You might also like
- A Mathematical Model of Heat Transfer in A Rotary Kiln Thermo-ReactorDocument10 pagesA Mathematical Model of Heat Transfer in A Rotary Kiln Thermo-ReactorFrancisco RenteriaNo ratings yet
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69No ratings yet
- InclusionsDocument40 pagesInclusionsricha_msmeNo ratings yet
- A Bell-Type Annealing Furnac PDFDocument9 pagesA Bell-Type Annealing Furnac PDFfercho-kun satochiNo ratings yet
- A Dual Graphic Representation of The Blast Furnace Mass and Heat BalancesDocument11 pagesA Dual Graphic Representation of The Blast Furnace Mass and Heat Balancesfarage100% (1)
- Heat Transfer Chapter 1 IntroductionDocument68 pagesHeat Transfer Chapter 1 IntroductionsubratorajNo ratings yet
- Harmonic Oscillator & Rigid Rotor ModelsDocument14 pagesHarmonic Oscillator & Rigid Rotor ModelsJisu RyuNo ratings yet
- Pages From Cinematography-Theory and PracticeDocument74 pagesPages From Cinematography-Theory and PracticeSalazar SliterinNo ratings yet
- THE EFFECT OF FOAMY SLAG IN THE ELECTRIC ARC FURNACES ON ELECTRIC Energy Consumption PDFDocument10 pagesTHE EFFECT OF FOAMY SLAG IN THE ELECTRIC ARC FURNACES ON ELECTRIC Energy Consumption PDFManojlovic VasoNo ratings yet
- Influence of Fining Agents On Glass Melting A ReviDocument7 pagesInfluence of Fining Agents On Glass Melting A ReviasitchawlaNo ratings yet
- Oxygen Steel Making ProcessesDocument78 pagesOxygen Steel Making ProcessesDwy IconAceNo ratings yet
- Revised DraftDocument45 pagesRevised DraftEva LloydNo ratings yet
- Determining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004Document8 pagesDetermining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004arnaldorcr8646No ratings yet
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDocument12 pagesBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNo ratings yet
- Melting and Holding October 08Document10 pagesMelting and Holding October 08Aragaw MuluNo ratings yet
- The Effect of Slag Modeling To Improve Steelmaking Processes PDFDocument12 pagesThe Effect of Slag Modeling To Improve Steelmaking Processes PDFPaulo J. C. EstevesNo ratings yet
- 17 - Chapter 6 - 4 PDFDocument17 pages17 - Chapter 6 - 4 PDFjohn cabizonNo ratings yet
- Electric Arc Furnace Steelmaking by Jeremy A. T. Jones, Nupro CorporationDocument9 pagesElectric Arc Furnace Steelmaking by Jeremy A. T. Jones, Nupro CorporationGilson JuniorNo ratings yet
- Vacuum Carburizing Using Acetylene GasDocument6 pagesVacuum Carburizing Using Acetylene GasRamesh JakkanagoudarNo ratings yet
- 1584Document6 pages1584malsttarNo ratings yet
- Blast Furnace Gas CleaningDocument25 pagesBlast Furnace Gas CleaningSalil JainNo ratings yet
- Introduction To Fluidisation - NTUDocument56 pagesIntroduction To Fluidisation - NTUswathyNo ratings yet
- Energy Conservation in Cupola FurnaceDocument32 pagesEnergy Conservation in Cupola Furnacenayan patel100% (1)
- The Flat Dilatometer Test (DMT) in Soil Investigations: January 2001Document43 pagesThe Flat Dilatometer Test (DMT) in Soil Investigations: January 2001Tri SusantoNo ratings yet
- Paper Decarburization in Spring SteelDocument7 pagesPaper Decarburization in Spring SteelMauricio RodriguezNo ratings yet
- Components of Coal AshDocument4 pagesComponents of Coal AshDulguun BayNo ratings yet
- Aluminum DopositionDocument6 pagesAluminum DopositionImmi ShaikhNo ratings yet
- Electric Arc FurnaceDocument14 pagesElectric Arc Furnacepravinchavan79No ratings yet
- Coke Quality and Thermal Reserve Zone PDFDocument6 pagesCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216No ratings yet
- What Is Furnace ?Document21 pagesWhat Is Furnace ?BARUN BIKASH DENo ratings yet
- Proto Type Arc FurnaceDocument5 pagesProto Type Arc FurnaceMoudeh ToumaNo ratings yet
