You might also like
- Basic CardingDocument1 pageBasic CardingKishor Kumar100% (1)
- Good CardingDocument37 pagesGood Cardingjohn_glond33% (3)
- Carding: Click To Edit Master Subtitle Style by M. Naveed AkhtarDocument35 pagesCarding: Click To Edit Master Subtitle Style by M. Naveed Akhtarshazliarsahd50% (2)
- Applications 123Document13 pagesApplications 123api-372220846No ratings yet
- Carding IRFDocument4 pagesCarding IRFRafi Boecdahrezpector100% (1)
- Ebook and Tutorial CardingDocument3 pagesEbook and Tutorial CardingThyo AS Saputra100% (5)
- Crack The User Data On Blackphone: Proof of ConceptDocument4 pagesCrack The User Data On Blackphone: Proof of ConceptGilbert Laszlo KallenbornNo ratings yet
- ATM Database System AbstractDocument2 pagesATM Database System AbstractSHRADDHA KURMI100% (1)
- Mega UploadDocument1 pageMega UploadHome0% (1)
- Carding BookletDocument46 pagesCarding Bookletsitu_tex859480% (5)
- Access Machines Using DNS Names with DD-WRTDocument5 pagesAccess Machines Using DNS Names with DD-WRTदिब्यम प्रभात्No ratings yet
- Amazon CardingDocument2 pagesAmazon Cardingdojilig67% (9)
- R/3 Installation and Configuration for Transportation ManagementDocument5 pagesR/3 Installation and Configuration for Transportation ManagementbrunosdouekNo ratings yet
- Carding Tools and Resources for Credit Card Checks, Temporary Emails and MoreDocument1 pageCarding Tools and Resources for Credit Card Checks, Temporary Emails and MoreTeodor Tiron67% (3)
- Best Buy Case StudyDocument14 pagesBest Buy Case StudyRonak JoshiNo ratings yet
- Carding With Dumps TutorialDocument2 pagesCarding With Dumps Tutorialwill smith57% (7)
- Get Refunded For Your Giftcards PDFDocument2 pagesGet Refunded For Your Giftcards PDFAditya SangleNo ratings yet
- Amazon Carding Android MethodDocument1 pageAmazon Carding Android MethodСаша Бондаренко75% (4)
- Carding Amazon PDFDocument2 pagesCarding Amazon PDFMr.Alice EdwardNo ratings yet
- Bins y Carding PDFDocument12 pagesBins y Carding PDFΤρύπιος Ξιφίας100% (8)
- Bin Checker GuideDocument6 pagesBin Checker Guidebinchecker83% (6)
- Email VerificationDocument2 pagesEmail Verificationpabols_strong0% (1)
- Amazon Tutorial: Guide to Using Stolen Credit Cards on Amazon MarketplaceDocument3 pagesAmazon Tutorial: Guide to Using Stolen Credit Cards on Amazon MarketplacedcNo ratings yet
- AmazonDocument4 pagesAmazonLucky MaharajNo ratings yet
- Amazon Carding Tutorial PDFDocument3 pagesAmazon Carding Tutorial PDFKaran100% (7)
- Ict SystemsDocument12 pagesIct SystemsHaa'Meem Mohiyuddin100% (1)
- Bank Response CodesDocument2 pagesBank Response Codeswill smith100% (1)
- UntitledDocument1 pageUntitledmaxwel joesNo ratings yet
- Giftcard Carding PDFDocument1 pageGiftcard Carding PDFymaguindra0% (1)
- Ebay Carding (Breif)Document1 pageEbay Carding (Breif)José Teixeira da Motta100% (2)
- Credit Card ConfigurationDocument5 pagesCredit Card Configurationravindramalviya3145100% (2)
- Amazon Carding Android MethodDocument1 pageAmazon Carding Android MethodRaydsan CmdNo ratings yet
- EMV InfoDocument13 pagesEMV Infojack meoffNo ratings yet
- Cashbook NFC CoporationDocument14 pagesCashbook NFC CoporationIARnews100% (2)
- Oracle Functional Consultant with Accounts and ERP experienceDocument4 pagesOracle Functional Consultant with Accounts and ERP experienceKishor KumarNo ratings yet
- CVV2Document2 pagesCVV2api-371314750% (2)
- Carding ClassDocument7 pagesCarding ClassRobo Romeo80% (5)
- 1607 00117Document11 pages1607 00117Patrick Perez0% (1)
- READMEDocument4 pagesREADMEGdjfrrfr67% (3)
- Basic Carding PDFDocument4 pagesBasic Carding PDFRonak JoshiNo ratings yet
- Fresh Carding DDocument10 pagesFresh Carding DAnggaPrasetyaWidyatama50% (2)
- WHOIS IP Lookup ToolDocument2 pagesWHOIS IP Lookup ToolTM100% (1)
- Signature of The DevilDocument71 pagesSignature of The Deviljoseph0% (1)
- Ebay2017 PDFDocument10 pagesEbay2017 PDFAnonymous XUFH0I2wXz83% (6)
- Carding Coaching Program Premium 2019 EditionDocument12 pagesCarding Coaching Program Premium 2019 EditionCyber100% (2)
- Carding WebsitesDocument1 pageCarding WebsitesAradNo ratings yet
- CardingDocument26 pagesCardingDIPAK VINAYAK SHIRBHATE86% (7)
- Big Carding GuideDocument2 pagesBig Carding Guidewill smith50% (2)
- Amazon CardingDocument3 pagesAmazon CardingJun Dangoy78% (9)
