pagesProfile Correction of A Helical Gear Shaping Cutterdanielk32No ratings yet
- Shaper Planer N SlotterDocument23 pagesShaper Planer N SlotterAtif WahidNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- Machine Tools, CNC and Robotics ElementsDocument31 pagesMachine Tools, CNC and Robotics ElementsZeeshanNo ratings yet
- Crank and Slotted Lever Quick Return Mechanism (Autosaved)Document21 pagesCrank and Slotted Lever Quick Return Mechanism (Autosaved)ASHISH SINGHNo ratings yet
- 1 s2.0 S0307904X1300379X MainDocument10 pages1 s2.0 S0307904X1300379X MainPradita FirmansyahNo ratings yet
- Aircraft Material & Production - MANUALDocument45 pagesAircraft Material & Production - MANUALKV Yashwanth100% (1)
- Everything You Need to Know About Shaping Machines and Scotch Yoke MechanismsDocument36 pagesEverything You Need to Know About Shaping Machines and Scotch Yoke Mechanismsvijay vijay33% (3)
- RESEARCH PAPERS ON CENTERLESS RECESS GRINDINGDocument6 pagesRESEARCH PAPERS ON CENTERLESS RECESS GRINDINGNatKThNo ratings yet
- Machine Tools (Workshop Technology) PDFDocument11 pagesMachine Tools (Workshop Technology) PDFvenkateshyadav2116100% (1)
- Design and Fabrication of Square Hole Drilling MachineDocument6 pagesDesign and Fabrication of Square Hole Drilling MachineAjay SataoNo ratings yet
- 4-Shaper, Planer & SlotterDocument43 pages4-Shaper, Planer & SlotterkaushiksoniNo ratings yet
- Ch23 Machining Processes Turning and Hole Making2Document71 pagesCh23 Machining Processes Turning and Hole Making2GAJANAN M NAIK100% (1)
- ADAMA MILLING MACHINE LAB REPORTDocument13 pagesADAMA MILLING MACHINE LAB REPORTregassa rajiNo ratings yet
- Chapter Two: Turning and Related OperationsDocument78 pagesChapter Two: Turning and Related OperationsElwy MustafaNo ratings yet
- Dual Direction Gera MechanisumDocument61 pagesDual Direction Gera Mechanisumpaul_jaikumarm2753No ratings yet
- Machining Operations and Machining ToolsDocument93 pagesMachining Operations and Machining Toolsatta ur rehmanNo ratings yet
- Lathe Machine AttachmentDocument15 pagesLathe Machine Attachmentgajanan maharajNo ratings yet
- Power Skiving PDFDocument11 pagesPower Skiving PDFmadhavikNo ratings yet
- ReportDocument13 pagesReportMamta SindhuNo ratings yet
- Kinematics of Machine ToolsDocument28 pagesKinematics of Machine ToolsRohit Kaushik100% (6)
- Ch-9 Shaper, Planner, SlotterDocument29 pagesCh-9 Shaper, Planner, SlotterPrateek Bayal100% (1)
- QB114433Document12 pagesQB114433Saravanan ShriNo ratings yet
- Machine Tools Guide in 40 CharactersDocument16 pagesMachine Tools Guide in 40 CharactersKarNo ratings yet
- MECHANICS OF MACHINES LAB Experiments on Linkage MechanismsDocument43 pagesMECHANICS OF MACHINES LAB Experiments on Linkage MechanismsMuhammad HammadNo ratings yet
- Group 3 Design of Helical Gear. (Autosaved)Document27 pagesGroup 3 Design of Helical Gear. (Autosaved)Absë Thè Hêro'sNo ratings yet
- Non-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationDocument12 pagesNon-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationAli RayyaNo ratings yet
- Ch-4 LatheDocument99 pagesCh-4 LatheMANJEET KUMARNo ratings yet
- Module-2 Machining Process: Lesson ContentsDocument20 pagesModule-2 Machining Process: Lesson ContentsYashas KattemaneNo ratings yet
- ShaperDocument5 pagesShaperRAFIULALAM75% (4)
- L02 - Machining With Geometrically Defined Cutting Edge I - CommentedDocument59 pagesL02 - Machining With Geometrically Defined Cutting Edge I - CommentedGaurav RuiaNo ratings yet
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Worm Wheel HobsDocument7 pagesWorm Wheel HobsRaul PerezNo ratings yet
- Bending MachineDocument4 pagesBending MachineRahul RathodNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document7 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Zhang 2013Document6 pagesZhang 2013Saleem IqbalNo ratings yet
- MP GTU Study Material E-Notes Unit-6 06042020034404PMDocument24 pagesMP GTU Study Material E-Notes Unit-6 06042020034404PMChandresh RanaNo ratings yet
