You might also like
- Tolerance Analysis Methods, Platforms and Trends - Comprehensive OverviewDocument7 pagesTolerance Analysis Methods, Platforms and Trends - Comprehensive Overviewnagmech07No ratings yet
- GDT Use CasesDocument52 pagesGDT Use CasesAnkur JainNo ratings yet
- RL 01 CAE-Durability Analysis of HCV Chassis Using FPM Approach Mahindra EnggDocument9 pagesRL 01 CAE-Durability Analysis of HCV Chassis Using FPM Approach Mahindra EnggrcpawarNo ratings yet
- Tolerance Analysis of 2-D and 3-D AssembliesDocument30 pagesTolerance Analysis of 2-D and 3-D AssembliesKvs PhaniNo ratings yet
- Ansa Meta For NVH BrochureDocument8 pagesAnsa Meta For NVH BrochureMuthakandla MaddaiahNo ratings yet
- Composte TolDocument5 pagesComposte TolJuan Posada G100% (1)
- 3DCS Advanced Analyzer OptimizerDocument15 pages3DCS Advanced Analyzer OptimizerMarcelo Hayashi NeyNo ratings yet
- Auto Full Vehicle Durability Using Abaqus Standard 11Document4 pagesAuto Full Vehicle Durability Using Abaqus Standard 11TimNo ratings yet
- BookGD T PDFDocument14 pagesBookGD T PDFAbsolute ElectronicsNo ratings yet
- Nadca GDT 2009Document34 pagesNadca GDT 2009nareshkesarkerNo ratings yet
- 05 - True Position TheoryDocument36 pages05 - True Position TheoryPeelamedu Shiyam100% (6)
- Composite Positional TolerancingDocument5 pagesComposite Positional TolerancingCarlos García Hernández100% (1)
- Engineering Drawing: Calculating Tolerance Stack-UpDocument68 pagesEngineering Drawing: Calculating Tolerance Stack-UpMarco RicardNo ratings yet
- DFM Pre RequistesDocument93 pagesDFM Pre Requistesavinash babuNo ratings yet
- Tolerance All OcDocument34 pagesTolerance All OcNithishNo ratings yet
- Csstings or ForgingsDocument10 pagesCsstings or ForgingsRajaSekarsajjaNo ratings yet
- Road Load Data AcquisitionDocument12 pagesRoad Load Data AcquisitionRavi HarperNo ratings yet
- Including Geometric Feature Variations in Tolerance Analysis of Mechanical AssembliesDocument32 pagesIncluding Geometric Feature Variations in Tolerance Analysis of Mechanical AssembliesnaveenNo ratings yet
- Vehicle Chassis-Suspension Dynamics Analysis PDFDocument5 pagesVehicle Chassis-Suspension Dynamics Analysis PDFSuhash MediboinaNo ratings yet
- GD T Q BankDocument9 pagesGD T Q Banknewchap chapNo ratings yet
- Geometry Stabilization of BIWDocument12 pagesGeometry Stabilization of BIWManju sattigeriNo ratings yet
- Paper17609 635 PDFDocument27 pagesPaper17609 635 PDFSURAJ GAIKWADNo ratings yet
- (1994) GDNT Self Eval Test - Level 1Document5 pages(1994) GDNT Self Eval Test - Level 1chez ezNo ratings yet
- Statistical Geometric Computation On Tolerances For DimensioningDocument9 pagesStatistical Geometric Computation On Tolerances For DimensioningSudeep Kumar SinghNo ratings yet
- GD&TDocument31 pagesGD&TgopojiNo ratings yet
- GD&T Symbols Reference GuideDocument2 pagesGD&T Symbols Reference Guidecreating_24No ratings yet
- Cetol HelpDocument18 pagesCetol HelpmaheshdtNo ratings yet
- GD&T Training BrochureDocument5 pagesGD&T Training BrochurePritam PolekarNo ratings yet
- GDT Spring 2010tDocument278 pagesGDT Spring 2010tYanaki HristovNo ratings yet
- GD&T CylindricityDocument15 pagesGD&T CylindricityjaithilagarajNo ratings yet
- GD&TDocument70 pagesGD&TKarthi KeyanNo ratings yet
- Relationships Between Material Modifiers and FitsDocument3 pagesRelationships Between Material Modifiers and FitsDo The CuongNo ratings yet
- GDTDocument38 pagesGDTAntonio CervantesNo ratings yet
- 1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesDocument15 pages1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesflavioferiNo ratings yet
- RLE International - Tolerance Calculator PositionDocument1 pageRLE International - Tolerance Calculator PositionJanaka MangalaNo ratings yet
- Calculating Bonus TollDocument4 pagesCalculating Bonus TollkarthiblackNo ratings yet
- What Is The Tolerance Analysis - QRDocument15 pagesWhat Is The Tolerance Analysis - QRAnonymous tQhtrPbNo ratings yet
- CETOL TutorialDocument15 pagesCETOL TutorialAnandh VairakkannuNo ratings yet
- GD&T Position TolDocument204 pagesGD&T Position Toldramilt100% (2)
- GD&T GlossaryDocument4 pagesGD&T GlossarythindmanmohanNo ratings yet
- Introduction To Geometric Dimensioning and TolerancingDocument3 pagesIntroduction To Geometric Dimensioning and TolerancinganandparasuNo ratings yet
- Tolerance Band PDFDocument3 pagesTolerance Band PDFSuresh DatalNo ratings yet
- ProCAST CapabilitiesDocument3 pagesProCAST Capabilitiesvdmoorthy123No ratings yet
