You might also like
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 pagesClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNo ratings yet
- Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsDocument85 pagesCirculation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsBetonÇimento100% (3)
- Duoflex BurnerDocument6 pagesDuoflex Burnersinghite100% (1)
- Clinker CoolersDocument12 pagesClinker CoolersAkhilesh Pratap SinghNo ratings yet
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyDocument5 pagesUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditNo ratings yet
- Mill ProcessDocument6 pagesMill ProcesskamjulajayNo ratings yet
- Fuller Kiln DataDocument1 pageFuller Kiln DatazementheadNo ratings yet
- 1.0 General Plant Information: Existing Cement Mill Process Data SheetDocument6 pages1.0 General Plant Information: Existing Cement Mill Process Data SheetBùi Hắc HảiNo ratings yet
- CO Sources PDFDocument11 pagesCO Sources PDFElwathig BakhietNo ratings yet
- Cement Chapter 6Document17 pagesCement Chapter 6shani5573No ratings yet
- Mod 6Document49 pagesMod 6mkpq100% (1)
- Calculation of Flame MomentumDocument1 pageCalculation of Flame MomentumAnoop TiwariNo ratings yet
- Impact of Alkali, Sulphur and Chlorine in The KilnDocument3 pagesImpact of Alkali, Sulphur and Chlorine in The KilnJa Phe Ti100% (1)
- Grate CoolerDocument10 pagesGrate CoolerAamir HayatNo ratings yet
- Pet Coke Fuel Experience in Rotary KilnDocument7 pagesPet Coke Fuel Experience in Rotary KilnP.S.J.Sarma100% (1)
- 3500TPD Cement Plant Heat BalanceDocument2 pages3500TPD Cement Plant Heat BalanceIrshad HussainNo ratings yet
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- Project:: 2800TPD Burning System CalculationDocument7 pagesProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILINo ratings yet
- VDZ - Optimising The Clinker Burning ProcessDocument2 pagesVDZ - Optimising The Clinker Burning ProcessfoxmancementNo ratings yet
- The Effects of Limestone Addition, Clinker Type and Fineness PDFDocument5 pagesThe Effects of Limestone Addition, Clinker Type and Fineness PDFHazem DiabNo ratings yet
- RCA - IV Cyclone Blockage 11.12.14Document6 pagesRCA - IV Cyclone Blockage 11.12.14Visnu SankarNo ratings yet
- ROTAFLAM Burner AdjustmentDocument5 pagesROTAFLAM Burner AdjustmentMuhammad Zaghloul100% (2)
- Clinker CoolersDocument17 pagesClinker Coolersemad sabri50% (2)
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- Whitehopleman Com Coating Rings BallsDocument11 pagesWhitehopleman Com Coating Rings BallsMomar Talla DiawNo ratings yet
- Lucie MillDocument50 pagesLucie MillJoko DewotoNo ratings yet
- Brown ClinkerDocument21 pagesBrown ClinkerTamer Fathy0% (1)
- Alkali Khaled PDFDocument21 pagesAlkali Khaled PDFbulentbulut100% (1)
- Pradeepkumar - Rawmix Characteristics FinalDocument96 pagesPradeepkumar - Rawmix Characteristics FinalJackson VuNo ratings yet
- By Pass SystemDocument56 pagesBy Pass SystemIrshad Hussain100% (2)
- VDZ-Onlinecourse 7 3 enDocument20 pagesVDZ-Onlinecourse 7 3 enAnonymous iI88LtNo ratings yet
- Tips On Kiln OperationDocument1 pageTips On Kiln OperationVipan Kumar DograNo ratings yet
- Cement Mill Calculation DesaignDocument1 pageCement Mill Calculation DesaignHilmy MuhammadNo ratings yet
- Presentasi Build UpDocument13 pagesPresentasi Build UpJoko Dewoto100% (1)
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Forms of Alkalies and Their Effect On Clinker FormationDocument11 pagesForms of Alkalies and Their Effect On Clinker Formationkonstantina139No ratings yet
