You might also like
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- Lesson Plan 38Document6 pagesLesson Plan 38suhailielias0% (2)
- Metal CastingDocument42 pagesMetal CastingJhiGz Llausas de GuzmanNo ratings yet
- Week5 CastingDocument147 pagesWeek5 CastingYouness AITOUNYNo ratings yet
- Chapter 4Document52 pagesChapter 4yamadaNo ratings yet
- Unit 3Document42 pagesUnit 3Anup M UpadhyayaNo ratings yet
- Primary and Secondary Manufacturing ProcessesDocument53 pagesPrimary and Secondary Manufacturing ProcessesSenthilKumar SubramanianNo ratings yet
- EIN 3390 Chap 12 Expendable-Mold Cast B Spring - 2012Document51 pagesEIN 3390 Chap 12 Expendable-Mold Cast B Spring - 2012Deepak SharmaNo ratings yet
- Metal CastingDocument22 pagesMetal CastingANKIT RAJNo ratings yet
- Overview of Metal CastingDocument43 pagesOverview of Metal CastingAhmad FaidhiNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
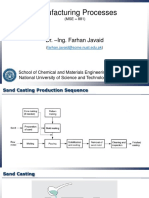
- Manufacturing Processes: Dr. - Ing. Farhan JavaidDocument44 pagesManufacturing Processes: Dr. - Ing. Farhan JavaidBilal idreesNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- MTech Production Thesis on Advanced Casting ProcessesDocument42 pagesMTech Production Thesis on Advanced Casting ProcessesPrikshit Gothwal100% (1)
- Lecture Notes IIDocument71 pagesLecture Notes IITuğbaNo ratings yet
- Conventional CastingDocument7 pagesConventional CastingEmyl SantosNo ratings yet
- WPT CastingDocument70 pagesWPT CastingHuzaifaNo ratings yet
- Foundry Hand ToolsDocument83 pagesFoundry Hand ToolsKiran MunavalliNo ratings yet
- Special CastingDocument71 pagesSpecial CastingPawan RathiNo ratings yet
- of ManuDocument87 pagesof ManuVaibhav BaggaNo ratings yet
- Mech202 - 2015-16 Fall - l02 - Casting IDocument75 pagesMech202 - 2015-16 Fall - l02 - Casting IDanish IftikharNo ratings yet
- 01 CastingDocument31 pages01 CastingSports GloballyNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet
- Casting Basis-Rev 2Document27 pagesCasting Basis-Rev 2Vasudev DevNo ratings yet
- Casting Manufacturing Processes FundamentalsDocument47 pagesCasting Manufacturing Processes FundamentalsarobaidiNo ratings yet
- Metal Casting Process Types & Design GuidelinesDocument71 pagesMetal Casting Process Types & Design GuidelinesVijay Pawar100% (2)
- BMP Module IDocument36 pagesBMP Module IBiswajit LME016No ratings yet
- Imp CastingDocument42 pagesImp CastingMRINAL MAGARNo ratings yet
- Viden Io Basics of Mechanical Engineering Unit 1 Manufacturing ProcessesDocument145 pagesViden Io Basics of Mechanical Engineering Unit 1 Manufacturing Processesramesh tNo ratings yet
- METAL CASTING GUIDEDocument18 pagesMETAL CASTING GUIDEvelavansuNo ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- Metal Casting Process GuideDocument48 pagesMetal Casting Process GuidesumikannuNo ratings yet
- Metal CastingDocument93 pagesMetal CastinghashimtkmceNo ratings yet
- 4 Various Types of Expendable Mold and Permanent Mold CastingDocument45 pages4 Various Types of Expendable Mold and Permanent Mold CastingLiaquat AliNo ratings yet
- ME364 Casting ProcessesDocument5 pagesME364 Casting Processesjegan_tamilNo ratings yet
- Valery Marinov Manufacturing Technology PDFDocument168 pagesValery Marinov Manufacturing Technology PDFMostafa Adil50% (2)
- EMU - Manufacturing TechnologyDocument11 pagesEMU - Manufacturing TechnologyVijay GanapathyNo ratings yet
- Ch10 Casting Fund WileyDocument38 pagesCh10 Casting Fund WileyAbdur Rahman SultanNo ratings yet
- Casting: Conventional Methods Unconventional MethodsDocument13 pagesCasting: Conventional Methods Unconventional Methodsarun t nNo ratings yet
- Unit - 1 Metal Casting Processes-NVRDocument287 pagesUnit - 1 Metal Casting Processes-NVRPrashon GNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument40 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and Coolingalemu170No ratings yet
- Fundamentals of Metal Casting ProcessesDocument37 pagesFundamentals of Metal Casting ProcessesSachin RanaNo ratings yet
- Casting ProcessDocument30 pagesCasting ProcessParas ThakurNo ratings yet
- Publication 11 12691 1710Document5 pagesPublication 11 12691 1710xf9bk4wpbfNo ratings yet
- HOME ASSIGNMENT PART II: SAND CASTING PROCESSDocument17 pagesHOME ASSIGNMENT PART II: SAND CASTING PROCESSPrema Latha100% (1)
- Investment Casting ProcessesDocument10 pagesInvestment Casting ProcessesPragyan Kumar PradhanNo ratings yet
