You might also like
- Chapter-Iv Data Analysis AND: InterpretationDocument17 pagesChapter-Iv Data Analysis AND: Interpretationdyaniraj100% (1)
- Nalco ReportDocument82 pagesNalco ReportparwezNo ratings yet
- Financial Management Practices of Upl LimitedDocument17 pagesFinancial Management Practices of Upl LimitedSaurabh PrasadNo ratings yet
- Report on Saurashtra Chemicals Ltd: Organization, Departments & FunctionsDocument85 pagesReport on Saurashtra Chemicals Ltd: Organization, Departments & FunctionsBhavesh RogheliyaNo ratings yet
- Steel Plant Report FinalDocument54 pagesSteel Plant Report Finalkranthi chaitanyaNo ratings yet
- Slurry Erosion of Hydro Turbine SteelsDocument10 pagesSlurry Erosion of Hydro Turbine SteelsHarinderpal Singh PannuNo ratings yet
- Arunkumar ProjectDocument67 pagesArunkumar ProjectanushwaryaNo ratings yet
- Sowbaghya - 17bba041 (Suren)Document38 pagesSowbaghya - 17bba041 (Suren)suren moorthy100% (1)
- MbasatsheshDocument73 pagesMbasatsheshHarichandran KarthikeyanNo ratings yet
- Organization Study of Adishakthi Iron Castings PVT - LTD Inplant Training 2015Document56 pagesOrganization Study of Adishakthi Iron Castings PVT - LTD Inplant Training 2015shivakumar52No ratings yet
- Bachelor of Business Administration: Hi-Tech Arai PVT LTDDocument52 pagesBachelor of Business Administration: Hi-Tech Arai PVT LTDJeetu JainNo ratings yet
- APL ApolloDocument19 pagesAPL ApolloDEEPAKNo ratings yet
- Cera SanitaryDocument24 pagesCera SanitaryHarish KumarNo ratings yet
- Havells India LTDDocument15 pagesHavells India LTDNithya Raj100% (1)
- GRAVITY CAST MBA Porject Report Prince DudhatraDocument51 pagesGRAVITY CAST MBA Porject Report Prince DudhatrapRiNcE DuDhAtRaNo ratings yet
- List of FigureDocument1 pageList of FigureNirav100% (1)
- Summer Training ReportDocument24 pagesSummer Training ReportAshish ShandilNo ratings yet
- CF ProjectDocument40 pagesCF ProjectYatin DhallNo ratings yet
- Kirloskar Up Upl Uph UptDocument16 pagesKirloskar Up Upl Uph Uptedward baskaraNo ratings yet
- Organizational Study of Numaligarh Refinery LimitedDocument83 pagesOrganizational Study of Numaligarh Refinery LimitedAri HaranNo ratings yet
- Profile of Hi-Tech Arai Pvt LtdDocument12 pagesProfile of Hi-Tech Arai Pvt LtdThanga Raja100% (1)
- Apprenticeship Training Report on Ultratech Cement Provides InsightsDocument4 pagesApprenticeship Training Report on Ultratech Cement Provides Insightskirity ghoshNo ratings yet
- Project Report On Working Capital of JISLDocument41 pagesProject Report On Working Capital of JISLanon_241911849100% (2)
- KCP Corporate ProfileDocument47 pagesKCP Corporate ProfileHimanshu1712No ratings yet
- Project Report Vt20180960Document80 pagesProject Report Vt20180960BLOOMOTCH singhNo ratings yet
- PRJCT at TitaniumDocument95 pagesPRJCT at TitaniumGopi NathNo ratings yet
- Internship Report on Sowbaghya Enterprise Private LimitedDocument14 pagesInternship Report on Sowbaghya Enterprise Private Limitedsuren moorthyNo ratings yet