- Clinker Vs Kiln Feed FactorDocument3 pagesClinker Vs Kiln Feed FactorSSAC PVT.LTD.No ratings yet
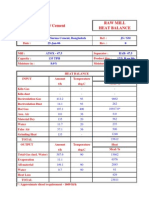
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- 7 Most Common Problem in PyroProcessing For Kiln and CoolerDocument5 pages7 Most Common Problem in PyroProcessing For Kiln and CoolerbudiNo ratings yet
- Main BurnerDocument3 pagesMain BurnerIrfan Ahmed100% (1)
- Cement Grinding OptimizationDocument9 pagesCement Grinding OptimizationFran JimenezNo ratings yet
- Combustion Cement Kiln Exercise2.3.2Document2 pagesCombustion Cement Kiln Exercise2.3.2Mohammed AbdoNo ratings yet
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseDocument1 pageCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseElwathig BakhietNo ratings yet
- 2.02.burning Zone CoatingDocument2 pages2.02.burning Zone CoatingJCSNo ratings yet
- What Is A Process ControlDocument17 pagesWhat Is A Process ControlpashaNo ratings yet
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDocument16 pagesTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- Solid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversityDocument36 pagesSolid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversitysreeNo ratings yet
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- V3i5 Ijertv3is051014 PDFDocument5 pagesV3i5 Ijertv3is051014 PDFRaja ShannmugamNo ratings yet
- Energy Balance and Cogeneration For A Cement PlantDocument11 pagesEnergy Balance and Cogeneration For A Cement PlantHeron SoaresNo ratings yet
- Cement Plants Cogeneration SD2002Document10 pagesCement Plants Cogeneration SD2002Leonidas VeraNo ratings yet
- Paperwhr SBDocument10 pagesPaperwhr SBSuchismita Bhattacharya BhaumikNo ratings yet
- Literature Review On Cement Industry WHRDocument24 pagesLiterature Review On Cement Industry WHRnihal attarNo ratings yet
- AISTech 2014 Article WHR From HT Gases From EAF 01042014Document11 pagesAISTech 2014 Article WHR From HT Gases From EAF 01042014sunatrutgersNo ratings yet
- Mod 8-Application of Heat and Mass BalancesDocument218 pagesMod 8-Application of Heat and Mass BalanceslovjnxNo ratings yet
- #Powerof: Availability Centered MaintenanceDocument14 pages#Powerof: Availability Centered Maintenance1977julNo ratings yet
- PowderDocument10 pagesPowder1977julNo ratings yet
- Welcome: Advanced Bulk Material Conveying Technologies in Cement IndustryDocument15 pagesWelcome: Advanced Bulk Material Conveying Technologies in Cement Industry1977julNo ratings yet
- Avinash MechwellDocument33 pagesAvinash Mechwell1977julNo ratings yet
- Chapter 3.7 Cooling TowerDocument17 pagesChapter 3.7 Cooling TowerDeep DasNo ratings yet
- Modefied Cooler2Document71 pagesModefied Cooler21977jul100% (2)
- Robuschi BlowersDocument23 pagesRobuschi Blowers1977jul100% (1)
- Maag LGD Lateral Gear Drive For Horizontal MillsDocument8 pagesMaag LGD Lateral Gear Drive For Horizontal Mills1977julNo ratings yet
- KPB Transmission Gear Units: For The Bucket Wheel Drive in ExcavatorsDocument2 pagesKPB Transmission Gear Units: For The Bucket Wheel Drive in Excavators1977julNo ratings yet
- Aspects of Raw Material HomogenizationDocument25 pagesAspects of Raw Material Homogenization1977julNo ratings yet
- Loads Adjustable Speed Drives: Starting Inertia ONDocument6 pagesLoads Adjustable Speed Drives: Starting Inertia ON1977julNo ratings yet
- Feeder TypesDocument54 pagesFeeder Types1977julNo ratings yet
- Advanced Manufacturing System (TPM)Document9 pagesAdvanced Manufacturing System (TPM)1977julNo ratings yet
