You might also like
- Lecture 05 Product Design Steps and Product AnalysisDocument19 pagesLecture 05 Product Design Steps and Product AnalysisVimal GuptaNo ratings yet
- Lecture 04 Product DesignDocument12 pagesLecture 04 Product DesignVimal GuptaNo ratings yet
- Design Methodology GuideDocument67 pagesDesign Methodology GuideZachary OliverNo ratings yet
- Introduction To Rapid PrototypingDocument19 pagesIntroduction To Rapid PrototypingfamilyumaNo ratings yet
- New Product Development and Life-Cycle StrategiesDocument24 pagesNew Product Development and Life-Cycle StrategiesTarun UpadhyayNo ratings yet
- Reliability EngineeringDocument2 pagesReliability EngineeringPeter FavourNo ratings yet
- BASIC DIFFERENCES BETWEEN COUPLINGS, CLUTCHES AND BRAKESDocument41 pagesBASIC DIFFERENCES BETWEEN COUPLINGS, CLUTCHES AND BRAKESKadiyam VijayNo ratings yet
- DFM Design for Manufacturability GuideDocument27 pagesDFM Design for Manufacturability Guidehsaini19762387No ratings yet
- Sustainable Product DesignDocument33 pagesSustainable Product Designmihret henokNo ratings yet
- DMS QB 2015 RDocument8 pagesDMS QB 2015 RKeerthe VaasanNo ratings yet
- Automation in Manufacturing 10ME757: Department of Mechanical Engineering, SIRMVIT (Ramesh C G & Hanamantraygouda M B)Document193 pagesAutomation in Manufacturing 10ME757: Department of Mechanical Engineering, SIRMVIT (Ramesh C G & Hanamantraygouda M B)Wtf rajuNo ratings yet
- Product Design and Development - L1Document12 pagesProduct Design and Development - L1KOFI BROWNNo ratings yet
- Damped Free VibrationsDocument44 pagesDamped Free VibrationsDhruva PatilNo ratings yet
- Work Measurement-Compressed VersionDocument48 pagesWork Measurement-Compressed VersionL.a. LadoresNo ratings yet
- Design Morphology: by - Anzar Hussain Roll No.-BMH04Document12 pagesDesign Morphology: by - Anzar Hussain Roll No.-BMH04Anzar HussainNo ratings yet
- Chapter 3Document62 pagesChapter 3Gwisani Vums Mav100% (1)
- Design For Manufac Ture and Assembly (Dfma)Document13 pagesDesign For Manufac Ture and Assembly (Dfma)Harshal KhotNo ratings yet
- Reliability 1Document71 pagesReliability 1AyoNo ratings yet
- Output AnalysisDocument80 pagesOutput Analysisscanny16No ratings yet
- Kavita Singh Cs-A 0509710047Document37 pagesKavita Singh Cs-A 0509710047kavita8642100% (2)
- Design For XDocument16 pagesDesign For XPramit Kumar SenapatiNo ratings yet
- DFMA GuidelinesDocument15 pagesDFMA GuidelinesSaurabh TripathiNo ratings yet
- 01 Modelling and SimulationDocument18 pages01 Modelling and SimulationMuslihNo ratings yet
- Product Life Cycle - A Marketing Strategy SSMDocument25 pagesProduct Life Cycle - A Marketing Strategy SSMsagarmukherjee100% (1)
- 2 Marks Previous Board Exam Questions & AnswersDocument7 pages2 Marks Previous Board Exam Questions & AnswersAkhil .sNo ratings yet
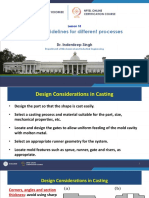
- Design Guidelines For Different ProcessesDocument16 pagesDesign Guidelines For Different ProcessesKarandeep SinghNo ratings yet
- Product Design For Manual Assembly: Dr. Inderdeep SinghDocument16 pagesProduct Design For Manual Assembly: Dr. Inderdeep Singharun100% (1)
- Design, Development and Fabrication of Lawn Mover With Auto Collecting LawnDocument39 pagesDesign, Development and Fabrication of Lawn Mover With Auto Collecting LawnAmir Khan KaimganjNo ratings yet