- Hindalco SWOT Analysis Highlights Strengths and OpportunitiesDocument1 pageHindalco SWOT Analysis Highlights Strengths and OpportunitiesAbhishek Mishra100% (1)
- A Study of Kerala Financial CorporationDocument5 pagesA Study of Kerala Financial Corporationvimalvijayan89No ratings yet
- Industrial Internship Report (4) F1111Document27 pagesIndustrial Internship Report (4) F1111Mainuddin M JamadarNo ratings yet
- Thapar GroupDocument30 pagesThapar GroupAlokJainNo ratings yet
- Marketing Strategy of Maruti Suzuki: A Summer Training Project Report ONDocument6 pagesMarketing Strategy of Maruti Suzuki: A Summer Training Project Report ONYOGENDRANo ratings yet
- Tata Steel - Company Analysis - 2015Document28 pagesTata Steel - Company Analysis - 2015Aditya ManchandaNo ratings yet
- 14wl - 17200 - 5 - de - en Rolling Bearings For Rolling Mill Applications PDFDocument69 pages14wl - 17200 - 5 - de - en Rolling Bearings For Rolling Mill Applications PDFDoomon OkerNo ratings yet
- Heritage Foods Limited: Summer Internship ReportDocument1 pageHeritage Foods Limited: Summer Internship ReportChavan AnithaNo ratings yet
- Triveni EggDocument321 pagesTriveni EggSahith MallampatiNo ratings yet
- Final ReportDocument23 pagesFinal ReportAbhishek S KNo ratings yet
- A STUDY ON CASH MANAGEMENT AT Plantation Corporation PDFDocument145 pagesA STUDY ON CASH MANAGEMENT AT Plantation Corporation PDFNikhil ShajiNo ratings yet
- Main ProjectDocument107 pagesMain ProjectMANJULANo ratings yet
- Financial Management I Report Hindalco Nalco Group-15Document12 pagesFinancial Management I Report Hindalco Nalco Group-15Madhusudan22No ratings yet
- Report on Industrial Training at BHEL HyderabadDocument74 pagesReport on Industrial Training at BHEL Hyderabadvijayk23060% (1)
- ME408 CombustionDocument34 pagesME408 CombustionbharathNo ratings yet
- ProjectDocument61 pagesProjectPritam Ghosh100% (1)
- Industrial Training Report On TubelightsDocument29 pagesIndustrial Training Report On TubelightsRabinsa Yadav100% (1)
- Fazil Project..Document53 pagesFazil Project..Shahdab Sagari100% (1)
- Big Bazaar and D Mart PDF FreeDocument82 pagesBig Bazaar and D Mart PDF FreeJay PawarNo ratings yet
- Pro S09 RenukaDocument65 pagesPro S09 RenukabhakteeNo ratings yet
- Project On Sai HondaDocument20 pagesProject On Sai Hondapradip_kumarNo ratings yet
- Sapm Tata SteelDocument40 pagesSapm Tata SteelShalya PriyaNo ratings yet
- S E C L WorkshopDocument58 pagesS E C L Workshoprakesh_7374204100% (2)
- Project Report - Bottle Cleaning MachineDocument24 pagesProject Report - Bottle Cleaning MachineChetan S100% (1)
- Ambuja Cement Ratio AnalysisDocument8 pagesAmbuja Cement Ratio AnalysisvikassinghnirwanNo ratings yet
- Amararaja Company Analysis NewDocument34 pagesAmararaja Company Analysis NewJaveed Gurramkonda100% (1)
- Krushik TML FINALDocument24 pagesKrushik TML FINALKrushik TailorNo ratings yet
- ONGC India - in Search For New Growth Strategy NewDocument16 pagesONGC India - in Search For New Growth Strategy NewshashankNo ratings yet
- A Project On Financial AnalysisDocument72 pagesA Project On Financial AnalysisAmar NathNo ratings yet