- Manual Basico de Carding PDFDocument24 pagesManual Basico de Carding PDFVeterinaria Conan100% (3)
- Wal Mar Tcardi Ngby#Cardi Ngar T: 1. Buyol Daccount (Random Orst at Eorzi P) From Mecont Actdet Ai L Sgi Ved I NlastpageDocument5 pagesWal Mar Tcardi Ngby#Cardi Ngar T: 1. Buyol Daccount (Random Orst at Eorzi P) From Mecont Actdet Ai L Sgi Ved I Nlastpageanjana queenNo ratings yet
- VPN Carding Tutorial by Cyber - DudeDocument1 pageVPN Carding Tutorial by Cyber - DudestevenNo ratings yet
- New Text DocumentDocument5 pagesNew Text Documentarshadsanandr0% (1)
- Rieter - Card C 60Document8 pagesRieter - Card C 60Marathi VideoNo ratings yet
- F Br-Ring Spinning Frame LowresDocument20 pagesF Br-Ring Spinning Frame LowresAshique100% (2)
- Crankshafts and Camshafts: Efficient Machining ofDocument20 pagesCrankshafts and Camshafts: Efficient Machining ofAnees SheikhNo ratings yet
- Servall Engineering Works PVT LTDDocument7 pagesServall Engineering Works PVT LTDRaghulNo ratings yet
- 6303A HP Flare Drain DrumDocument16 pages6303A HP Flare Drain DrumMohammad MohseniNo ratings yet
- Dealer FeedbackDocument3 pagesDealer FeedbackTarun BhatiNo ratings yet
- Astm D-2361Document4 pagesAstm D-2361Claudia Da Rolt0% (1)
- Manuel Solaris Ccds1425-St Ccds1425-Dn Ccds1425-Dnx Ccds1425-Dn36en deDocument42 pagesManuel Solaris Ccds1425-St Ccds1425-Dn Ccds1425-Dnx Ccds1425-Dn36en deAllegra AmiciNo ratings yet
- Seb ProjectDocument32 pagesSeb ProjectperthlingNo ratings yet
- Selection ToolsDocument13 pagesSelection ToolsDominador Gaduyon DadalNo ratings yet
- Bulletin 1395 Digital DC Drive 1350A & 2250ADocument213 pagesBulletin 1395 Digital DC Drive 1350A & 2250ATulioPenaNo ratings yet
- BS 5896 2010Document33 pagesBS 5896 2010shashiresh50% (2)
- 3., 4., & 9. RBXC Catalogue Local 2015Document16 pages3., 4., & 9. RBXC Catalogue Local 2015Nilesh RanadeviNo ratings yet
- A Polypropylene Film With Excellent Clarity Combined With Avery Dennison Clearcut™ Adhesive Technology and With A Glassine LinerDocument4 pagesA Polypropylene Film With Excellent Clarity Combined With Avery Dennison Clearcut™ Adhesive Technology and With A Glassine LinerAhmad HaririNo ratings yet
- CNC Meldas 60-60sDocument300 pagesCNC Meldas 60-60schidambaram kasiNo ratings yet
- Pagination script tutorial for PHP MySQL programmersDocument4 pagesPagination script tutorial for PHP MySQL programmersThomas ChinyamaNo ratings yet
- Social Engineering: An Attack Vector Most Intricate To Handle!Document20 pagesSocial Engineering: An Attack Vector Most Intricate To Handle!ishak8No ratings yet
- Item No. Specification Requested Offered Specifications 1.1. 1.1 Law and CertificatesDocument23 pagesItem No. Specification Requested Offered Specifications 1.1. 1.1 Law and CertificatesSaša StankovićNo ratings yet
- Factors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDDocument70 pagesFactors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDlassan199358No ratings yet
- Gysmi-Note UC3845BDGDocument1 pageGysmi-Note UC3845BDGfrance locatelNo ratings yet
- The Next 20 Billion Digital MarketDocument4 pagesThe Next 20 Billion Digital MarketakuabataNo ratings yet
- Sheet #6Document2 pagesSheet #6AHMED BAKRNo ratings yet
- YEZ-Conical Brake MotorDocument3 pagesYEZ-Conical Brake MotorMech MallNo ratings yet
- Friday Night FightsDocument8 pagesFriday Night Fightsapi-629904068No ratings yet
- Gypsum Ceiling PDFDocument1 pageGypsum Ceiling PDFAanchal Mishra100% (1)
- Application for Assistant Engineer PostDocument3 pagesApplication for Assistant Engineer PostKandasamy Pandian SNo ratings yet
- Design Rules CMOS Transistor LayoutDocument7 pagesDesign Rules CMOS Transistor LayoututpalwxyzNo ratings yet
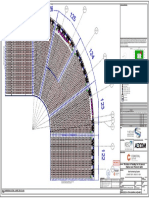
- SE01 SE04 SE03 SE02 E14 E13: As BuiltDocument1 pageSE01 SE04 SE03 SE02 E14 E13: As BuiltgenricNo ratings yet
- Skybox Security Sales&Tech OverviewDocument46 pagesSkybox Security Sales&Tech Overviewerdem100% (1)
- January 2021 price list for Petro motor oils and diesel engine oilsDocument2 pagesJanuary 2021 price list for Petro motor oils and diesel engine oilsSAFIR ULLAHNo ratings yet
- HTML Project RestaurantDocument8 pagesHTML Project RestaurantSandeep Chowdary0% (1)
- 176Document3 pages176Karthik AmigoNo ratings yet
- CAT775GDocument32 pagesCAT775GAndy Chan100% (1)
- Rexroth电磁阀手册Document12 pagesRexroth电磁阀手册davidwang85120% (1)