- Enclosure Design Bud - Handbook PDFDocument28 pagesEnclosure Design Bud - Handbook PDFRajesh Sivasankaran100% (1)
- Design For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramDocument67 pagesDesign For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramKeerthi SagarNo ratings yet
- Function Analysis System Technique: Lesson 09Document11 pagesFunction Analysis System Technique: Lesson 09arun100% (1)
- Call Center Simulation Modeling and Statistical AnalysisDocument88 pagesCall Center Simulation Modeling and Statistical AnalysisKeith Tanaka MagakaNo ratings yet
- Material Handling System and ASRS PDFDocument13 pagesMaterial Handling System and ASRS PDFHarsh PatelNo ratings yet
- Toaster Oven Control SystemDocument12 pagesToaster Oven Control SystemfaridrahmanNo ratings yet
- Abrasive Waterjet Machining GuideDocument54 pagesAbrasive Waterjet Machining GuidePrasad ChoureNo ratings yet
- Academic Unit-1: Bachelor of Engineering (CSE, IT, CSE-IBM)Document18 pagesAcademic Unit-1: Bachelor of Engineering (CSE, IT, CSE-IBM)PARAS MEHTANo ratings yet
- SimulationDocument325 pagesSimulationLokesh NatooNo ratings yet
- Preferred SeriesDocument3 pagesPreferred SeriesVaibhav PawarNo ratings yet
- Reliability Systems: Emm5614 Maintenance Manufacturing ManagementDocument23 pagesReliability Systems: Emm5614 Maintenance Manufacturing ManagementAnas AhmedNo ratings yet
- The QFD and Quality CircleDocument13 pagesThe QFD and Quality Circleramit77No ratings yet
- Ch13Document28 pagesCh13Faiza BadarNo ratings yet
- CIM Lecture Notes 12Document13 pagesCIM Lecture Notes 12Babatunde Victor JuniorNo ratings yet
- Verification and ValidationDocument41 pagesVerification and ValidationcrossgNo ratings yet
- Output AnalysisDocument55 pagesOutput AnalysisFelipe Vásquez MinayaNo ratings yet
- Industrial Engineering Module 1 OverviewDocument156 pagesIndustrial Engineering Module 1 OverviewAkhil VSNo ratings yet
- VIT Pune ME Course on Advanced Automotive EngineeringDocument2 pagesVIT Pune ME Course on Advanced Automotive EngineeringAditya DeshpandeNo ratings yet
- Lane Departure Warning SystemDocument128 pagesLane Departure Warning SystemAVINASHNo ratings yet
- Week 14 (Rapid Prototyping)Document50 pagesWeek 14 (Rapid Prototyping)Umair MalikNo ratings yet
- QRMEC-Elsayed May 28 2013Document47 pagesQRMEC-Elsayed May 28 2013Aparna K NayakNo ratings yet
- Machine LearningDocument128 pagesMachine LearningRamakrishna ChintalaNo ratings yet
- Groover Ch7 Numerical ControlDocument65 pagesGroover Ch7 Numerical Controlrony100% (1)
- SIM Model Validation - V&V Process OverviewDocument20 pagesSIM Model Validation - V&V Process OverviewManhNo ratings yet
- CPS 808 Introduction To Modeling and SimulationDocument40 pagesCPS 808 Introduction To Modeling and SimulationSkidz GarciaNo ratings yet
- PPC Lesson PlanDocument2 pagesPPC Lesson PlanSathiya MoorthyNo ratings yet
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Software Reliability: State of the Art Report 14:2From EverandSoftware Reliability: State of the Art Report 14:2A. BendellNo ratings yet
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Reliability EngineeringDocument9 pagesReliability EngineeringRaj Narayanan100% (1)
- Project Reliability EngineeringDocument16 pagesProject Reliability EngineeringKartik GuptaNo ratings yet
