You might also like
- Design of Methanol PlantDocument25 pagesDesign of Methanol Plantalireza19888% (8)
- Hydrogen Production ProcessesDocument73 pagesHydrogen Production ProcessesThitikorn Wassanarpheernphong100% (2)
- Global Kinetics of Direct Dimethyl Ether Synthesis Process From Syngas in Slurry Reactor Over A Novel Cu ZN Al ZR Slurry CatalystDocument7 pagesGlobal Kinetics of Direct Dimethyl Ether Synthesis Process From Syngas in Slurry Reactor Over A Novel Cu ZN Al ZR Slurry Catalystkrishna_nimeshNo ratings yet
- Methanol Production From Syngas Reactor DesignDocument48 pagesMethanol Production From Syngas Reactor DesignJasonNtsako100% (2)
- Methanol Production From Syngas Reactor DesignDocument41 pagesMethanol Production From Syngas Reactor DesignOmar Ezzat100% (7)
- Slurry Phase Reactor Technology For DME Direct SynthesisDocument13 pagesSlurry Phase Reactor Technology For DME Direct SynthesischusnuhNo ratings yet
- Literature Review: 1.1 PropertiesDocument6 pagesLiterature Review: 1.1 PropertiesPhilani MkhonzaNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0184498 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0184498 A1Debby Theresia SilabanNo ratings yet
- Methanol Synthesis From Syngas in A Slurry ReactorDocument2 pagesMethanol Synthesis From Syngas in A Slurry ReactorMisgatesNo ratings yet
- 39 - 4 - Washington DC - 08-94 - 1131Document5 pages39 - 4 - Washington DC - 08-94 - 1131DHe Vic'zNo ratings yet
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDocument9 pagesSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNo ratings yet
- Patents: Conversion of Methanol To GasolineDocument32 pagesPatents: Conversion of Methanol To GasolineMohamad Abou DaherNo ratings yet
- Simulation of Methanol Production From Synthesis Gas: KeywordsDocument14 pagesSimulation of Methanol Production From Synthesis Gas: KeywordsJiawen ChongNo ratings yet
- 1 s2.0 S0255270104001461 MainDocument8 pages1 s2.0 S0255270104001461 MainIlireaNo ratings yet
- Mixing AmineDocument5 pagesMixing AmineWalid Ben HuseinNo ratings yet
- Production of Pure Hydrogen by Ethanol DehydrogenationDocument9 pagesProduction of Pure Hydrogen by Ethanol DehydrogenationAbdulwahid SultanNo ratings yet
- Energy Production From Biomass Gasification by Molten Carbonate Fuel Cells: Process SimulationDocument6 pagesEnergy Production From Biomass Gasification by Molten Carbonate Fuel Cells: Process SimulationNaason VelascoNo ratings yet
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 pagesMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingElnovista NababanNo ratings yet
- Synthesis of Using The Nanocomposite Catalyst: Biodiesel Mg/Al/Zn Hydrotalcite/SBA-15Document24 pagesSynthesis of Using The Nanocomposite Catalyst: Biodiesel Mg/Al/Zn Hydrotalcite/SBA-15Vikash ChandravanshiNo ratings yet
- Solid Acid Catalysts For Biodiesel Production - Towards Sustainable EnergyDocument7 pagesSolid Acid Catalysts For Biodiesel Production - Towards Sustainable EnergyChau MaiNo ratings yet
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 pagesProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121No ratings yet
- Hydrogenation of Carbon Dioxide For Methanol Production 2012 Chemical Engineering TransactionsDocument6 pagesHydrogenation of Carbon Dioxide For Methanol Production 2012 Chemical Engineering TransactionssapooknikNo ratings yet
- Slide 1: 1) Transportation Fuel: DME Is An Excellent and Very Efficient Alternative FuelDocument8 pagesSlide 1: 1) Transportation Fuel: DME Is An Excellent and Very Efficient Alternative FuelNeha MadanNo ratings yet
- Sinterizacion Del Cu en WGSRDocument5 pagesSinterizacion Del Cu en WGSRsayonara_3No ratings yet
- Methanol SynthesisDocument14 pagesMethanol SynthesisArias AlbertoNo ratings yet
- High PressureDocument20 pagesHigh PressureJam imtiazNo ratings yet
- Water Gas Shift ReactorDocument44 pagesWater Gas Shift ReactorNitish Kumar KushwahaNo ratings yet
- OnboardplasmgenerdieselDocument9 pagesOnboardplasmgenerdieselZavorra ZavorratoNo ratings yet
- Reactor Design For Methanol SynthesisDocument12 pagesReactor Design For Methanol SynthesisYashaswini Nagaraj100% (1)
- Paten Methanol 1Document12 pagesPaten Methanol 1Lathifa Rahma AstutiNo ratings yet
- Us 20120035390Document18 pagesUs 20120035390sariNo ratings yet
