You might also like
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Heat Treatment of Steel TTT CurveDocument59 pagesHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Tolerances As Per en 12493Document5 pagesTolerances As Per en 12493prasad raikarNo ratings yet
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- End Splitting During Long Products Rolling - Billet Quality of Rolling ProcessDocument27 pagesEnd Splitting During Long Products Rolling - Billet Quality of Rolling ProcessJorge MadiasNo ratings yet
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Gating DesignDocument16 pagesGating DesignNisar HussainNo ratings yet
- Metallurgical Defects of Cast Steel: SeminarDocument26 pagesMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNo ratings yet
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocument7 pagesMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNo ratings yet
- Chvorinov S Rule and Determination of Coefficient of Heat Accumulation of Moulds With Non Quartz Base SandsDocument6 pagesChvorinov S Rule and Determination of Coefficient of Heat Accumulation of Moulds With Non Quartz Base SandsSelvarajNo ratings yet
- Gating Ratio: Choke EffectDocument9 pagesGating Ratio: Choke EffectSiddhant SharmaNo ratings yet
- Foundry: ProcessDocument6 pagesFoundry: ProcesszadacaNo ratings yet
- The IronCarbide DiagramDocument11 pagesThe IronCarbide DiagramshajjikhalidNo ratings yet
- Metallurgy of Continiuous Casting Technology PDFDocument20 pagesMetallurgy of Continiuous Casting Technology PDFRadi GoharNo ratings yet
- Gating & RiserDocument8 pagesGating & Riserhegdemahesh1No ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldNo ratings yet
- CH 3 PDFDocument20 pagesCH 3 PDFHassaan SajidNo ratings yet
- Slab Continuous Casting DesignDocument49 pagesSlab Continuous Casting DesignFahrgeruste0% (1)
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Solid CastDocument55 pagesSolid Castcesar_abddNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- CONTINUOUS CASTING ColloquiumDocument18 pagesCONTINUOUS CASTING ColloquiumakritiNo ratings yet
- Phase Diagrams & Heat Treatment of Carbon SteelDocument84 pagesPhase Diagrams & Heat Treatment of Carbon SteelTanmay DuttaNo ratings yet
- Metal Casting Principles and TechniquesDocument6 pagesMetal Casting Principles and TechniquesChandra Wahyu SetiawanNo ratings yet
- Are View of The Rhomboid It y Problem in Billet CastingDocument11 pagesAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafNo ratings yet
- Rolling of Metals Process and Principles (With Diagram)Document11 pagesRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEENo ratings yet
- Chapter 9 (Cleaning and Fettling of Castings), 2003Document32 pagesChapter 9 (Cleaning and Fettling of Castings), 2003Desalegn DgaNo ratings yet
- Presentation On Heat TreatmentDocument43 pagesPresentation On Heat Treatmentgosaye desalegnNo ratings yet
- Tramp Elements and Billet CarckingDocument7 pagesTramp Elements and Billet CarckingOmar TahaNo ratings yet
- 5 - Aluminium Alloys 2010-2011Document52 pages5 - Aluminium Alloys 2010-2011Busta137No ratings yet
- Killed and Capped Steel IngotsDocument5 pagesKilled and Capped Steel IngotsalacalleNo ratings yet
- Everything You Need to Know About Rolling of MetalsDocument28 pagesEverything You Need to Know About Rolling of MetalsSaiful Islam100% (1)
- Rolling ProcessDocument22 pagesRolling ProcesssamcbsivNo ratings yet
- Types of SteelDocument28 pagesTypes of SteelKathrine Kate CadiangNo ratings yet
- Design of Gating and Riser System For Grate Bar CastingDocument6 pagesDesign of Gating and Riser System For Grate Bar CastingvaseaNo ratings yet
