You might also like
- Introduction To Metal CuttingDocument43 pagesIntroduction To Metal Cuttingmaitin100% (2)
- Diesel engine efficiency and power calculationsDocument11 pagesDiesel engine efficiency and power calculationsMarc Graham Nacua100% (1)
- 101 FA08 HE2SolvedDocument12 pages101 FA08 HE2SolvedJulio César Macías ZamoraNo ratings yet
- 4.1.5 Newton's Laws of MotionDocument30 pages4.1.5 Newton's Laws of MotionjleodennisNo ratings yet
- Cutting Tool: Meaning, Types and Angles - Metal WorkingDocument12 pagesCutting Tool: Meaning, Types and Angles - Metal WorkingKinku DasNo ratings yet
- Cutting Tool Meaning, Types and Angles Metal WorkingDocument9 pagesCutting Tool Meaning, Types and Angles Metal WorkingJackson SichingaNo ratings yet
- Cutting Tool Geometry GuideDocument11 pagesCutting Tool Geometry GuideShivanshu shekharNo ratings yet
- MetrologyDocument11 pagesMetrologylakshayNo ratings yet
- Metal Cutting Meaning, History and Principles MetallurgyDocument21 pagesMetal Cutting Meaning, History and Principles MetallurgyJackson SichingaNo ratings yet
- May 2015Document20 pagesMay 2015ManojKumar MNo ratings yet
- Chapter 7 - MachiningDocument96 pagesChapter 7 - MachiningTejkumarigurungNo ratings yet
- Basic of Cutting ToolsDocument26 pagesBasic of Cutting Toolssiva kumarNo ratings yet
- Manufacturing Process-II: Unit 2: Mechanics of Machining ProcessesDocument46 pagesManufacturing Process-II: Unit 2: Mechanics of Machining ProcessesGanesh GadadeNo ratings yet
- Manufacturing & ProductionDocument16 pagesManufacturing & ProductionMithun Raju0% (1)
- Metal Cutting QnsDocument8 pagesMetal Cutting QnsAsha DashNo ratings yet
- Metal Cutting QNS PDFDocument8 pagesMetal Cutting QNS PDFAsha DashNo ratings yet
- Fundamentals of Cutting Mechanics Chip FormationDocument26 pagesFundamentals of Cutting Mechanics Chip FormationMerchant Ali100% (1)
- CH 2 Metal Cutting ToolsDocument19 pagesCH 2 Metal Cutting ToolsAlex AdmasNo ratings yet
- Theory of Metal CuttingTool GeometryDocument25 pagesTheory of Metal CuttingTool GeometryNisha SharmaNo ratings yet
- S K MondalDocument17 pagesS K MondalTapas Swain100% (1)
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20rameshNo ratings yet
- Theory of Metal CuttingDocument147 pagesTheory of Metal Cuttingavutu_kunduru100% (1)
- Ch2 MachiningDocument134 pagesCh2 MachiningSaifAdamz'sNo ratings yet
- Cutting ToolsDocument85 pagesCutting ToolsRajyalakshmiNo ratings yet
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20Venu Gopal AnneNo ratings yet
- Metal Removal ProcessesDocument61 pagesMetal Removal ProcessesBinyam HabtamuNo ratings yet
- MP-I - MOD5 - LATHE (1st Chapter) - 1Document13 pagesMP-I - MOD5 - LATHE (1st Chapter) - 1BARUN BIKASH DENo ratings yet
- Tool Geometry and Tool LifeDocument29 pagesTool Geometry and Tool LifeSudeepHandikherkarNo ratings yet
- MST II NotesDocument309 pagesMST II NotesAman Jain100% (2)
- GATE Metal CuttingDocument27 pagesGATE Metal CuttingVinayaka Gp0% (1)
- MACHINING THEORY FORCES AND CHIP FORMATIONDocument63 pagesMACHINING THEORY FORCES AND CHIP FORMATIONThiran Boy LingamNo ratings yet
- Lecture-6: Fundamental of CuttingDocument38 pagesLecture-6: Fundamental of CuttingMuhammad IrfanNo ratings yet
- Module 1.2Document42 pagesModule 1.2jishnushankarNo ratings yet
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- 2017 Metal Cutting Metal Forming MetrologyDocument186 pages2017 Metal Cutting Metal Forming MetrologyKaibalya MishraNo ratings yet