- Production of Hydrogen Using WGSRDocument3 pagesProduction of Hydrogen Using WGSRVipul VivaanNo ratings yet
- Sulfur and Hydrogen Sulfide RecoveryDocument27 pagesSulfur and Hydrogen Sulfide RecoveryChemical.AliNo ratings yet
- Methanol Synthesis From SyngasDocument3 pagesMethanol Synthesis From SyngasSylvia SimonNo ratings yet
- Simulation of Conversion of Natural Gas To MethanolDocument25 pagesSimulation of Conversion of Natural Gas To MethanolAnonymous 0QumXG6NNo ratings yet
- Modeling Biodiesel A0611010106Document6 pagesModeling Biodiesel A0611010106samityNo ratings yet
- CO - Scrubbing and Methanation As Purification System For PEFCDocument6 pagesCO - Scrubbing and Methanation As Purification System For PEFCMohamed AkramNo ratings yet
- Transesterification of Soybean Oil For Biodiesel Production Using Hydrotalcite As Basic CatalystDocument6 pagesTransesterification of Soybean Oil For Biodiesel Production Using Hydrotalcite As Basic Catalystevin34No ratings yet
- High-Pressure Steam Reforming of EthanolDocument23 pagesHigh-Pressure Steam Reforming of EthanolMuhammad NaeemNo ratings yet
- Synthesis Gas ReformersDocument9 pagesSynthesis Gas ReformersAlbert PowaNo ratings yet
- Transesterification of Soybean Oil To Biodiesel Using Cao As A Solid Base CatalystDocument14 pagesTransesterification of Soybean Oil To Biodiesel Using Cao As A Solid Base CatalystHelmi BaharNo ratings yet
- Methanol Synthesis in Trickle Bed Reactor PDFDocument7 pagesMethanol Synthesis in Trickle Bed Reactor PDFKrittini IntoramasNo ratings yet
- Methanol Synthesis (Safety)Document16 pagesMethanol Synthesis (Safety)furqankausarhaiderNo ratings yet
- 2010 Moradi - Equilibrium Constant DMEDocument8 pages2010 Moradi - Equilibrium Constant DMEOliver FermaniNo ratings yet
- Us 5883295Document8 pagesUs 5883295Manuel Gonzalez GalvezNo ratings yet
- CO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SDocument6 pagesCO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SShahrizatSmailKassimNo ratings yet
- Paten MolDocument6 pagesPaten Molନା ନାNo ratings yet
- Jiang - Plasma Methane Conversion Using DBD Zeolite ADocument7 pagesJiang - Plasma Methane Conversion Using DBD Zeolite Aapi-3728640100% (1)
- Assessment of Solvent Degradation Within A Global Process Model of Post-Combustion CO CaptureDocument6 pagesAssessment of Solvent Degradation Within A Global Process Model of Post-Combustion CO Capturecosmicbabe_2000No ratings yet
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDocument6 pagesEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNo ratings yet
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 pagesMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingSarang GohNo ratings yet
- Control Structure Design For Methanol ProcessDocument16 pagesControl Structure Design For Methanol ProcessLeandro Uscata QuirozNo ratings yet
- Equilibrium Calculation For DMEDocument8 pagesEquilibrium Calculation For DMEAbhishek KumarNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Chanchal Dmepetrofedpaper2014Document7 pagesChanchal Dmepetrofedpaper2014Luis Miguel Silva FernandezNo ratings yet
- Biodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Document5 pagesBiodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Haris Nu'man AuliaNo ratings yet
- Applied Catalysis A: General: F. Frusteri, F. Arena, G. Bonura, C. Cannilla, L. Spadaro, O. Di BlasiDocument7 pagesApplied Catalysis A: General: F. Frusteri, F. Arena, G. Bonura, C. Cannilla, L. Spadaro, O. Di Blasibearzy94No ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Lifestyle DiseasesDocument14 pagesLifestyle Diseaseskrishna_nimeshNo ratings yet
- Simulation Study For Optimization of LSD Stripper: ObjectiveDocument4 pagesSimulation Study For Optimization of LSD Stripper: Objectivekrishna_nimeshNo ratings yet
- A Guideline For Design Pressure - Part 1 PDFDocument4 pagesA Guideline For Design Pressure - Part 1 PDFkrishna_nimeshNo ratings yet
- Constitution of India - Wikipedia, The Free EncyclopediaDocument14 pagesConstitution of India - Wikipedia, The Free Encyclopediakrishna_nimeshNo ratings yet
- Manorama Yearbook 2014Document3 pagesManorama Yearbook 2014Heena Soni100% (1)