- Design of Transmission System Unit IIIDocument57 pagesDesign of Transmission System Unit IIIRaj MohanNo ratings yet
- Experiment-1: Study of Bench Grinding and It's OperationsDocument10 pagesExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNo ratings yet
- Experiment-1: Study of Bench Grinding and It's OperationsDocument10 pagesExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNo ratings yet
- Exp5 - Making Dovetail Slide On Shaper MachineDocument4 pagesExp5 - Making Dovetail Slide On Shaper MachineRaj PratyushNo ratings yet
- Development and Fabrication of Multi-Purpose Machine: Praveen Karanam, Karthik A.V., Akshay S Bhat, Swaroop H.P., GaneshDocument6 pagesDevelopment and Fabrication of Multi-Purpose Machine: Praveen Karanam, Karthik A.V., Akshay S Bhat, Swaroop H.P., GaneshBADINEHALSANDEEPNo ratings yet
- Milling MachineDocument10 pagesMilling MachineNEF RIDERSNo ratings yet
- BendingDocument10 pagesBendingvalgorNo ratings yet
- Journal of Materials Processing Technology: Asymmetric Forming of Aluminum Sheets by Synchronous SpinningDocument8 pagesJournal of Materials Processing Technology: Asymmetric Forming of Aluminum Sheets by Synchronous Spinningclimax1364No ratings yet
- Objective:: - EquipmentDocument3 pagesObjective:: - EquipmentUtkarsh AryaNo ratings yet
- Lathe Machine OperationDocument38 pagesLathe Machine OperationInilazi JimmyNo ratings yet
- Simple and Inexpensive Hobbing For The General Shop: Robert H. Sturges, JRDocument9 pagesSimple and Inexpensive Hobbing For The General Shop: Robert H. Sturges, JRInternational Journal of Engineering Inventions (IJEI)No ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- NC Machine Tool GuideDocument13 pagesNC Machine Tool GuideRavinder SinghNo ratings yet
- Road Light Room Details NDMCDocument14 pagesRoad Light Room Details NDMCRavinder SinghNo ratings yet
- Electrical Department DetailsDocument14 pagesElectrical Department DetailsRavinder SinghNo ratings yet
- Revised SyllabusDocument44 pagesRevised SyllabusLatha Dona VenkatesanNo ratings yet
- IPFC English Brochure 2014Document5 pagesIPFC English Brochure 2014Ravinder SinghNo ratings yet
- Straw Bale GuideDocument78 pagesStraw Bale GuideMontigo Zatarra100% (1)
- Delhi Govt Jobs NotificationDocument65 pagesDelhi Govt Jobs NotificationApurva ShuklaNo ratings yet
- SR Name Contact No. AddressDocument2 pagesSR Name Contact No. AddressRavinder SinghNo ratings yet
- ThermodynamicsDocument7 pagesThermodynamicsRavinder SinghNo ratings yet
- A Framework For Extending Computer Aided Process Planning To Include Business Activities and Computer Aided Design and Manufacturing Data RetrievalDocument12 pagesA Framework For Extending Computer Aided Process Planning To Include Business Activities and Computer Aided Design and Manufacturing Data RetrievalRavinder SinghNo ratings yet
- Keertan Reets of Bhai Sahib Randhir Singh JeeDocument5,242 pagesKeertan Reets of Bhai Sahib Randhir Singh JeeRavinder SinghNo ratings yet
- Computer Aided Process Planning Process Planning:: Notes On Automation in Manufacture Module - 3, CAPP PP, VI SemDocument14 pagesComputer Aided Process Planning Process Planning:: Notes On Automation in Manufacture Module - 3, CAPP PP, VI SemKumar AbhishekNo ratings yet
- What Is The Ozone LayerDocument4 pagesWhat Is The Ozone LayerRavinder SinghNo ratings yet
- Gurmat PrakaashDocument96 pagesGurmat PrakaashRavinder SinghNo ratings yet
- New Microsoft Office Word DocumentDocument21 pagesNew Microsoft Office Word DocumentRavinder SinghNo ratings yet
- Guru Nanak's Travel To The Middle EastDocument49 pagesGuru Nanak's Travel To The Middle EastRavinder Singh100% (1)
- CrdiDocument6 pagesCrdiRavinder SinghNo ratings yet
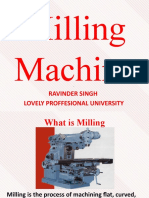
- Milling Machine: Ravinder Singh Lovely Proffesional UniversityDocument34 pagesMilling Machine: Ravinder Singh Lovely Proffesional UniversityRavinder SinghNo ratings yet