- Metalurgy 2Document15 pagesMetalurgy 2HArsh ModiNo ratings yet
- Semi Solid Metal CastingDocument2 pagesSemi Solid Metal CastingSuresh KumarNo ratings yet
- Task2.2 Melting EfficiencyDocument47 pagesTask2.2 Melting EfficiencyemregnesNo ratings yet
- Steel ManufacturingDocument29 pagesSteel ManufacturingNDTInstructor100% (3)
- Die CastingDocument13 pagesDie CastingDENNY JACOBNo ratings yet
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- Steel MakingDocument35 pagesSteel MakingBharichalo007No ratings yet
- CastingDocument56 pagesCastingTushar Prakash ChaudhariNo ratings yet
- Gating System For Casting2 - WT7 PDFDocument87 pagesGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Thermal Analysis of Cast Iron PDFDocument27 pagesThermal Analysis of Cast Iron PDFRasoul SadeghiNo ratings yet
- Steel Heat Treatment Handbook Chapter 12Document46 pagesSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 pagesEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERNo ratings yet
- Riser DesignsDocument6 pagesRiser Designscharuatre100% (1)
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- Primary Aluminium Casting Alloys 2010 - Rheinfelden Alloys - ENDocument117 pagesPrimary Aluminium Casting Alloys 2010 - Rheinfelden Alloys - ENtahera aqeelNo ratings yet
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDocument62 pagesSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Course: Materials TechnologyDocument60 pagesCourse: Materials TechnologyelvisNo ratings yet
- Iron Carbide Phase Diagram ExplainedDocument20 pagesIron Carbide Phase Diagram ExplainedKushNo ratings yet
- Inventory ControlDocument23 pagesInventory ControlmurariNo ratings yet
- Environment ProtectionDocument18 pagesEnvironment ProtectionmurariNo ratings yet
- Qualitative ForecastingDocument8 pagesQualitative ForecastingmurariNo ratings yet
- ABC analysis and other key inventory classification modelsDocument17 pagesABC analysis and other key inventory classification modelsmurariNo ratings yet
- 4 Lecture 4 EN3 PhotosynthesisDocument37 pages4 Lecture 4 EN3 PhotosynthesismurariNo ratings yet
- Management Information System: Dr. Somesh Kumar Sharma MED NIT HamirpurDocument17 pagesManagement Information System: Dr. Somesh Kumar Sharma MED NIT HamirpurmurariNo ratings yet
- Thermal Analysis of Solar CookerDocument19 pagesThermal Analysis of Solar Cookermurari100% (3)
- Management Information System: Dr. Somesh Kumar Sharma MED NIT HamirpurDocument17 pagesManagement Information System: Dr. Somesh Kumar Sharma MED NIT HamirpurmurariNo ratings yet
- Group TechnologyDocument21 pagesGroup TechnologymurariNo ratings yet
- 2 Energy and Environment 2Document21 pages2 Energy and Environment 2murariNo ratings yet
- Surface HardeningDocument25 pagesSurface Hardeningmurari100% (1)
- 1 Energy and Environment Lecture 1Document19 pages1 Energy and Environment Lecture 1murariNo ratings yet
- Jet Engines EngineDocument516 pagesJet Engines Enginemurari90% (20)
- Mechanical Working of MetalsDocument53 pagesMechanical Working of Metalsmurari100% (3)
- SteelDocument27 pagesSteelmurari100% (1)
- Light Metals and Their AlloysDocument55 pagesLight Metals and Their Alloysmurari100% (1)
- Heat Treatment of Steels-2Document60 pagesHeat Treatment of Steels-2murari100% (1)
- Soil Fatigue Due to Cyclically Loaded FoundationsDocument219 pagesSoil Fatigue Due to Cyclically Loaded FoundationsCuenta TelefonoNo ratings yet
- Experiment 5 Pressure Distribution On Circular Cylinder and AirfoilDocument8 pagesExperiment 5 Pressure Distribution On Circular Cylinder and AirfoilMarilynYunLing50% (2)