- Introduction to Manufacturing Processes & Machine ToolsDocument33 pagesIntroduction to Manufacturing Processes & Machine ToolsSiddharth PanigrahiNo ratings yet
- TDD-Metal Cutting & Special ToolsDocument27 pagesTDD-Metal Cutting & Special ToolsGS RathoreNo ratings yet
- Theory of Metal MachiningDocument42 pagesTheory of Metal MachiningAbdulla AlattawiNo ratings yet
- Theory of Metal Machining ProcessesDocument111 pagesTheory of Metal Machining ProcessesYuvraaj Singh100% (1)
- 1 Mechanics of MachiningDocument47 pages1 Mechanics of MachiningRAJEEV KHANDELWALNo ratings yet
- Tafila Technical University Cutting Tools Lab ReportDocument11 pagesTafila Technical University Cutting Tools Lab ReportMohanadAlrofuNo ratings yet
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183No ratings yet
- Manufacturing Process-I Lathe Works: (Nomenclature of Single Point Cutting Tool, Tool Signature and Materials)Document26 pagesManufacturing Process-I Lathe Works: (Nomenclature of Single Point Cutting Tool, Tool Signature and Materials)BARUN BIKASH DENo ratings yet
- 2016 Metal Cutting Metal Forming MetrologyDocument216 pages2016 Metal Cutting Metal Forming MetrologySambasivarao Perumalla100% (1)
- 02-Klasifikasi Mesin PerkakasDocument39 pages02-Klasifikasi Mesin PerkakasfebriNo ratings yet
- 4 - Cutting Tool GeometryDocument21 pages4 - Cutting Tool GeometryFebry Risky Jr.No ratings yet
- Metal Cutting (F) SDocument62 pagesMetal Cutting (F) SBrijesh VermaNo ratings yet
- Parts of Single Point Cutting ToolDocument8 pagesParts of Single Point Cutting ToolMukesh sutharNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Effect of Metal Cutting Parameters On Chip Reduction Co-EfficientDocument7 pagesEffect of Metal Cutting Parameters On Chip Reduction Co-EfficientDebarshibiswasNo ratings yet
- CNC Machine Tool LimitationsDocument22 pagesCNC Machine Tool LimitationsSARAVANA KUMARNo ratings yet
- CIMT Important Lathe Machine QuestionsDocument11 pagesCIMT Important Lathe Machine QuestionsChandu ReddyNo ratings yet
- MTM 1Document30 pagesMTM 1Abdul Moeed AhmedNo ratings yet
- Chapter Two: Turning and Related OperationsDocument78 pagesChapter Two: Turning and Related OperationsElwy MustafaNo ratings yet
- Experiment No. 1: AIM: To Study Single Point Cutting ToolDocument40 pagesExperiment No. 1: AIM: To Study Single Point Cutting ToolShreyas GajapureNo ratings yet
- Tungsten Carbide Tools Training ManualDocument209 pagesTungsten Carbide Tools Training ManualMarin Ionut-EduardNo ratings yet
- GEOMETRY OF SINGLE POINT TOOLSDocument13 pagesGEOMETRY OF SINGLE POINT TOOLSAkshay KakaniNo ratings yet
- Cutting Tool DesignDocument67 pagesCutting Tool DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Machining Processes Used to Produce Various ShapesDocument37 pagesMachining Processes Used to Produce Various ShapesAseem Goyal100% (1)
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- Unit One Material and Geometry of Cutting Tools 2015Document46 pagesUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- One Critical BMD SFD PDFDocument9 pagesOne Critical BMD SFD PDFAmarjit AmbaniNo ratings yet
- PowerPoint Files-Chapter 3Document81 pagesPowerPoint Files-Chapter 3Ankit Ambani100% (1)
- RefDocument4 pagesRefAnkit AmbaniNo ratings yet
- ACDocument5 pagesACAnkit AmbaniNo ratings yet
- 7.8 Cutting Tool Materials CompleteDocument15 pages7.8 Cutting Tool Materials CompleteNikhil Batham67% (6)