- Gurmat Rehat Maryada Damdami TaksalDocument60 pagesGurmat Rehat Maryada Damdami Taksaljagvirs_2100% (1)
- Wire rope drive mechanism titleDocument7 pagesWire rope drive mechanism titleRavinder SinghNo ratings yet
- Airline Reservation SystemDocument28 pagesAirline Reservation SystemRavinder Singh0% (1)
- TDCS Montage Reference v1 0 PDF PDFDocument10 pagesTDCS Montage Reference v1 0 PDF PDFPatricio Eduardo Barría AburtoNo ratings yet
- Ethernet Cable Colour - Code Standards & Methods of CrimpingDocument15 pagesEthernet Cable Colour - Code Standards & Methods of CrimpingSajjad Najum ShakirNo ratings yet
- 11 Abm Research g3Document18 pages11 Abm Research g3Ergil Villanueva RomualdoNo ratings yet
- Faculty of The Built EnvironmentDocument248 pagesFaculty of The Built Environmentrufaro ruswaNo ratings yet
- Linear Panel FeaturesDocument12 pagesLinear Panel FeaturesJj ForoNo ratings yet
- Curriculum Vitae Jivan Govind Tidake: Career ObjectiveDocument2 pagesCurriculum Vitae Jivan Govind Tidake: Career Objectivejivan tidakeNo ratings yet
- CraneDocument27 pagesCranemsk7182No ratings yet
- Animal ProjectDocument1 pageAnimal Projectapi-377110324No ratings yet
- BPSM RimjhimDocument15 pagesBPSM Rimjhimer_rimjhimsinghNo ratings yet
- Chapter 6 - Diseases of The Immune SystemDocument12 pagesChapter 6 - Diseases of The Immune SystemAgnieszka WisniewskaNo ratings yet
- SEBI's Role in Regulating Insider TradingDocument10 pagesSEBI's Role in Regulating Insider TradingArun ShokeenNo ratings yet
- Marketing Research Vs Market ResearchDocument5 pagesMarketing Research Vs Market ResearchBelle Ferrer TorricesNo ratings yet
- Workday Studio - Complex Integration Tool OverviewDocument3 pagesWorkday Studio - Complex Integration Tool OverviewHarithaNo ratings yet
- MCS in NepalDocument8 pagesMCS in NepalSourabh InaniNo ratings yet
- Qualcomm Private LTE NetworksDocument6 pagesQualcomm Private LTE NetworksMuhammad Jamil AwanNo ratings yet
- Rail E-Ticket - NR251296309137 - PNR 8417189357 - RJT-BDTSDocument2 pagesRail E-Ticket - NR251296309137 - PNR 8417189357 - RJT-BDTSrumajhaNo ratings yet
- CSI DHL Resilience360 Google Case Study enDocument2 pagesCSI DHL Resilience360 Google Case Study enBona HarahapNo ratings yet
- 18 Cae MawrDocument5 pages18 Cae MawrMarios TheodoulouNo ratings yet
- Grade 11 Test On AdjustmentsDocument6 pagesGrade 11 Test On AdjustmentsENKK 25No ratings yet
- Food Crices in IndiaDocument4 pagesFood Crices in IndiaAkhi GuveraNo ratings yet
- 7.the Evaluation of Kinetic Absorbency of 3 DifferentDocument7 pages7.the Evaluation of Kinetic Absorbency of 3 DifferentAle ZuzaNo ratings yet
- Modbus Communication ProtocolDocument80 pagesModbus Communication ProtocolAlejandro B.No ratings yet
- Resume Updated Format 2013Document6 pagesResume Updated Format 2013afiwfrvtf100% (2)
- Operation of Portable Generators - IET Wiring GuideDocument7 pagesOperation of Portable Generators - IET Wiring GuideRyan Scott100% (1)
- Review Development Economics - 2020 - Memon - Income Inequality and Macroeconomic InstabilityDocument32 pagesReview Development Economics - 2020 - Memon - Income Inequality and Macroeconomic InstabilityTAhmedNo ratings yet
- Perma (Permanent) Culture: The Prime Directive of PermacultureDocument13 pagesPerma (Permanent) Culture: The Prime Directive of Permaculturebulut83No ratings yet
- 50 Item Gastrointestinal Health Problems Test Drill KeysDocument14 pages50 Item Gastrointestinal Health Problems Test Drill KeysmervilynNo ratings yet
- L3 ProbabilityDocument22 pagesL3 ProbabilitySidarthNo ratings yet
- BEA 242 Introduction To Econometrics Group Assignment (Updated On 10 May 2012: The Change in Highlighted)Document4 pagesBEA 242 Introduction To Econometrics Group Assignment (Updated On 10 May 2012: The Change in Highlighted)Reza Riantono SukarnoNo ratings yet
- Sports Management Masters Thesis TopicsDocument7 pagesSports Management Masters Thesis Topicsaflnwcaabxpscu100% (2)