- VSM TemplateDocument13 pagesVSM TemplatesigmasundarNo ratings yet
- TPM Conference - JIPM - NakanoDocument38 pagesTPM Conference - JIPM - Nakano1977jul50% (2)
- Concept of Production Efficiency: Basic Education of TPMDocument20 pagesConcept of Production Efficiency: Basic Education of TPM1977julNo ratings yet
- Chap1:Kaizen Basic EducationDocument48 pagesChap1:Kaizen Basic Education1977jul100% (2)
- Simplified Modeling of Clinker Cooling Based On Long Term Industrial DataDocument5 pagesSimplified Modeling of Clinker Cooling Based On Long Term Industrial Data1977julNo ratings yet
- Heat ExchangersDocument25 pagesHeat ExchangersMohammed Kabiruddin100% (7)
- Electrical Panel Data MSC PG: NO Panel Desc Panel CodeDocument6 pagesElectrical Panel Data MSC PG: NO Panel Desc Panel CodeAjeng AyuNo ratings yet
- 360-Pungue Iwrm Strategy PresentationDocument30 pages360-Pungue Iwrm Strategy PresentationEdyz Piedadis PereiraNo ratings yet
- Course Material Fees: Terms 1190 - 1193Document8 pagesCourse Material Fees: Terms 1190 - 1193Frances Ijeoma ObiakorNo ratings yet
- National Power Training Institute: Admission Notice: 2020-21Document3 pagesNational Power Training Institute: Admission Notice: 2020-21a.jainNo ratings yet
- A Mesh-Free Solid-Mechanics ApproachDocument26 pagesA Mesh-Free Solid-Mechanics ApproachMustafa YildizNo ratings yet
- Available Protocols in PcVueDocument5 pagesAvailable Protocols in PcVueWan EzzatNo ratings yet
- CST 336 Final Project Computown DocumentationDocument12 pagesCST 336 Final Project Computown Documentationapi-461214598No ratings yet
- SAP IdMDocument34 pagesSAP IdMshabab_14No ratings yet
- Hydraulic Jump - 1Document3 pagesHydraulic Jump - 1Manmohit SinghNo ratings yet
- Operate A Personal Computer PDFDocument56 pagesOperate A Personal Computer PDFBirhanu Girmay100% (8)
- Build A 10 Ton Hydraulic PressDocument10 pagesBuild A 10 Ton Hydraulic PressManuel SterlingNo ratings yet
- GE Pricelist 2017Document2 pagesGE Pricelist 2017Rolando Cawaling100% (4)
- Elvax 460Document3 pagesElvax 460ingindjorimaNo ratings yet
- Tutorial Class 1 Questions 1Document2 pagesTutorial Class 1 Questions 1Bố Quỳnh ChiNo ratings yet
- UT TransducersDocument20 pagesUT TransducersSamanyarak AnanNo ratings yet
- Session PlanDocument11 pagesSession PlanMat Domdom Sansano100% (1)
- 4 MPM Scope - OutputDocument45 pages4 MPM Scope - OutputSajid Ali MaariNo ratings yet
- Velocloud OverviewDocument29 pagesVelocloud OverviewFebri RawlinsNo ratings yet
- Pd5500 Flange CalculationDocument6 pagesPd5500 Flange CalculationMakrand SakpalNo ratings yet
- Dnvgl-Ru-Ships (2015) Part 3 Ch-10 TrolleyDocument7 pagesDnvgl-Ru-Ships (2015) Part 3 Ch-10 TrolleyyogeshNo ratings yet
- Health Safety StatementDocument22 pagesHealth Safety StatementShafiqul IslamNo ratings yet
- Final App - FlsDocument9 pagesFinal App - Flsjunebug172100% (1)
- University of Tennessee - ChattanoogaDocument34 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- Fasteners Lecture 11-20-03Document67 pagesFasteners Lecture 11-20-03laponggaNo ratings yet
- Api 682Document132 pagesApi 682Raul Gonzalez FernandezNo ratings yet
- Language Processing System:-: CompilerDocument6 pagesLanguage Processing System:-: CompilerRenganathan rameshNo ratings yet
- CTLG MINI08engDocument48 pagesCTLG MINI08enggadacz111No ratings yet
- Parth Valves and Hoses LLP.: Test & Guarantee CertificateDocument1 pageParth Valves and Hoses LLP.: Test & Guarantee CertificateSURYAKANTNo ratings yet
- Isuzu 4hk1x Sheet HRDocument4 pagesIsuzu 4hk1x Sheet HRMuhammad Haqi Priyono100% (1)