- 107840592056Document90 pages107840592056Manish Vadodariya100% (2)
- Main WhirlpoolDocument33 pagesMain WhirlpoolSatish PandeyNo ratings yet
- Balance Sheet and Financials of Grasim IndustriesDocument7 pagesBalance Sheet and Financials of Grasim IndustriesHiren KariyaNo ratings yet
- Optimize Coke Moisture with Quenching System UpgradeDocument96 pagesOptimize Coke Moisture with Quenching System UpgradeSushmit ChakrabortyNo ratings yet
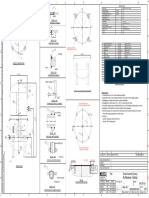
- GA DRG AIR RECEIVER 5m3 WPR 9.2 KG 100mm SR 500 CADocument1 pageGA DRG AIR RECEIVER 5m3 WPR 9.2 KG 100mm SR 500 CArmsh301No ratings yet
- M.SC - Chemistry - 2011Document18 pagesM.SC - Chemistry - 2011rmsh301No ratings yet
- M.SC - Chemistry - Booklet Code - A - 2013Document19 pagesM.SC - Chemistry - Booklet Code - A - 2013rmsh3010% (1)
- M.SC - Chemistry - 2012Document21 pagesM.SC - Chemistry - 2012rmsh301No ratings yet
- Product Guide ThermocouplesDocument296 pagesProduct Guide Thermocouplesrmsh301No ratings yet
- Fluid Mechanics and Hydraulic Machines Textbook Scanned PDFDocument287 pagesFluid Mechanics and Hydraulic Machines Textbook Scanned PDFPullavartisrikanthChowdaryNo ratings yet
- Annual Calendar 2018 EnglDocument1 pageAnnual Calendar 2018 EnglSaketNo ratings yet
- MSC - Chemistry - 2014Document20 pagesMSC - Chemistry - 2014rmsh301No ratings yet
- M.SC - Chemistry - 2016Document20 pagesM.SC - Chemistry - 2016rmsh301No ratings yet
- Booklet code C exam questionsDocument21 pagesBooklet code C exam questionsDebarati Das GuptaNo ratings yet
- Investment Planning - Tips To Reduce Your Tax BurdenDocument7 pagesInvestment Planning - Tips To Reduce Your Tax Burdenrmsh301No ratings yet
- Invoice Sample 5Document1 pageInvoice Sample 5Rammohanreddy RajidiNo ratings yet
- M.SC - Chemistry - 2015Document18 pagesM.SC - Chemistry - 2015rmsh301No ratings yet
- Principles of Management LECTURE NotesDocument32 pagesPrinciples of Management LECTURE NotesPrasant BistNo ratings yet
- Condenser Tube FFFFFFFFFFFFFFFFFFFFFFFFFDocument20 pagesCondenser Tube FFFFFFFFFFFFFFFFFFFFFFFFFAmal ChinthakaNo ratings yet
- Tips On Mold DesignDocument15 pagesTips On Mold DesignUmesh TakNo ratings yet
- Pipe SheduleDocument3 pagesPipe SheduleNiraj KumarNo ratings yet
- 1: Fluids, 1: FluidDocument5 pages1: Fluids, 1: Fluidrmsh301No ratings yet
- Pipe SheduleDocument3 pagesPipe SheduleNiraj KumarNo ratings yet
- Sinter Write UpDocument262 pagesSinter Write Uprmsh301No ratings yet
- Sinter Plant Single Toothed Roll Crusher PDFDocument14 pagesSinter Plant Single Toothed Roll Crusher PDFrmsh301No ratings yet
- Sinter Screen PDFDocument1 pageSinter Screen PDFrmsh301No ratings yet
- AppDocument37 pagesApprmsh301No ratings yet
- Structural EnglishDocument1 pageStructural Englishrmsh301No ratings yet
- Deepthi NairDocument17 pagesDeepthi Nairrmsh301No ratings yet
- Electrical Wire Hardness, CATIADocument28 pagesElectrical Wire Hardness, CATIArmsh301No ratings yet
- Field Instrumentation BrochureDocument8 pagesField Instrumentation Brochurermsh301No ratings yet