- 3 Tin and Its AlloyDocument22 pages3 Tin and Its AlloymohansaiNo ratings yet
- Furnaces Energy SavingDocument10 pagesFurnaces Energy SavingqaisarharisNo ratings yet
- Metallic Materials for FGD SystemsDocument21 pagesMetallic Materials for FGD SystemsClaudia MmsNo ratings yet
- Xstrata NiCu Smelter Metallurgical ModellingDocument26 pagesXstrata NiCu Smelter Metallurgical ModellingergfaradNo ratings yet
- Iron Making PPT Notes 2Document49 pagesIron Making PPT Notes 2SHUBHAM VERMANo ratings yet
- Two Step SinteringDocument4 pagesTwo Step Sinteringrajadasari5682No ratings yet
- Phase Diagrams Explained: Understanding States of MatterDocument5 pagesPhase Diagrams Explained: Understanding States of MatterMumtaz AhmadNo ratings yet
- Unit 4 v3 PDFDocument12 pagesUnit 4 v3 PDFCh RajuNo ratings yet
- A Lining Management System For Submerged Arc FurnacesDocument10 pagesA Lining Management System For Submerged Arc FurnacesismaglezhNo ratings yet
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocument5 pagesTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniNo ratings yet
- Characteristics o F Corrosion Scales o N Pipeline Steel in CO 2 - Saturated NaCl Brine SolutionDocument4 pagesCharacteristics o F Corrosion Scales o N Pipeline Steel in CO 2 - Saturated NaCl Brine SolutionjifarinaNo ratings yet
- 226 Eddystone Station UnitDocument24 pages226 Eddystone Station UnitsbktceNo ratings yet
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaNo ratings yet
- FurnaceDocument2 pagesFurnacepushkarnath79No ratings yet
- 4.0 Solid-State Nucleation and Growth PDFDocument17 pages4.0 Solid-State Nucleation and Growth PDFLEONARD NYIRONGONo ratings yet
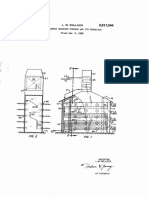
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaNo ratings yet
- Kalugin Shaftless Hot Stoves For Blast Furnaces (KSS)Document3 pagesKalugin Shaftless Hot Stoves For Blast Furnaces (KSS)Maheswar SethiNo ratings yet
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso Tembo100% (1)
- Ellingham Diagram: Gibbs Free Energy Vs Temperature Diagrams For M-MO SystemsDocument25 pagesEllingham Diagram: Gibbs Free Energy Vs Temperature Diagrams For M-MO SystemsPransh KhubchandaniNo ratings yet
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofDocument8 pagesSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarNo ratings yet
- Electrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caDocument28 pagesElectrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caBasilia YulianiNo ratings yet
- Unit 4 MetallurgyDocument33 pagesUnit 4 MetallurgyKamlesh PrasadNo ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- Lecture 1 110121 Vacuum SystemDocument46 pagesLecture 1 110121 Vacuum SystemMehreen AkmalNo ratings yet
- Flash Smelting of Copper - WebinarIAMET - FinalDocument87 pagesFlash Smelting of Copper - WebinarIAMET - FinalwanNo ratings yet
- Billet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionDocument11 pagesBillet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionBoujemaa DrifNo ratings yet
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsFrom EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo ratings yet
- 44-74589BKT LAMBDAWaterBookletDocument58 pages44-74589BKT LAMBDAWaterBookletAndre PNo ratings yet
- Operation Manual CS8 SlagDocument10 pagesOperation Manual CS8 Slagsaibal_silNo ratings yet
- Tuyere PR at NoseDocument4 pagesTuyere PR at Nosesaibal_silNo ratings yet
- A Touchy Subject "People Factors" in SimulationsDocument5 pagesA Touchy Subject "People Factors" in Simulationssaibal_silNo ratings yet
- Da News 145Document52 pagesDa News 145saibal_silNo ratings yet
- Seal PotDocument9 pagesSeal Potsaibal_sil100% (1)