- Ficha Tecnica Tuberias Viega Pureflow - TDPF - 0120 - Pureflow - Pex - TubingDocument4 pagesFicha Tecnica Tuberias Viega Pureflow - TDPF - 0120 - Pureflow - Pex - TubingDaniella GarciaNo ratings yet
- Alun Thomas ArticleDocument10 pagesAlun Thomas ArticleTansel YılmazNo ratings yet
- Casting Process OverviewDocument46 pagesCasting Process OverviewHarish KumarNo ratings yet
- Widmanst Atten Ferrite: Materials Science & Metallurgy Part II Course C9, AlloysDocument3 pagesWidmanst Atten Ferrite: Materials Science & Metallurgy Part II Course C9, AlloysfdcarazoNo ratings yet
- Heat Effects on Dynamic Response of Steel ChimneyDocument8 pagesHeat Effects on Dynamic Response of Steel Chimneykhalid707No ratings yet
- Studies On High-Strength Concrete Columns Linder Eccentric CompressionDocument8 pagesStudies On High-Strength Concrete Columns Linder Eccentric CompressionRaja AliNo ratings yet
- Technical Specification of Steel Tubular Pole.......... Dtd. 29.12.2014Document7 pagesTechnical Specification of Steel Tubular Pole.......... Dtd. 29.12.2014Jhoinner OsorioNo ratings yet
- Factors Affecting Pavement DesignDocument100 pagesFactors Affecting Pavement DesignAmizhdhan AppuNo ratings yet
- 22 Cryometrix Ultra Low Temp Freezers - End UserDocument11 pages22 Cryometrix Ultra Low Temp Freezers - End Userapi-220622714No ratings yet
- Technical Data: Micromatichp Standard Response Pendent High Pressure Sprinkler Vk122 (K5.6)Document11 pagesTechnical Data: Micromatichp Standard Response Pendent High Pressure Sprinkler Vk122 (K5.6)wika mepNo ratings yet
- Concrete Technology by U Nyi Hla NgeDocument150 pagesConcrete Technology by U Nyi Hla Ngejohnmoeeain_mm136689% (19)
- CH 6 - Diaphragm - Analysis - Fundamentals and Design ExampleDocument164 pagesCH 6 - Diaphragm - Analysis - Fundamentals and Design ExampleCarson Baker100% (1)
- Hempafloor Prime 100Document2 pagesHempafloor Prime 100Noman AhmedNo ratings yet
- Santiago - Green TechnologiesDocument6 pagesSantiago - Green TechnologiesJoshua SantiagoNo ratings yet
- Coatings and Thinfilm Technologies ChapterDocument33 pagesCoatings and Thinfilm Technologies ChapterJaime Andres Perez TabordaNo ratings yet
- Mainspring DynamicsDocument10 pagesMainspring Dynamicsmszlazak4179No ratings yet
- Table A. Equivalent Length, (L/D) of Valves and Pipe FittingsDocument7 pagesTable A. Equivalent Length, (L/D) of Valves and Pipe Fittingst_i_f_anoNo ratings yet
- Rubber Pad FormingDocument15 pagesRubber Pad FormingAdula Rajasekhar67% (3)
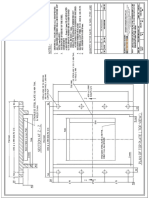
- 1007 Top PlateDocument1 page1007 Top PlateAanand SinghiNo ratings yet
- Comparison of VPI and Resin-Rich Insulation SystemsDocument1 pageComparison of VPI and Resin-Rich Insulation SystemsJose Mayen100% (1)
- PTC Test Program For ASTM A351Document3 pagesPTC Test Program For ASTM A351Deepak DasNo ratings yet
- BondingDocument48 pagesBondingjacklinephilip745No ratings yet
- 20-SDMS-03 Prestressed Spun Concrete Pol PDFDocument42 pages20-SDMS-03 Prestressed Spun Concrete Pol PDFMehdi Salah100% (1)
- Decke BR Metalldecken enDocument310 pagesDecke BR Metalldecken ensanjayNo ratings yet
- Powered Vegetable Cutting Machine RDocument36 pagesPowered Vegetable Cutting Machine RMubarak ShaikNo ratings yet
- 1 s2.0 S2542504822000227 MainDocument17 pages1 s2.0 S2542504822000227 MainMALIK HASSANNo ratings yet
- Chapter 10 - ElectrostaticsDocument8 pagesChapter 10 - ElectrostaticsMary Kate BacongaNo ratings yet
- Asad - Utilization of FAC As Lightweight Filler in Cement-Based CompositesDocument12 pagesAsad - Utilization of FAC As Lightweight Filler in Cement-Based CompositesShan RatnayakeNo ratings yet