- Manufacturing Process: I Semester ES-119Document170 pagesManufacturing Process: I Semester ES-119sayan halderNo ratings yet
- Foundry 1Document17 pagesFoundry 1Raghav MohtaNo ratings yet
- Foundry ProcessDocument81 pagesFoundry ProcessGopalakrishnan Kuppuswamy100% (1)
- ME 330 Manufacturing Processes Casting Processes (Cont.)Document39 pagesME 330 Manufacturing Processes Casting Processes (Cont.)Sibu SibuNo ratings yet
- CastingDocument118 pagesCastingLokesh100% (4)
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Developments in Strategic Materials and Computational Design IVFrom EverandDevelopments in Strategic Materials and Computational Design IVWaltraud M. KrivenNo ratings yet
- High Temperature Ceramic Matrix Composites 8From EverandHigh Temperature Ceramic Matrix Composites 8Litong ZhangNo ratings yet
- 3D Incompressible Flow Over SphereDocument12 pages3D Incompressible Flow Over SphererevandifitroNo ratings yet
- Chapter 9 LiquefactionDocument7 pagesChapter 9 LiquefactionShintya Agustien PuterianaNo ratings yet
- L16 CRE II Heterogeneous Catalysis: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument25 pagesL16 CRE II Heterogeneous Catalysis: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNo ratings yet
- Rapid Microwave Sintering of Carbon Nanotube-Filled AZ61Document8 pagesRapid Microwave Sintering of Carbon Nanotube-Filled AZ61vitorassuenaNo ratings yet
- Brinall Hardness Test ExperimentDocument4 pagesBrinall Hardness Test ExperimentboatcomNo ratings yet
- Magnetic Moment MeasurementDocument1 pageMagnetic Moment MeasurementtfurrowsNo ratings yet
- Material Data Sheet: Bakony Ipari Kerámia Kft. Bakony Technical Ceramics LTDDocument1 pageMaterial Data Sheet: Bakony Ipari Kerámia Kft. Bakony Technical Ceramics LTDAndor IllésNo ratings yet
- Optim Raex FenatranDocument56 pagesOptim Raex Fenatrancostelino72No ratings yet
- Zeroth Law Thermodynamics Basis Temperature MeasurementDocument16 pagesZeroth Law Thermodynamics Basis Temperature MeasurementSatyendra VishwakarmaNo ratings yet
- Notes07 Oblique Shock WavesDocument26 pagesNotes07 Oblique Shock WavesJames MoriarityNo ratings yet
- Polyphase Ac Circuit Short Questions With AnswerDocument3 pagesPolyphase Ac Circuit Short Questions With AnswerJoshua SilotNo ratings yet
- Acronal S400Document3 pagesAcronal S400Anonymous ZzwxObIlLe100% (1)
- Chemistry Chapter 3Document32 pagesChemistry Chapter 3amit_idea1No ratings yet
- GTU BE Semester V Heat Transfer Exam QuestionsDocument2 pagesGTU BE Semester V Heat Transfer Exam QuestionsMohitNo ratings yet
- 11power Quality EngineeringDocument1 page11power Quality Engineeringpurushotham1982No ratings yet
- Agency, Biography and Objects: Janet HoskinsDocument20 pagesAgency, Biography and Objects: Janet HoskinsJoyce SantanaNo ratings yet
- Inconel Alloy 751Document4 pagesInconel Alloy 751poulad pousheshNo ratings yet
- Microwave and Antennas ELC3510: Department of Electronics Engineering Aligarh Muslim University, AligarhDocument23 pagesMicrowave and Antennas ELC3510: Department of Electronics Engineering Aligarh Muslim University, AligarhAfzal MalikNo ratings yet
- Passive Isolation of Deep FoundationsDocument22 pagesPassive Isolation of Deep FoundationsrameshkaaNo ratings yet
- 2017 - Formulation & Adjuvant Technology 16Document1 page2017 - Formulation & Adjuvant Technology 16Catherine TangNo ratings yet
- Vinnapas SpekDocument5 pagesVinnapas SpekThomas GunawanNo ratings yet
- The Use and Misuse of The Laws of Thermodynamics 28176 PDFDocument7 pagesThe Use and Misuse of The Laws of Thermodynamics 28176 PDFKatherine RiañoNo ratings yet
- 2 Aluminium Fusion Welding 2015Document21 pages2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- 8.3 The Carnot Cycle As A Two-Phase Power Cycle: (Cycle in - Coordinates) (Cycle inDocument26 pages8.3 The Carnot Cycle As A Two-Phase Power Cycle: (Cycle in - Coordinates) (Cycle inAkatew Haile MebrahtuNo ratings yet
- Uses of Mirrors and LensesDocument27 pagesUses of Mirrors and LensesRivera Sofia QueishaNo ratings yet
- Minimum Thickness Requirements for Two-Way SlabsDocument33 pagesMinimum Thickness Requirements for Two-Way SlabsJamal RkhNo ratings yet
- Agricultural Bank Al Ehsaa Chilled Water Pumps Hydraulic CalculationDocument6 pagesAgricultural Bank Al Ehsaa Chilled Water Pumps Hydraulic CalculationMohammed TanveerNo ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewpoluactov.serhiiNo ratings yet