- Unit IV 2.WS&EDocument34 pagesUnit IV 2.WS&ERam Janm SinghNo ratings yet
- Entrepreneurship Full NotesDocument173 pagesEntrepreneurship Full Notesalokshri2587% (376)
- LEC3 - Reliability Engineering and MaintenanceDocument25 pagesLEC3 - Reliability Engineering and MaintenanceNaresh BNo ratings yet
- MOST - Maynard Operation Sequence TechniqueDocument11 pagesMOST - Maynard Operation Sequence Techniquepkj009No ratings yet
- RJS Work Study ModifiedDocument132 pagesRJS Work Study ModifiedRam Janm SinghNo ratings yet
- RJS Planning & Control 1Document18 pagesRJS Planning & Control 1Ram Janm SinghNo ratings yet
- RJS Total Productive MaintenanceDocument32 pagesRJS Total Productive MaintenanceRam Janm SinghNo ratings yet
- RJS Job EvalutionDocument22 pagesRJS Job EvalutionRam Janm SinghNo ratings yet
- IntroductionDocument7 pagesIntroductionpkvlaserNo ratings yet
- Work Study: Improving Productivity Through Method AnalysisDocument122 pagesWork Study: Improving Productivity Through Method AnalysisRam Janm SinghNo ratings yet
- RJS MTMDocument22 pagesRJS MTMRam Janm Singh100% (1)
- RJS MTMDocument22 pagesRJS MTMRam Janm Singh100% (1)
- ProductivityDocument31 pagesProductivityMohiuddin MuhinNo ratings yet
- RJS Total Productive MaintenanceDocument34 pagesRJS Total Productive MaintenanceRam Janm SinghNo ratings yet
- RJS Penny Fab ModelDocument92 pagesRJS Penny Fab ModelRam Janm SinghNo ratings yet
- RJS People, Jobs& OrganizationDocument19 pagesRJS People, Jobs& OrganizationRam Janm SinghNo ratings yet
- RJS Total Productive MaintenanceDocument34 pagesRJS Total Productive MaintenanceRam Janm SinghNo ratings yet
- Pattern Making Guide: Types, Materials & Design ConsiderationsDocument23 pagesPattern Making Guide: Types, Materials & Design ConsiderationsRam Janm SinghNo ratings yet
- Chapter 1 - : To Operations ManagementDocument31 pagesChapter 1 - : To Operations ManagementPINTU TOMARNo ratings yet
- Heat Treatment of Steels 4Document47 pagesHeat Treatment of Steels 4Ram Janm SinghNo ratings yet
- Sheet MetalDocument21 pagesSheet MetalRam Janm Singh100% (2)
- Final Pattern MakingDocument26 pagesFinal Pattern MakingRam Janm Singh100% (2)
- Forging: Shaping Materials Through Compressive ForcesDocument20 pagesForging: Shaping Materials Through Compressive ForcesRam Janm SinghNo ratings yet
- RJS Penny Fab ModelDocument92 pagesRJS Penny Fab ModelRam Janm SinghNo ratings yet
- Entrepreneurship: JOSEPH SCHUMPETER On EntrepreneurshipDocument23 pagesEntrepreneurship: JOSEPH SCHUMPETER On Entrepreneurshipalpanagupta22No ratings yet
- RJS Planning & Control 1Document18 pagesRJS Planning & Control 1Ram Janm SinghNo ratings yet
- Entrepreneurial JourneyDocument32 pagesEntrepreneurial JourneyRam Janm SinghNo ratings yet
- Sqencing 1Document37 pagesSqencing 1Ram Janm SinghNo ratings yet
- Advanced CarburetorDocument21 pagesAdvanced CarburetorRam Janm Singh100% (1)
- PDFDocument368 pagesPDFSanti AlmenaraNo ratings yet
- The next generation of knowledge on software requirements standardsDocument12 pagesThe next generation of knowledge on software requirements standardslcofresiNo ratings yet
- Easter: The Birthday of The Gods - Alvin Boyd KuhnDocument27 pagesEaster: The Birthday of The Gods - Alvin Boyd KuhnNameless HussyNo ratings yet
- Journal of Early Childhood Education Programs PDFDocument6 pagesJournal of Early Childhood Education Programs PDFhera hm100% (1)