- Analytical Methods of Position Analysis: Freudenstein's EquationDocument31 pagesAnalytical Methods of Position Analysis: Freudenstein's EquationAnkit AmbaniNo ratings yet
- Notes Chapter4Document6 pagesNotes Chapter4Esakiappan JaghanNo ratings yet
- Kinematics of Mechanisms (ME-505) : Text BookDocument41 pagesKinematics of Mechanisms (ME-505) : Text BookAnkit AmbaniNo ratings yet
- Metal CuttingDocument31 pagesMetal CuttingAnkit AmbaniNo ratings yet
- 4 Conversion of Tool Angles From One System To AnotherDocument16 pages4 Conversion of Tool Angles From One System To AnotherPRASAD326100% (4)
- EPS TestDocument8 pagesEPS TestGhilea GeorgeNo ratings yet
- 1 s2.0 S2352484722007922 MainDocument21 pages1 s2.0 S2352484722007922 MainEspinoza Payano Blas RussNo ratings yet
- 2018 1 X Y HamadaDocument28 pages2018 1 X Y HamadaGaurav Kumar ThakurNo ratings yet
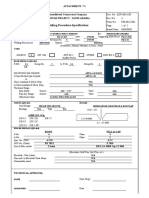
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- Anchor Bolt Design Using Anchor ReinforcementDocument8 pagesAnchor Bolt Design Using Anchor Reinforcementtiger_lxfNo ratings yet
- Group 7 Final Project PhysicsDocument8 pagesGroup 7 Final Project PhysicsJoshua Ray MananquilNo ratings yet
- DME -II (17ME64): ASSIGNEMENT 01-03Document3 pagesDME -II (17ME64): ASSIGNEMENT 01-03NAVEEN H ENo ratings yet
- Pile Lateral Load CapacityDocument18 pagesPile Lateral Load CapacityBrhane W YgzawNo ratings yet
- TAPPI TIP-0402-27 Continuous Dig Insp Rev 2005Document11 pagesTAPPI TIP-0402-27 Continuous Dig Insp Rev 2005a_parrat100% (2)
- Kr451 Nepiro Ergo PR enDocument4 pagesKr451 Nepiro Ergo PR enForum PompieriiNo ratings yet
- DT - Hardness TestDocument30 pagesDT - Hardness TestSamuel Christian GiovanniNo ratings yet
- Resistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooDocument6 pagesResistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooTJPRC PublicationsNo ratings yet
- GT 1 Serdang Exh Repair ReportDocument4 pagesGT 1 Serdang Exh Repair ReportIB IsmadyNo ratings yet
- 33Document40 pages33farida2020No ratings yet
- Laws of Floatation ExplainedDocument2 pagesLaws of Floatation Explainedtarak dasNo ratings yet
- Service & Maintenance Manual for 260MRT Aerial LiftDocument110 pagesService & Maintenance Manual for 260MRT Aerial LiftКосNo ratings yet
- Img 20180122 0001 PDFDocument2 pagesImg 20180122 0001 PDFAnonymous vtZNXtACNo ratings yet
- Mechanical ASTM D2196Document1 pageMechanical ASTM D2196VasaNo ratings yet
- MMA welding electrode changes and weld defectsDocument14 pagesMMA welding electrode changes and weld defectsUmaibalanNo ratings yet
- Service Kit: Single EngineDocument6 pagesService Kit: Single EngineKJ DhimanNo ratings yet
- Shaft Alignment Using Strain Gauges - Case StudiesDocument16 pagesShaft Alignment Using Strain Gauges - Case StudiesAndre BlueNo ratings yet
- Hydraulic Hose PDFDocument86 pagesHydraulic Hose PDFAgus Yulfizar100% (1)
- Ship Resistance & Propulsion (Tutorial 1)Document10 pagesShip Resistance & Propulsion (Tutorial 1)Zulkarnain MustafarNo ratings yet
- Pressure Relief Valve Fig.1319Document2 pagesPressure Relief Valve Fig.1319fernandoNo ratings yet
- Water Wasser: PN 10... 25 DN 300, 500, 600, 800Document3 pagesWater Wasser: PN 10... 25 DN 300, 500, 600, 800AhmedRamadanNo ratings yet
- Treybal DistDocument5 pagesTreybal DistJay CeeNo ratings yet
- P730 Brochure ENDocument2 pagesP730 Brochure ENVictor GalarzaNo ratings yet