- 23 Blast Furnace Fault DiagnosticsDocument1 page23 Blast Furnace Fault Diagnosticsrmsh301No ratings yet
- Fatigue Consideration in DesignDocument9 pagesFatigue Consideration in DesignJitendra SoniNo ratings yet
- Whirling of ShaftsDocument4 pagesWhirling of ShaftsAshline DsouzaNo ratings yet
- Schultz Catalog 2015-EngDocument102 pagesSchultz Catalog 2015-EngCarlos Humberto Munar MonsalveNo ratings yet
- 14th Summer School in Tribology NewDocument2 pages14th Summer School in Tribology NewAjay KumarNo ratings yet
- BP Functionality S4 HANADocument17 pagesBP Functionality S4 HANASatyaki Singha100% (2)
- DNC MagazineDocument49 pagesDNC MagazineNizamudheen kNo ratings yet
- Dbatu MisDocument1 pageDbatu Misgamingaao75No ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Wimax For DummiesDocument35 pagesWimax For DummiesMichael John MjattaNo ratings yet
- Fluidized Bed ReactorDocument10 pagesFluidized Bed ReactorDurgesh BondeNo ratings yet
- JSS - Reshaping Data with the reshape PackageDocument20 pagesJSS - Reshaping Data with the reshape PackagewhyawhaNo ratings yet
- Philips 32pfl2508 f8Document118 pagesPhilips 32pfl2508 f8Victor Hugo PiedrahitaNo ratings yet
- Astm B344-01Document3 pagesAstm B344-01Srinivasan KrishnamoorthyNo ratings yet
- Trantech BrochureDocument4 pagesTrantech BrochureOmar Reinoso TigreNo ratings yet
- Structural Response of Soft Story High R PDFDocument12 pagesStructural Response of Soft Story High R PDFBaterdene BaachkaNo ratings yet
- Memory OrganisationDocument34 pagesMemory OrganisationricketbusNo ratings yet
- Multi-degree vibration analysisDocument7 pagesMulti-degree vibration analysisJose Da SilvaNo ratings yet
- Europass CV Aristeidis TsialosDocument3 pagesEuropass CV Aristeidis Tsialoso_pythagoriosNo ratings yet
- Presented by Intramantra Global Solution PVT LTD, IndoreDocument14 pagesPresented by Intramantra Global Solution PVT LTD, IndoreDeepak RathoreNo ratings yet
- 18 F 1320Document308 pages18 F 1320Manolis DespotakisNo ratings yet
- 3 28 19 NtapDocument199 pages3 28 19 Ntapfikri fikriNo ratings yet
- Communications201509 DLDocument132 pagesCommunications201509 DLleecomNo ratings yet
- Safety Swivel Lifting Eye Bolts Load CapacitiesDocument1 pageSafety Swivel Lifting Eye Bolts Load CapacitiesRaul G. MartinezNo ratings yet
- Positive Displacement PumpsDocument48 pagesPositive Displacement PumpsSteve Carwell100% (5)
- Risk Assesment Form UpdateDocument7 pagesRisk Assesment Form Updatefmebirim100% (1)
- 4unsafe Unhealthy Act Conditions PDFDocument41 pages4unsafe Unhealthy Act Conditions PDFej constantino100% (1)
- Effectof Cyclic Loadingsonthe Shear StrengthandDocument14 pagesEffectof Cyclic Loadingsonthe Shear StrengthandAbel MulugetaNo ratings yet
- Dam Break AnalysisDocument18 pagesDam Break AnalysisBushra UmerNo ratings yet
- Idp OracleDocument15 pagesIdp OracleKiran Kumar PeteruNo ratings yet
- Karcher Operation ManualDocument60 pagesKarcher Operation ManualDadi SucahyonoNo ratings yet
- JCM 452 Stainless Tapping SleeveDocument3 pagesJCM 452 Stainless Tapping SleeveNgô Mạnh TiếnNo ratings yet