You might also like
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsRating: 4 out of 5 stars4/5 (9)
- Shapa Venting Paper 10Document10 pagesShapa Venting Paper 10nshsharma7475No ratings yet
- Testing of Small Differential Pressure Cone Meters On Wet Gas - Brazil (Rio)Document11 pagesTesting of Small Differential Pressure Cone Meters On Wet Gas - Brazil (Rio)Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- Chapter 2Document72 pagesChapter 2Seun Sam AdetolaNo ratings yet
- Granular Materials at Meso-scale: Towards a Change of Scale ApproachFrom EverandGranular Materials at Meso-scale: Towards a Change of Scale ApproachNo ratings yet
- Design PitfallsDocument4 pagesDesign PitfallsShailesh LohareNo ratings yet
- Xxiv Paper 04Document12 pagesXxiv Paper 04Renato BenintendiNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Gas Well Testing PDFDocument26 pagesGas Well Testing PDFaulia fadhinaNo ratings yet
- 044 PDFDocument26 pages044 PDFIman AkbariNo ratings yet
- Inequalities and Extremal Problems in Probability and Statistics: Selected TopicsFrom EverandInequalities and Extremal Problems in Probability and Statistics: Selected TopicsNo ratings yet
- Development and Validation of A Batch Fluidized Bed Dryer Model For Pharmaceutical ParticlesDocument25 pagesDevelopment and Validation of A Batch Fluidized Bed Dryer Model For Pharmaceutical Particleshicham1963No ratings yet
- Comparing Different Methods For Calculating The Gas DispersionDocument6 pagesComparing Different Methods For Calculating The Gas DispersiontfemilianNo ratings yet
- Pencils To PentiumsDocument18 pagesPencils To PentiumsIan MannNo ratings yet
- Gas Detector Coverage Using Gaussian Dispersion Modeling PDFDocument13 pagesGas Detector Coverage Using Gaussian Dispersion Modeling PDFminah22No ratings yet
- Literature Review FluidizationDocument8 pagesLiterature Review Fluidizationea4hasyw100% (1)
- AGA 3 1992 Vs AGA 3 1982Document26 pagesAGA 3 1992 Vs AGA 3 1982George KasepNo ratings yet
- 2018-01 - Nitrogen + Syngas - Packed Absorbers For Deep CO2 RemovalDocument11 pages2018-01 - Nitrogen + Syngas - Packed Absorbers For Deep CO2 RemovalAbdullaNo ratings yet
- Gas Well TestingDocument26 pagesGas Well Testingn5bnr2qd7jNo ratings yet
- Tu Delft Thesis PDFDocument4 pagesTu Delft Thesis PDFdnpqamfd100% (2)
- A CFD Approach To Show The Performance of Solar Air Heaters With Corrugated Absorber PlateDocument21 pagesA CFD Approach To Show The Performance of Solar Air Heaters With Corrugated Absorber PlateiaetsdiaetsdNo ratings yet
- Determination of Consolidation PropertiesDocument13 pagesDetermination of Consolidation PropertiesHussein BeqaiNo ratings yet
- Drying Technology SPRAY DRYING HANDBOOK PDFDocument8 pagesDrying Technology SPRAY DRYING HANDBOOK PDFEdwin Leonel Hernández HernándezNo ratings yet
- Applied Mathematical Modelling: Franz X. Tanner, Kathleen Feigl, Ossi Kaario, Erich J. WindhabDocument13 pagesApplied Mathematical Modelling: Franz X. Tanner, Kathleen Feigl, Ossi Kaario, Erich J. WindhabGHi TaNo ratings yet
- CFDmentorDocument7 pagesCFDmentorgornjakNo ratings yet
- Masters Dissertation OriginalityDocument5 pagesMasters Dissertation OriginalityWriteMyPaperPleaseSingapore100% (1)
- DCT ThesisDocument7 pagesDCT Thesisamandamarietopeka100% (2)
- Saturation of GC DetectorsDocument2 pagesSaturation of GC DetectorsSalman AbuzuhairaNo ratings yet
- 2007 ANTEC Mold DesignDocument6 pages2007 ANTEC Mold DesignRupesh PillaiNo ratings yet
- Special Project: Name: Adriana Herrera Barros, PH.DDocument8 pagesSpecial Project: Name: Adriana Herrera Barros, PH.DJuliethCastilloNo ratings yet
- 13-Distillation VII - Equipment & Column SizingDocument8 pages13-Distillation VII - Equipment & Column SizingPutriNo ratings yet
- Cput Thesis TemplateDocument5 pagesCput Thesis TemplateHelpWritingAPaperForCollegeCanada100% (2)
- Engineers Guide To DropsizeDocument15 pagesEngineers Guide To DropsizeArmin Mora Gonzalez100% (1)
- Reference of Bubble ColumnDocument38 pagesReference of Bubble ColumnZakenia Khairunnisa FalahNo ratings yet