- State of The Art and Future of The Blast FurnaceDocument16 pagesState of The Art and Future of The Blast Furnacesaibal_silNo ratings yet
- Blast Furnace Behaviour On PciDocument12 pagesBlast Furnace Behaviour On Pcisaibal_silNo ratings yet
- CH PRPDocument15 pagesCH PRPsaibal_silNo ratings yet
- FLUIDME Quiz 02 AnswersDocument5 pagesFLUIDME Quiz 02 AnswersSam Denielle TugaoenNo ratings yet
- Filter Vessel Calculations Per As Me Viii 1Document40 pagesFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2No ratings yet
- Introduction to Catalysis LectureDocument22 pagesIntroduction to Catalysis LectureVhyiitrii Shanqk Peñjhaqa Haatii100% (1)
- Journal of Environmental Sciences research on morphology changes of coking coal during cokingDocument4 pagesJournal of Environmental Sciences research on morphology changes of coking coal during cokingJohan Pranata BarusNo ratings yet
- Relationships and Lattices in AlgebraDocument2 pagesRelationships and Lattices in AlgebraRadhika RathoreNo ratings yet
- Antimicrobial Properties of Silver NanoparticlesDocument37 pagesAntimicrobial Properties of Silver NanoparticlesbasavarajitnalNo ratings yet
- Gay-Lussac's Law Problems and SolutionsDocument1 pageGay-Lussac's Law Problems and SolutionsBasic PhysicsNo ratings yet
- Teacher Guide Activity 2 AccelerationDocument4 pagesTeacher Guide Activity 2 AccelerationCanada Railway TimesNo ratings yet
- Testing of Rigid Plastic ContainersDocument22 pagesTesting of Rigid Plastic ContainersBhupendra Singh100% (12)
- Approximations and Simplified Equations SPRING 2019Document12 pagesApproximations and Simplified Equations SPRING 2019Kula Segara PandiyanNo ratings yet
- An Overview of FMCW Systems in MATLABDocument7 pagesAn Overview of FMCW Systems in MATLABHenry TangNo ratings yet
- Hamilton-Jacobi-Bellman Equation ExplainedDocument7 pagesHamilton-Jacobi-Bellman Equation ExplainedMakinita CerveraNo ratings yet
- Information Folder LUCCON PDFDocument9 pagesInformation Folder LUCCON PDFASHOKKUMAR ENo ratings yet
- Bearings ShaftsDocument74 pagesBearings ShaftsCik MinnNo ratings yet
- Maximum Material Boundary (MMB) and Its Advantages in GD&T Analysis PDFDocument6 pagesMaximum Material Boundary (MMB) and Its Advantages in GD&T Analysis PDFSangeethaNo ratings yet
- Book Review Electrochemistry: "Electrolysis". Pot-PourriDocument2 pagesBook Review Electrochemistry: "Electrolysis". Pot-PourriShashank ChandraNo ratings yet
- Maths IA IntroDocument20 pagesMaths IA Introshakthi aravinthNo ratings yet
- STAAD Service Stage and Seismic Analysis ResultsDocument14 pagesSTAAD Service Stage and Seismic Analysis ResultsVikasNo ratings yet
- Chemical Purification Methods ListDocument8 pagesChemical Purification Methods ListMd.Mehdi MasudNo ratings yet
- IOE, TU Questions and Solutions: Engineering Physics (for BE first yearDocument235 pagesIOE, TU Questions and Solutions: Engineering Physics (for BE first yearRajeev PaudelNo ratings yet
- Curtain Wall System From Technal - Geode-BrochureDocument38 pagesCurtain Wall System From Technal - Geode-BrochurebatteekhNo ratings yet
- A+A Diagnostics: Chemray 420Document2 pagesA+A Diagnostics: Chemray 420Saleh HamadanyNo ratings yet
- CFD and Experimental Study of Wetting of Structured Packing ElementsDocument139 pagesCFD and Experimental Study of Wetting of Structured Packing ElementsahmedsalemyNo ratings yet
- Parameter Estimation of Single Diode PV Module Based On GWO AlgorithmDocument12 pagesParameter Estimation of Single Diode PV Module Based On GWO AlgorithmFelicia Itusaca CcariNo ratings yet
- Ultrasonic Diffraction in LiquidsDocument5 pagesUltrasonic Diffraction in LiquidsSampriti ShomeNo ratings yet
- Cluster ExpansionDocument4 pagesCluster ExpansionflytrapsolNo ratings yet
- L-3/T-2/CE Date: 07/08/2016Document30 pagesL-3/T-2/CE Date: 07/08/2016নীল জোছনা0% (1)