You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Robots Part Two, The Illusion of Life (Week Three)Document34 pagesRobots Part Two, The Illusion of Life (Week Three)Vitor MacedoNo ratings yet
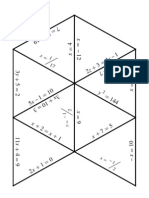
- Algebra1 Review PuzzleDocument3 pagesAlgebra1 Review PuzzleNicholas Yates100% (1)
- 01.introduction To Earth ScienceDocument29 pages01.introduction To Earth ScienceIshan Chua100% (1)
- P&G Interview QuestionsDocument2 pagesP&G Interview Questionssupu100% (3)
- Evs ManualDocument24 pagesEvs ManualJoseph TuckerNo ratings yet
- Books & PeriodicalsDocument1 pageBooks & PeriodicalsDebabrat MishraNo ratings yet
- Accommodating Expansion of Brickwork: Technical Notes 18ADocument13 pagesAccommodating Expansion of Brickwork: Technical Notes 18AWissam AlameddineNo ratings yet
- Term Test Pointers For Review - 1st TermDocument2 pagesTerm Test Pointers For Review - 1st Termjessica holgadoNo ratings yet
- 2017 Reviving Tribal Tattoo TraditionsDocument3 pages2017 Reviving Tribal Tattoo Traditions高權梁No ratings yet
- صيانة المولدات و المحولات الكهربائيهDocument15 pagesصيانة المولدات و المحولات الكهربائيهMostafa AllamNo ratings yet
- Module 1 Inclusive Education Lecture 1 & Introduction - OnlineDocument32 pagesModule 1 Inclusive Education Lecture 1 & Introduction - OnlineSharon ShenNo ratings yet
- Chapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Document27 pagesChapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Randy DookheranNo ratings yet
- Alderamin On The Sky - Volume 7Document311 pagesAlderamin On The Sky - Volume 7Pedro SilvaNo ratings yet
- Entrepreneurship: Presented By: Marlon N. Tabanao JR., LPTDocument14 pagesEntrepreneurship: Presented By: Marlon N. Tabanao JR., LPTRoj LaguinanNo ratings yet
- Delonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Document21 pagesDelonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Luis AlbertoAlmeidaSilva100% (1)
- Dimensions and Methodology of Business Studies Dec 2018Document2 pagesDimensions and Methodology of Business Studies Dec 2018Nallavenaaya Unni100% (1)
- Cusps: Ramesh 04-Jun-1976 12:30:00 PM Krishnagiri 78:14:0 E, 12:32:0 N Tzone: 5.5 KP (Original) Ayanamsha 23:26:2Document1 pageCusps: Ramesh 04-Jun-1976 12:30:00 PM Krishnagiri 78:14:0 E, 12:32:0 N Tzone: 5.5 KP (Original) Ayanamsha 23:26:2Suresh NatarajanNo ratings yet
- IPE SakibBhaiMagicChothaDocument55 pagesIPE SakibBhaiMagicChothaTousif SadmanNo ratings yet
- SOL-Logarithm, Surds and IndicesDocument12 pagesSOL-Logarithm, Surds and Indicesdevli falduNo ratings yet
- Solved Consider Again The Demand Function For Corn in Formula 1Document1 pageSolved Consider Again The Demand Function For Corn in Formula 1M Bilal SaleemNo ratings yet
- (Prestressed Concrete) Lecture 05 Dr. ZubairDocument62 pages(Prestressed Concrete) Lecture 05 Dr. ZubairAhmed RiadNo ratings yet
- Examiners' Report Principal Examiner Feedback January 2018Document7 pagesExaminers' Report Principal Examiner Feedback January 2018WandaNo ratings yet
- Inglês - Degrees of ComparisonDocument4 pagesInglês - Degrees of ComparisonVersehgi IINo ratings yet
- Individual Performance Commitment and Review Form (Ipcrf) : Annex EDocument8 pagesIndividual Performance Commitment and Review Form (Ipcrf) : Annex Emenzi magnoNo ratings yet
- FINAL ReportDocument48 pagesFINAL ReportMythri RangaswamyNo ratings yet
- Rule Based ClassificationsDocument14 pagesRule Based ClassificationsAmrusha NaallaNo ratings yet
- Chapter 6 SBLDocument4 pagesChapter 6 SBLbrave manNo ratings yet
- 1802SupplementaryNotes FullDocument235 pages1802SupplementaryNotes FullCourtney WilliamsNo ratings yet
- Focus On Teaching - Jim KnightDocument213 pagesFocus On Teaching - Jim KnightFernando TeixeiraNo ratings yet
- TM 9-1425-429-12-HR - Stinger - Training - Set - 1983 PDFDocument34 pagesTM 9-1425-429-12-HR - Stinger - Training - Set - 1983 PDFWurzel1946No ratings yet