You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Steel Cross ReferenceDocument4 pagesSteel Cross Referencecharles_boyle_3No ratings yet
- WirelineandSlicklineCables PDFDocument77 pagesWirelineandSlicklineCables PDFlauraten10No ratings yet
- Belt Road Capital Management: Method Statement For Installation Pipe Sleeve BRCM-CFU-ET&S-GENERAL-MS-1003Document8 pagesBelt Road Capital Management: Method Statement For Installation Pipe Sleeve BRCM-CFU-ET&S-GENERAL-MS-1003Dong Vanra100% (1)
- Seminar Report On Fiber Rainforced ConcreteDocument48 pagesSeminar Report On Fiber Rainforced ConcreteAbd Al HAmid90% (10)
- Grillage FoundationDocument3 pagesGrillage FoundationShraddha Pawar100% (4)
- Welding ElectrodesDocument36 pagesWelding ElectrodesMersudin Saric100% (4)
- Mil N 25027 - 1aDocument11 pagesMil N 25027 - 1accorp0089No ratings yet
- A 276 - A 276M - 16aDocument8 pagesA 276 - A 276M - 16aNguyễn Như Thế100% (2)
- Sika Concrete Handbook 2012Document260 pagesSika Concrete Handbook 2012GnabBangNo ratings yet
- Chemdur 30 ADocument3 pagesChemdur 30 AghazanfarNo ratings yet
- Description: Inspection Test Report (ITR)Document2 pagesDescription: Inspection Test Report (ITR)jay2kay5793No ratings yet
- Insert Flanges For Jacketed PipingDocument4 pagesInsert Flanges For Jacketed PipingTon PhichitNo ratings yet
- 2020 Leister - Plastic-Welding - BR - Roofing - ENDocument36 pages2020 Leister - Plastic-Welding - BR - Roofing - ENOwais AtharNo ratings yet
- Review QuestionsDocument8 pagesReview QuestionsJhon Ashley NahibuanNo ratings yet
- T°C Max For The Concrete Mix C30-37 Using TYPE II CementDocument1 pageT°C Max For The Concrete Mix C30-37 Using TYPE II Cementasif razaNo ratings yet
- Dypenting Bay SectionDocument2 pagesDypenting Bay SectioncarlNo ratings yet
- Welding Procedure For PVCDocument4 pagesWelding Procedure For PVCVince Tuyulab0% (1)
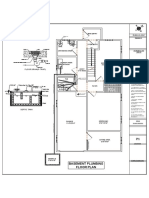
- Basement Plumbing Floor Plan: Floor Drain (P-Trap)Document1 pageBasement Plumbing Floor Plan: Floor Drain (P-Trap)Angela ClarkNo ratings yet
- Mechanical Properties and Optimization of Processing Parameters For Epoxy Glass Fiber Reinforced CompositesDocument4 pagesMechanical Properties and Optimization of Processing Parameters For Epoxy Glass Fiber Reinforced CompositesNavid HoseiniNo ratings yet
- Duct Heaters With 3Ph Thyristor BMS Integration 51230523Document4 pagesDuct Heaters With 3Ph Thyristor BMS Integration 51230523proposals vertexNo ratings yet
- Acronal 5018Document1 pageAcronal 5018Paul ChendeNo ratings yet
- 422-127 Body Hip 4S GB FinDocument4 pages422-127 Body Hip 4S GB FinOsman YıldızNo ratings yet
- ACI 349R-97: Reported by ACI Committee 349Document33 pagesACI 349R-97: Reported by ACI Committee 349Jishad NalakathNo ratings yet
- VolutaDocument2 pagesVolutadnoaisapsNo ratings yet
- Polymer Processing Aids: A Little Something To Give YouDocument8 pagesPolymer Processing Aids: A Little Something To Give YouBuniis Awashi SNo ratings yet
- Shaviv New Catalog 2010Document20 pagesShaviv New Catalog 2010harishkumar.ravichandranNo ratings yet
- Masterseal 735at: DescriptionDocument2 pagesMasterseal 735at: DescriptionLemark R.No ratings yet
- Trellex Traclag Pulley LaggingDocument16 pagesTrellex Traclag Pulley LaggingViet Nam M-TechNo ratings yet
- METHOD STATEMENT For Tiles and Natural Stone and RepairsDocument9 pagesMETHOD STATEMENT For Tiles and Natural Stone and RepairsJoseph Allan TolentinoNo ratings yet
- Masonry ToolsDocument14 pagesMasonry ToolsKonika VermaNo ratings yet