- Feed EssayDocument4 pagesFeed EssayChristaScheffler100% (1)
- Vedic-Chart Girl NeelamDocument23 pagesVedic-Chart Girl NeelamMaitry ShahNo ratings yet
- Machine Learning Based Modeling For Solid Oxide Fuel Cells Power Performance PredictionDocument6 pagesMachine Learning Based Modeling For Solid Oxide Fuel Cells Power Performance PredictionairsrchNo ratings yet
- Thesis DevelopmentDocument2 pagesThesis DevelopmentViolet Tamayo CaadanNo ratings yet
- European TeacherDocument6 pagesEuropean TeacherAkim AlexandraNo ratings yet
- Appa KulkarniDocument3 pagesAppa KulkarniPhonetics laboratoryNo ratings yet
- Logic Model NarrativeDocument7 pagesLogic Model Narrativeapi-312645474No ratings yet
- Investigating Correspondences Between Numerology and Astrology Part 2 - Introducing Cheiro's Numerology System (Chaldean) - Living in CyclesDocument8 pagesInvestigating Correspondences Between Numerology and Astrology Part 2 - Introducing Cheiro's Numerology System (Chaldean) - Living in CycleskundankumarjhaNo ratings yet
- The Factors and Effects of Tardiness of Some Senior Highschool Grade 11 Students in Liceo de CagayanDocument11 pagesThe Factors and Effects of Tardiness of Some Senior Highschool Grade 11 Students in Liceo de CagayanJinkee TacandongNo ratings yet
- Deloitte Uk Building Your Digital DnaDocument54 pagesDeloitte Uk Building Your Digital DnaDaniel BarbosaNo ratings yet
- The Renaissance, Reformation, and Age of ExplorationDocument5 pagesThe Renaissance, Reformation, and Age of Explorationitsbeccayoxo100% (1)
- History, Which Focused On Women Whose Work and Experience Deserved To Be MoreDocument4 pagesHistory, Which Focused On Women Whose Work and Experience Deserved To Be MorepaulaNo ratings yet
- ENG 103 Midterm Reviewer - Structure of EnglishDocument6 pagesENG 103 Midterm Reviewer - Structure of EnglishCheldenNo ratings yet
- Baker Periodization Models For RTDocument26 pagesBaker Periodization Models For RTjames_davis_6100% (2)
- Reflective Writing (Diego Silva) DS-001Document2 pagesReflective Writing (Diego Silva) DS-001Diego Silva CalquínNo ratings yet
- InTech-Internationalization and Globalization in Higher EducationDocument20 pagesInTech-Internationalization and Globalization in Higher EducationPedroNo ratings yet
- VimsopakDocument1 pageVimsopakAbhisek SamantaNo ratings yet
- Relevance Theory in Translation and Interpreting - A Cognitive-Pragmatic ApproachDocument278 pagesRelevance Theory in Translation and Interpreting - A Cognitive-Pragmatic ApproachWantawin Wongwanich100% (1)
- Synthesis Reaction Paper 1Document4 pagesSynthesis Reaction Paper 1api-353957387100% (1)
- Administrative Reforms of AshokaDocument3 pagesAdministrative Reforms of AshokaRaj kiranNo ratings yet
- BEmONC Skills Training Course EvaluationsDocument5 pagesBEmONC Skills Training Course EvaluationsFrancesca Leandra An-BalcuevaNo ratings yet
- Pradosha Vrata: Sri Swami SivanandaDocument6 pagesPradosha Vrata: Sri Swami SivanandaroovanNo ratings yet
- Coding and Multi-UserDocument35 pagesCoding and Multi-Userhendra lamNo ratings yet
- Noise and Fluctuations Twentieth International Conference On Noise and FluctuationsDocument804 pagesNoise and Fluctuations Twentieth International Conference On Noise and Fluctuationsmachisono100% (1)
- UTS bsn1Document55 pagesUTS bsn1Sweetzel SenielNo ratings yet