You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Henry IV Part1 Teacher's GuideDocument24 pagesHenry IV Part1 Teacher's GuideShirley Samuel100% (1)
- 2020 Interim Rules On Remote Notarization of Paper DocumentsDocument17 pages2020 Interim Rules On Remote Notarization of Paper DocumentsKyrillNo ratings yet
- TAIHO Grains Sorter Manual BookDocument27 pagesTAIHO Grains Sorter Manual BookBasil Reyes93% (15)
- Instruction ElegantflyerDocument3 pagesInstruction ElegantflyerShirley SamuelNo ratings yet
- PidcontrollersDocument46 pagesPidcontrollersnguyễn ngọc ánhNo ratings yet
- Composites Staff SeminarDocument22 pagesComposites Staff SeminarShirley SamuelNo ratings yet
- ME2404 Lab ManualDocument97 pagesME2404 Lab ManualShirley SamuelNo ratings yet
- Robot Kinematics: Henrik I ChristensenDocument61 pagesRobot Kinematics: Henrik I ChristensenShirley SamuelNo ratings yet
- 6 Orthogonal and Oblique CuttingDocument12 pages6 Orthogonal and Oblique CuttingPRASAD326100% (6)
- Creprocessing: Defining The Croblem: Fig 2.1 Simplified FrameDocument7 pagesCreprocessing: Defining The Croblem: Fig 2.1 Simplified FrameShirley SamuelNo ratings yet
- Design Modeler BasicsDocument22 pagesDesign Modeler BasicsAnil Frivolous AbstemiousNo ratings yet
- Unit II GTDocument14 pagesUnit II GTShirley SamuelNo ratings yet
- CAD Integration Using Named Selection ManagerDocument9 pagesCAD Integration Using Named Selection Managerdeepak_dce_meNo ratings yet
- Shu 2016Document11 pagesShu 2016Usuário1243No ratings yet
- Graphical LLPDocument3 pagesGraphical LLPAdeevah RicohermosoNo ratings yet
- Self-Practice Coding QuestionsDocument2 pagesSelf-Practice Coding QuestionsNguyen HoangNo ratings yet
- 7690 01 Keyhole Powerpoint Template 16x9Document6 pages7690 01 Keyhole Powerpoint Template 16x9jeanrt7No ratings yet
- Fresher ECE Resume Model 213Document3 pagesFresher ECE Resume Model 213shanky_cs82% (17)
- Project Proposal 1Document12 pagesProject Proposal 1GusionNo ratings yet
- LESSON 2-Data Collection ActivityDocument20 pagesLESSON 2-Data Collection ActivityBERNARDITA NICOLASNo ratings yet
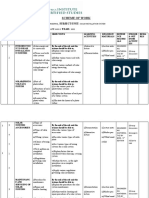
- Craft Certicate and Diploma Solar Installation Scheme of WorkDocument3 pagesCraft Certicate and Diploma Solar Installation Scheme of WorkSharon AmondiNo ratings yet
- FDS Lab Manual (1-3) PDFDocument17 pagesFDS Lab Manual (1-3) PDFHepziba JNo ratings yet
- Computer Architecture CT-3221: By: Solomon SDocument49 pagesComputer Architecture CT-3221: By: Solomon SHabteyesus GirmaNo ratings yet
- General Resume T FCB From Adisa DoughlinDocument3 pagesGeneral Resume T FCB From Adisa DoughlinAdisa DoughlinNo ratings yet
- Spray PDFDocument220 pagesSpray PDFfaelbritosNo ratings yet
- Questionnaire FinishedDocument6 pagesQuestionnaire FinishedTamarah PaulaNo ratings yet
- Miniature Sensors: Advanced Global Style Miniature Photoelectic SensorDocument6 pagesMiniature Sensors: Advanced Global Style Miniature Photoelectic SensorFrancisco RamosNo ratings yet
- Test Report (Pump) : Nekad Development Engineering SDN BHD (329894-M)Document1 pageTest Report (Pump) : Nekad Development Engineering SDN BHD (329894-M)خير العابدينNo ratings yet
- WorkshopPLUS Windows Server 2016 Hyper VDocument2 pagesWorkshopPLUS Windows Server 2016 Hyper VRichie BallyearsNo ratings yet
- SAIC-A-2005 Rev 8Document4 pagesSAIC-A-2005 Rev 8Syed ImranNo ratings yet
- Rockova and George JASADocument20 pagesRockova and George JASAalNo ratings yet
- Cycle Test I Ec 1301 MPMCDocument1 pageCycle Test I Ec 1301 MPMCtmuthu123No ratings yet
- VNX - VNX 5100 Procedures-Replacing A 3U Link Control CardDocument21 pagesVNX - VNX 5100 Procedures-Replacing A 3U Link Control CardWei LeeNo ratings yet
- Spe-22995-Ms - DSF CDocument6 pagesSpe-22995-Ms - DSF CraishaNo ratings yet
- Rohini 30036477580Document3 pagesRohini 30036477580stella nNo ratings yet
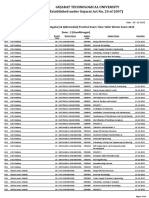
- Gujarat Technological University (Established Under Gujarat Act No. 20 of 2007)Document23 pagesGujarat Technological University (Established Under Gujarat Act No. 20 of 2007)SVKP KADINo ratings yet
- Chapter 2 The System Unit, Processing, and MemoryDocument2 pagesChapter 2 The System Unit, Processing, and MemoryJayson BadilloNo ratings yet
- Bom Chiller Cu 1720 01 02 (1951 U 806 A&b) Acds 040 AugqvDocument2 pagesBom Chiller Cu 1720 01 02 (1951 U 806 A&b) Acds 040 AugqvAguzmuhhamadd Pecinthamusicksejathiand ThevikingspersibzNo ratings yet
- High Horsepower Hydraulics (Auxiliary Hydraulics) - (S - N 514450945, 514651254 & Below) - 863Document5 pagesHigh Horsepower Hydraulics (Auxiliary Hydraulics) - (S - N 514450945, 514651254 & Below) - 863Partagon PowNo ratings yet
- Application of Bar Code On Line PipeDocument5 pagesApplication of Bar Code On Line PipeSaravanan SelvamaniNo ratings yet
- Keba Geiger HT401 232 281 Manual 201597134633 PDFDocument70 pagesKeba Geiger HT401 232 281 Manual 201597134633 PDFIzac TeodosioNo ratings yet