- Dimensional Engineering: Based On The ASME Y14.5M - 1994 Dimensioning and Tolerancing StandardDocument49 pagesDimensional Engineering: Based On The ASME Y14.5M - 1994 Dimensioning and Tolerancing StandardBhaskar KrishnacharNo ratings yet
- Angularity GD & TDocument3 pagesAngularity GD & Tath-harNo ratings yet
- Ahss Guidelines V 23Document113 pagesAhss Guidelines V 23Radesh VangipuramNo ratings yet
- 535 CatDocument1 page535 CatHubertNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainFrom EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainNo ratings yet
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- GDT Asgnment No 6Document4 pagesGDT Asgnment No 6marathi iiNo ratings yet
- Tolerance AnalysisDocument31 pagesTolerance AnalysisShubham JainNo ratings yet
- Tolerance Analysis - WikipediaDocument4 pagesTolerance Analysis - Wikipediakirthi83No ratings yet
- ToleranceDocument3 pagesToleranceprakashrs295No ratings yet
- Tolerance Overview PDFDocument7 pagesTolerance Overview PDFnagmech07No ratings yet
- Lear Tolerance Stackup CourseDocument123 pagesLear Tolerance Stackup CourseAzi Pitalbo93% (15)
- Assembly Processin Aircraft ConstructionDocument8 pagesAssembly Processin Aircraft ConstructionSaravana kumar NagarajanNo ratings yet
- Siemens 3VT BrochuresDocument6 pagesSiemens 3VT BrochuresJoeMarieValcarcelNo ratings yet
- Cables: 7.1 Ground CableDocument18 pagesCables: 7.1 Ground CableДарья ПузинаNo ratings yet
- Iva 55Document9 pagesIva 55Nasir KarwanNo ratings yet
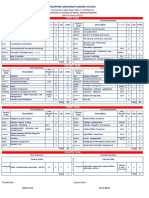
- Philippine Merchant Marine School: First YearDocument5 pagesPhilippine Merchant Marine School: First YearCris Mhar Alejandro100% (1)
- Wseries PDFDocument4 pagesWseries PDFsongreNo ratings yet
- BMW Group BeloM SpecificationenDocument23 pagesBMW Group BeloM SpecificationencsabaNo ratings yet
- 21.11 V.vip Stock UpdatedDocument12 pages21.11 V.vip Stock UpdatedVipin RastogiNo ratings yet
- The Professional Pricing Society (PPS) Brings Pricing Expertise To BerlinDocument2 pagesThe Professional Pricing Society (PPS) Brings Pricing Expertise To BerlinMary Joy Dela MasaNo ratings yet
- CV-JM Van StraatenDocument5 pagesCV-JM Van StraatenJovan Van StraatenNo ratings yet
- Useful verbs and workstation componentsDocument3 pagesUseful verbs and workstation componentsAlvaro Cesar Pereira de SouzaNo ratings yet
- Android Studio Cookbook - Sample ChapterDocument21 pagesAndroid Studio Cookbook - Sample ChapterPackt Publishing100% (1)
- Biometrically Secured ATM Vigilance SystemDocument4 pagesBiometrically Secured ATM Vigilance SystemSoundaryaNo ratings yet
- Limits and FitsDocument5 pagesLimits and FitsNAEEMNo ratings yet
- Careless Whisper SeetherDocument10 pagesCareless Whisper SeetherPrasetya Ismail PermadiNo ratings yet
- PM Range Brochure - NORELDocument4 pagesPM Range Brochure - NORELESUSTENTALNo ratings yet
- SSA-A12 Paper Cup Machine Book LetDocument3 pagesSSA-A12 Paper Cup Machine Book LetJayjeet BhattacharjeeNo ratings yet
- Hoosier Tire Midwest-PlymouthDocument2 pagesHoosier Tire Midwest-PlymouthAkbar SatrioNo ratings yet
- Azure FundamentalsDocument5 pagesAzure FundamentalsRamziNo ratings yet
- Designing Super-Regenerative ReceiversDocument20 pagesDesigning Super-Regenerative ReceiversDwight MorrisonNo ratings yet
- Vivado Basic TutorialDocument30 pagesVivado Basic Tutorial8885684828No ratings yet
- Impact of Partial Shading On The Output Power of PV Systems Under Partial Shading ConditionsDocument10 pagesImpact of Partial Shading On The Output Power of PV Systems Under Partial Shading Conditionsshihab4806No ratings yet
- Four Probe MethodDocument9 pagesFour Probe MethodKANWAR JABAR SINGH GILLNo ratings yet
- Gesture Controlled Animatronic Robotic HandDocument12 pagesGesture Controlled Animatronic Robotic HandRahul GowthamNo ratings yet
- CV Igor Chiriac enDocument2 pagesCV Igor Chiriac enigorash17No ratings yet
- Multi Region DVD Codes Latest EditionDocument282 pagesMulti Region DVD Codes Latest Editionjelenjek83No ratings yet
- EN Enelex Analyzers GEDocument4 pagesEN Enelex Analyzers GEManoj PaneriNo ratings yet
- Understanding Internet Service Providers (ISPs) and Connection TypesDocument8 pagesUnderstanding Internet Service Providers (ISPs) and Connection TypesEL A VeraNo ratings yet
- ERTOS Course OutcomesDocument2 pagesERTOS Course OutcomesSyed AshmadNo ratings yet
- Industrial Engineering and Management by Ravi V PDFDocument2 pagesIndustrial Engineering and Management by Ravi V PDFErin BarryNo ratings yet