- Dehydration of Methanol To Dimethyl Ether, Ethylene and Propylene Over Silica-Doped Sulfated ZirconiaDocument7 pagesDehydration of Methanol To Dimethyl Ether, Ethylene and Propylene Over Silica-Doped Sulfated Zirconiakrishna_nimeshNo ratings yet
- Round 2Document3 pagesRound 2krishna_nimeshNo ratings yet
- Total Site AnalysisDocument21 pagesTotal Site Analysiskrishna_nimesh100% (1)
- Exercise ScheduleDocument1 pageExercise Schedulekrishna_nimeshNo ratings yet
- KrishnaDocument16 pagesKrishnakrishna_nimeshNo ratings yet
- Industrial Waste Abatement SeafoodDocument27 pagesIndustrial Waste Abatement SeafoodTuróczy EmőkeNo ratings yet
- Forces On Large Steam Turbine Blades: RWE NpowerDocument5 pagesForces On Large Steam Turbine Blades: RWE NpoweradawNo ratings yet
- Glossary of Heat Exchanger TerminologyDocument2 pagesGlossary of Heat Exchanger Terminologypvwander100% (1)
- New Microsoft Office Word DocumentDocument6 pagesNew Microsoft Office Word DocumentHosam ElgoharyNo ratings yet
- 1MVA Spare Parts ListDocument3 pages1MVA Spare Parts ListEduardoMorcilloNo ratings yet
- Why Buildings Fall Down How Structures FailDocument60 pagesWhy Buildings Fall Down How Structures FaillyeshiunNo ratings yet
- Trouble Shooting EngineDocument188 pagesTrouble Shooting EngineDedy setiawanNo ratings yet
- Company ProfileDocument189 pagesCompany ProfileplanningNo ratings yet
- Aluminum 2 10 HP - EnpdfDocument2 pagesAluminum 2 10 HP - EnpdfPriv Tinashe MatewaNo ratings yet
- Booster Basics PresentationDocument49 pagesBooster Basics PresentationbinhjukiNo ratings yet
- Recovery PDFDocument164 pagesRecovery PDFAzizi AbdullahNo ratings yet
- PORAM Standard SpecificationDocument3 pagesPORAM Standard SpecificationAristonNo ratings yet
- Name .. Tutor .: Carbohydrate & Water Test (/50)Document4 pagesName .. Tutor .: Carbohydrate & Water Test (/50)NecrOtic ObsessionNo ratings yet
- Termotehnica Part2Document95 pagesTermotehnica Part2Cirstea AlexandruNo ratings yet
- Continuously Variable Transmission - CVTDocument18 pagesContinuously Variable Transmission - CVTPratheep Srinivas100% (3)
- Analysis of Commercial Proanthocyanidins. Part 1 The Chemical Composition of Quebracho (Schinopsis Lorentzii and Schinopsis Balansae) Heartwood Extract 2012 Phytochemistry 1Document11 pagesAnalysis of Commercial Proanthocyanidins. Part 1 The Chemical Composition of Quebracho (Schinopsis Lorentzii and Schinopsis Balansae) Heartwood Extract 2012 Phytochemistry 1Eric FernandoNo ratings yet
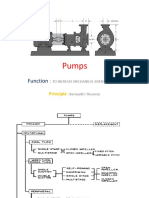
- Pump BasicsDocument118 pagesPump BasicsVinod GuptaNo ratings yet
- Flashcards - 2.2 Electric Circuits - Edexcel IAL Physics A-LevelDocument33 pagesFlashcards - 2.2 Electric Circuits - Edexcel IAL Physics A-LevelMelody NationNo ratings yet
- Wave Energy Conversion#Document3 pagesWave Energy Conversion#DimSolNo ratings yet
- ARV SystemDocument44 pagesARV Systemمحمد عليNo ratings yet
- Bitumen - AsphaltDocument36 pagesBitumen - AsphaltjohanNo ratings yet
- University of Cambridge International Examinations Cambridge International Level 3 Pre-U Certificate Principal SubjectDocument40 pagesUniversity of Cambridge International Examinations Cambridge International Level 3 Pre-U Certificate Principal SubjectbobNo ratings yet
- Coal Quality Issues and Options: DR Andrew Minchener OBEDocument10 pagesCoal Quality Issues and Options: DR Andrew Minchener OBEKhan Ahmed MuradNo ratings yet
- Energy, Work and Power: PHY111: Mechanics and Thermo Properties of MatterDocument71 pagesEnergy, Work and Power: PHY111: Mechanics and Thermo Properties of MatterStudent 365No ratings yet
- Historical Overview of Electrical Submersible Pump: The United States in 1923Document10 pagesHistorical Overview of Electrical Submersible Pump: The United States in 1923AtaullahNo ratings yet
- Energies 14 04876 v2Document15 pagesEnergies 14 04876 v2FlogamagNo ratings yet
- 20CMHDocument41 pages20CMHMuhammad Safri Adi ZamilNo ratings yet
- Mohammad Shadab Khan - Field OperatorDocument6 pagesMohammad Shadab Khan - Field OperatorDonNo ratings yet
- SPE Java Newsletter Sep Dec2016Document56 pagesSPE Java Newsletter Sep Dec2016Faustina MarthaNo ratings yet
- Materials & Their Materials & Their Behavior in Welding Behavior in WeldingDocument56 pagesMaterials & Their Materials & Their Behavior in Welding Behavior in WeldingWahyu Tirta Nugraha100% (1)