- Analysis of The Adsorption Process and of Desiccant Cooling SystemsDocument155 pagesAnalysis of The Adsorption Process and of Desiccant Cooling SystemsRajesh VyasNo ratings yet
- Project - OmanDocument15 pagesProject - OmanIsra tanveerNo ratings yet
- Liquid DensityDocument3 pagesLiquid Densitymember1000No ratings yet
- Positive Displacement Compressor and Expander Simulation PDFDocument8 pagesPositive Displacement Compressor and Expander Simulation PDFRanu JanuarNo ratings yet
- Simulation and Design Models For Adsorption ProcessDocument11 pagesSimulation and Design Models For Adsorption ProcessAlbert BittencourtNo ratings yet
- Pen Rchive Oulouse Rchive Uverte : O A T A O OataoDocument32 pagesPen Rchive Oulouse Rchive Uverte : O A T A O Oataotahera aqeelNo ratings yet
- Thesis of Master Degree PDFDocument8 pagesThesis of Master Degree PDFjoyceknightjackson100% (2)
- Thesis ZcuDocument7 pagesThesis ZcuWritingServicesForCollegePapersCanada100% (2)
- Robust Characterization of Naturally Fractured Carbonate Reservoirs Through Sensitivity Analysis and Noise Propa...Document18 pagesRobust Characterization of Naturally Fractured Carbonate Reservoirs Through Sensitivity Analysis and Noise Propa...Louis DoroteoNo ratings yet
- Scalability of Angle of Repose Tests For The Calibration of DEM ParametersDocument12 pagesScalability of Angle of Repose Tests For The Calibration of DEM ParametersKoyreNo ratings yet
- Packed Column DesignDocument5 pagesPacked Column DesignRyan MooreNo ratings yet
- Forced Draft Combustion Vs Natural Draft Combustion: December 2017Document10 pagesForced Draft Combustion Vs Natural Draft Combustion: December 2017Suyash KumarNo ratings yet
- CFD Analysis of CUBRC Base Flow ExperimentsDocument22 pagesCFD Analysis of CUBRC Base Flow ExperimentsNeoNo ratings yet
- Estimation of Pure Component Properties. Part 4 - Estimation of The Saturated Liquid Viscosity of Non-Electrolyte Organic Compounds Via Group Contributions and Group InteractionsDocument23 pagesEstimation of Pure Component Properties. Part 4 - Estimation of The Saturated Liquid Viscosity of Non-Electrolyte Organic Compounds Via Group Contributions and Group InteractionscymyNo ratings yet
- Spe 2367 Pa PDFDocument8 pagesSpe 2367 Pa PDFbibiNo ratings yet
- Use and Misuse of Reservoir Simulation Models: The U. of Texas at AustinDocument8 pagesUse and Misuse of Reservoir Simulation Models: The U. of Texas at AustinbibiNo ratings yet
- Heat Transfer PHD ThesisDocument8 pagesHeat Transfer PHD Thesisafktciaihzjfyr100% (2)
- Laboratory Reports: Abstract, Introduction, Procedures, Results and Discussion, Conclusions, AppendicesDocument5 pagesLaboratory Reports: Abstract, Introduction, Procedures, Results and Discussion, Conclusions, AppendicesDenver Iñigo PartibleNo ratings yet
- Protreat Hydro EngrgDocument6 pagesProtreat Hydro EngrgAmitkumar SinghNo ratings yet
- How To Write Acknowledgement For Thesis PDFDocument7 pagesHow To Write Acknowledgement For Thesis PDFfc4b5s7r100% (2)
- Concept of A Characteristic Drying Rate Curve in 1958, Van MeelDocument8 pagesConcept of A Characteristic Drying Rate Curve in 1958, Van MeelLiza NovrianiNo ratings yet
- A New Pressure Drop Model For Structured Packing H.A. Kooijman PDFDocument10 pagesA New Pressure Drop Model For Structured Packing H.A. Kooijman PDFMichael Sutherland100% (1)
- Corrosion Problems During Oil and Gas Production and Its MitigationDocument15 pagesCorrosion Problems During Oil and Gas Production and Its MitigationjesiNo ratings yet
- # 4 and 7 Distillation (1 &2) (Compatibility Mode)Document141 pages# 4 and 7 Distillation (1 &2) (Compatibility Mode)jesiNo ratings yet
- Calculation Mixture Viscosities: J. Buddenberg' C. R. WilkeDocument3 pagesCalculation Mixture Viscosities: J. Buddenberg' C. R. WilkejesiNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument20 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherjesiNo ratings yet
- Chapter 2 - Measurements and CalculationsDocument11 pagesChapter 2 - Measurements and CalculationsHung TruongNo ratings yet
- United States Patent: Gysling Et Al. (45) Date of Patent: Dec. 26, 2006Document31 pagesUnited States Patent: Gysling Et Al. (45) Date of Patent: Dec. 26, 2006Hebert SutilNo ratings yet
- Dowtherm sr-1Document16 pagesDowtherm sr-1Rafael LealNo ratings yet
- Dead LoadsDocument1 pageDead LoadsShokry AlkissyNo ratings yet
- (Eng) Tutorial 2DWind and Snow 2012.0Document29 pages(Eng) Tutorial 2DWind and Snow 2012.0Tarek-Aziz BihiNo ratings yet
- PHYSICSDocument49 pagesPHYSICSWisdomNo ratings yet
- Pre ASTM D297-15 (2019)Document10 pagesPre ASTM D297-15 (2019)RangaNo ratings yet
- Corrosion - M-506r2 - IFE - 06-2005Document59 pagesCorrosion - M-506r2 - IFE - 06-2005Yosmar GuzmanNo ratings yet
- GPSA - Methanol Inhibition Rate RevisedDocument11 pagesGPSA - Methanol Inhibition Rate RevisedrmaganNo ratings yet
- Design of Raft Foundation Based On Geotechnical Analysis PDFDocument114 pagesDesign of Raft Foundation Based On Geotechnical Analysis PDFNabanita Sharma100% (1)
- PhysicsDocument2 pagesPhysicsDiannaNo ratings yet
- Unfrozen Composition Data, Initial Freezing Point, and Specific Heats of Foods PDFDocument4 pagesUnfrozen Composition Data, Initial Freezing Point, and Specific Heats of Foods PDFroxanaNo ratings yet
- Fundamentals of Thermodynamics Fundamentals of ThermodynamicsDocument32 pagesFundamentals of Thermodynamics Fundamentals of ThermodynamicsYep IdidthisNo ratings yet
- Physical Properties of Chemicals - HTMLDocument10 pagesPhysical Properties of Chemicals - HTMLLopo SigyNo ratings yet
- PIP VESBI002 Design and Specification of Vessels For Bulk Solids PDFDocument73 pagesPIP VESBI002 Design and Specification of Vessels For Bulk Solids PDFsertackocdagNo ratings yet
- Sikagrout 214-11HSDocument3 pagesSikagrout 214-11HSvu hungNo ratings yet
- GEO 1 Problems PDFDocument7 pagesGEO 1 Problems PDFPin YNo ratings yet
- Chapter 3 MatterDocument8 pagesChapter 3 Matternaza9775100% (2)
- CE6303 Notes PDFDocument82 pagesCE6303 Notes PDFYuvaraj ShankarNo ratings yet
- Properties of CementDocument2 pagesProperties of CementAyu MaisaraNo ratings yet
- Coaching 150 Pipe UpDocument150 pagesCoaching 150 Pipe Uprobert carbungco100% (1)
- التربةDocument118 pagesالتربةali hashemNo ratings yet
- Back-Pressure Tests On. Gas-Condensate Wells: As - OndeisateDocument9 pagesBack-Pressure Tests On. Gas-Condensate Wells: As - OndeisateAura Cristina Villafañe GeraldinoNo ratings yet
- Oil and Gas AnalysisDocument174 pagesOil and Gas AnalysisMohanad Hussien100% (1)
- PRT193 - Final ExamDocument31 pagesPRT193 - Final ExamJovvin HermoginoNo ratings yet
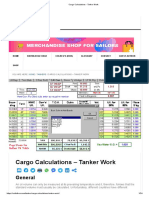
- Cargo Calculations - Tanker WorkDocument24 pagesCargo Calculations - Tanker WorkVasil Raykov100% (1)
- 1977 - Das - Reed - Eubank - PVT Surface and Thermodynamic Properties of IsopentaneDocument7 pages1977 - Das - Reed - Eubank - PVT Surface and Thermodynamic Properties of IsopentaneAlexanderNo ratings yet
- Radiation Protection - Guideline - Design and Validation of Shielding of Dental X-Ray Facility - 20220401Document14 pagesRadiation Protection - Guideline - Design and Validation of Shielding of Dental X-Ray Facility - 20220401Esteban PalaciosNo ratings yet
- 5 - Behaviour of GasesDocument37 pages5 - Behaviour of Gasessiaskel100% (1)
- Soil Mechanics Laboratory Manual 6th Edition PDFDocument165 pagesSoil Mechanics Laboratory Manual 6th Edition PDFManoj Kumar SinghNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesFrom EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayNo ratings yet
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesFrom EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesRating: 5 out of 5 stars5/5 (1)
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet
- Transport Phenomena in Heat and Mass TransferFrom EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesRating: 5 out of 5 stars5/5 (1)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringFrom EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillRating: 3.5 out of 5 stars3.5/5 (3)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet