You might also like
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Ajax CNC Installation ManualDocument27 pagesAjax CNC Installation ManualsunhuynhNo ratings yet
- Cam SyllabusDocument28 pagesCam SyllabusRajueswarNo ratings yet
- Flying ShearDocument5 pagesFlying ShearCarlos RamirezNo ratings yet
- CamDocument9 pagesCamhemaf85No ratings yet
- SCORG Pumplinx Setup V5.1Document22 pagesSCORG Pumplinx Setup V5.1kamlzNo ratings yet
- EML2322L-CNC Machining PDFDocument17 pagesEML2322L-CNC Machining PDFIvan JarebNo ratings yet
- CNC Turning Centre ManualDocument14 pagesCNC Turning Centre ManualranjithkrajNo ratings yet
- Jefferson R. Medina BSME-2 Machine Shop Theory 1.G Code?Document4 pagesJefferson R. Medina BSME-2 Machine Shop Theory 1.G Code?Jeff MedinaNo ratings yet
- Milling PDFDocument282 pagesMilling PDFDulis DulisNo ratings yet
- M C H M T: Echatronic Oncept of Eavy Achine OolsDocument8 pagesM C H M T: Echatronic Oncept of Eavy Achine OolsHussam Eldein EltayebNo ratings yet
- BA 6SG70-e06Document598 pagesBA 6SG70-e06fongturnNo ratings yet
- CNC Machine Lab Report and Process PlannDocument5 pagesCNC Machine Lab Report and Process PlannMuhammad JahanzaibNo ratings yet
- XY Plotter V2.02 Software ManualsDocument13 pagesXY Plotter V2.02 Software Manualsluizcaldeira13No ratings yet
- What's New in Mastercam X3 Beta 3: General System EnhancementsDocument51 pagesWhat's New in Mastercam X3 Beta 3: General System EnhancementskokoroyovNo ratings yet
- 590P Catalogue GBDocument28 pages590P Catalogue GBCanacho RosasNo ratings yet
- Example For Civil 3D & HecrasDocument47 pagesExample For Civil 3D & Hecrasamokeu3100% (4)
- Xy Plotter v2.0 User Guide Mdraw Version 1.0 PDFDocument38 pagesXy Plotter v2.0 User Guide Mdraw Version 1.0 PDFShubhamKuchhal100% (1)
- RM Bridge CONNECT Edition V11 Update 8 Release Notes (May 2020)Document21 pagesRM Bridge CONNECT Edition V11 Update 8 Release Notes (May 2020)Ave Robin M. RamosNo ratings yet
- Practical No1Document8 pagesPractical No1Dept. Of Mechanical Engg.No ratings yet
- SOPC-Based Servo Control System For The XYZ Table: Third PrizeDocument19 pagesSOPC-Based Servo Control System For The XYZ Table: Third PrizeJada DennisNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document5 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- AGV Controllers 2003Document10 pagesAGV Controllers 2003Nakul RNo ratings yet
- Ack 3 DDocument34 pagesAck 3 DjamesyuNo ratings yet
- Delcam - PowerMILL 9.0 FiveAxis Training Course en - 2008Document148 pagesDelcam - PowerMILL 9.0 FiveAxis Training Course en - 2008भागराज राज100% (1)
- Class CNCDocument20 pagesClass CNCGECJNo ratings yet
- Vertical Machining Center: CNC (Computer Numerical Control)Document23 pagesVertical Machining Center: CNC (Computer Numerical Control)Rohith BayyaNo ratings yet
- BladedUser ManualDocument200 pagesBladedUser ManualMohamed yassinNo ratings yet
- Help - Lightweight Airplane Design PDFDocument17 pagesHelp - Lightweight Airplane Design PDFxatataNo ratings yet
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- DCS CraneDrive System DescriptionDocument52 pagesDCS CraneDrive System DescriptionsayedmhNo ratings yet
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Document11 pagesIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaNo ratings yet
- Dsa 5500Document12 pagesDsa 5500Nguyen Van ToanNo ratings yet
- Using Advanced CAM System in Modern Machining: The 7 International Conference On Engineering and Technology ICET-2015Document4 pagesUsing Advanced CAM System in Modern Machining: The 7 International Conference On Engineering and Technology ICET-2015Moez BellamineNo ratings yet
- Simatic S7-1200 Update To The S7-1200 System Manual, Edition 03/2014Document14 pagesSimatic S7-1200 Update To The S7-1200 System Manual, Edition 03/2014ali rifNo ratings yet
- CKAS U Series Data SheetDocument12 pagesCKAS U Series Data Sheetmualac2007No ratings yet
- H8C M eDocument262 pagesH8C M es_barriosNo ratings yet
- DSPACE DS1103 Control Workstation Tutorial and DCMotor Speed ControlDocument5 pagesDSPACE DS1103 Control Workstation Tutorial and DCMotor Speed Controlelectron1999No ratings yet
- Outfitting & Deck MachineryDocument8 pagesOutfitting & Deck MachineryJEORJENo ratings yet
- Computer-Aided Manufacturing: Computer-Aided Manufacturing (CAM) Is The Use of Computer Software To ControlDocument4 pagesComputer-Aided Manufacturing: Computer-Aided Manufacturing (CAM) Is The Use of Computer Software To Controlvarma511No ratings yet
- Manual ACS 500Document49 pagesManual ACS 500JoseNo ratings yet
- XtraDrive-DP Quick Start Guide in CJ SystemDocument21 pagesXtraDrive-DP Quick Start Guide in CJ SystemSøren FiggeNo ratings yet
- Getting StartedDocument27 pagesGetting StartedCua TranNo ratings yet
- Autocad Summer Training ReportDocument52 pagesAutocad Summer Training ReportPawan mehta58% (74)
- (677390326) Lab - Manual-New PDFDocument48 pages(677390326) Lab - Manual-New PDFBaisil K Babyi100% (1)
- New Functionality For Opendmis Release 6.9Document6 pagesNew Functionality For Opendmis Release 6.9Александр НиколавевичNo ratings yet
- NX Variable Speed Drives Installation Manual: Issue 3/ADocument136 pagesNX Variable Speed Drives Installation Manual: Issue 3/AsawarNo ratings yet
- CNC SoftwareDocument11 pagesCNC SoftwareTegoeh SankenryokuNo ratings yet
- Roland GX24 - ServiceguideDocument25 pagesRoland GX24 - ServiceguideBryanHumphries100% (1)
- Cartision Scalable Mechatronic Solutions 2012 3Document12 pagesCartision Scalable Mechatronic Solutions 2012 3Monark HunyNo ratings yet
- 00 Initial Steps For Setting Up Actix For GNG BDocument62 pages00 Initial Steps For Setting Up Actix For GNG BFad KassemNo ratings yet
- AMC-servo Drive OverviewDocument28 pagesAMC-servo Drive OverviewjoonimNo ratings yet
- Coordinate Converter JulyDocument9 pagesCoordinate Converter JulyAshis MeherNo ratings yet
- Solid MachinistDocument54 pagesSolid Machinist8ira7No ratings yet
- Project CNC Par1Document11 pagesProject CNC Par1Gaurav JogiNo ratings yet
- 650+updated Mechanical Engineering Projects Ideas 2019-DetailedDocument54 pages650+updated Mechanical Engineering Projects Ideas 2019-DetailedAbishekh SekharNo ratings yet
- Contactless Controlled Low-Cost Robotic System: Srđan A. MilojevićDocument5 pagesContactless Controlled Low-Cost Robotic System: Srđan A. Milojevićdao trong nghiaNo ratings yet
- Measurement Process With CAD Data Record: Operating Instructions CAD - GEO - EDM v2.2Document27 pagesMeasurement Process With CAD Data Record: Operating Instructions CAD - GEO - EDM v2.2sensacjeNo ratings yet
- Harshit Robotics 10Document13 pagesHarshit Robotics 10harshitkargathara21No ratings yet
- Orca 3 DRelease NotesDocument49 pagesOrca 3 DRelease Notes신영호No ratings yet
- Gasturbine Engines For Model AircraftDocument104 pagesGasturbine Engines For Model AircraftSaransiri Wongsiri94% (16)
- Actuator BrochureDocument6 pagesActuator BrochureCarlos Ramirez100% (1)
- 2008 CatalogDocument99 pages2008 CatalogCarlos RamirezNo ratings yet
- Techniques of Helmet Removal From Injured Patients: April 1997Document2 pagesTechniques of Helmet Removal From Injured Patients: April 1997Carlos RamirezNo ratings yet
- Acme Ball ScrewsDocument27 pagesAcme Ball ScrewsCarlos Ramirez100% (1)
- 2006 Taper BitDocument1 page2006 Taper BitCarlos RamirezNo ratings yet
- 17 ActuatorDocument1 page17 ActuatorCarlos RamirezNo ratings yet
- Torno t400 BrochureDocument4 pagesTorno t400 BrochureCarlos RamirezNo ratings yet
- Zeroing Xyz On MillDocument1 pageZeroing Xyz On MillCarlos RamirezNo ratings yet
- MDX650 Rotary TutorialDocument17 pagesMDX650 Rotary TutorialCarlos RamirezNo ratings yet
- Machine Data Sheet: Model G0519 Mill/Drill/Tapping MachineDocument2 pagesMachine Data Sheet: Model G0519 Mill/Drill/Tapping MachineCarlos RamirezNo ratings yet
- MDX650 Rotary TutorialDocument17 pagesMDX650 Rotary TutorialCarlos RamirezNo ratings yet
- Torchmate Catalog 11-8-04Document29 pagesTorchmate Catalog 11-8-04Carlos RamirezNo ratings yet
- Process Control Servo SystemDocument16 pagesProcess Control Servo SystemCarlos RamirezNo ratings yet
- The Art of Motion Control - SubcategoryDocument2 pagesThe Art of Motion Control - SubcategoryCarlos RamirezNo ratings yet
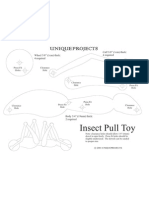
- Insect Pull Toy: Wheel 3/8" (1cm) Thick: 4 Required Calf 3/8" (1cm) Thick: 4 RequiredDocument1 pageInsect Pull Toy: Wheel 3/8" (1cm) Thick: 4 Required Calf 3/8" (1cm) Thick: 4 RequiredCarlos RamirezNo ratings yet
- KH56KDocument2 pagesKH56KCarlos RamirezNo ratings yet
- Process Control Servo System SD 1664 Stepper Motor Training UnitDocument1 pageProcess Control Servo System SD 1664 Stepper Motor Training UnitCarlos RamirezNo ratings yet
- mf70 PKGDocument19 pagesmf70 PKGCarlos RamirezNo ratings yet
- Gencata 4 LDocument74 pagesGencata 4 LCarlos RamirezNo ratings yet
- Grizzly g0463 MDocument40 pagesGrizzly g0463 MCarlos RamirezNo ratings yet
- Cutter GuideDocument1 pageCutter GuideCarlos RamirezNo ratings yet
- Grade 9 Math Unit 2 Review AssignmentDocument6 pagesGrade 9 Math Unit 2 Review AssignmentQurat-Ul-Ain JaferiNo ratings yet
- Internet-Of-Things (Iot) : Summer Engineering Program 2018 University of Notre DameDocument42 pagesInternet-Of-Things (Iot) : Summer Engineering Program 2018 University of Notre DameMAFOQ UL HASSANNo ratings yet
- Unit01-Getting Started With .NET Framework 4.0Document40 pagesUnit01-Getting Started With .NET Framework 4.0mgsumaNo ratings yet
- MSC Thesis - Stock Trend Prediction Using News ArticleDocument165 pagesMSC Thesis - Stock Trend Prediction Using News ArticlepankajpandeylkoNo ratings yet
- HP Moonshot Provisiong Manager User GuideDocument44 pagesHP Moonshot Provisiong Manager User GuideBalasubramanian ReguramanNo ratings yet
- ACTIVITY 7 Discussing Online Privacy - AnswersDocument9 pagesACTIVITY 7 Discussing Online Privacy - AnswersAdrian VSNo ratings yet
- Cobol Programming ManualDocument58 pagesCobol Programming Manualalex_osNo ratings yet
- 2501unw PDFDocument1 page2501unw PDFzokiNo ratings yet
- Internet of Things 2Document11 pagesInternet of Things 2Chithra NachiappanNo ratings yet
- Cornet-ED-78S UserManualQeng PDFDocument2 pagesCornet-ED-78S UserManualQeng PDFpdfjunkieNo ratings yet
- SocioDocument3 pagesSocioSomesh PandeyNo ratings yet
- AI in Drug Discovery - 032019 PDFDocument8 pagesAI in Drug Discovery - 032019 PDFdonsuniNo ratings yet
- Contoh ProposalDocument42 pagesContoh Proposalarifin usman MursanNo ratings yet
- JS - Map-Filter-ReduceDocument10 pagesJS - Map-Filter-ReduceJosie DeLimaNo ratings yet
- CAPE 3320 & 5330M Advanced/ Reaction Engineering: Executive SummaryDocument19 pagesCAPE 3320 & 5330M Advanced/ Reaction Engineering: Executive SummaryMeireza Ajeng PratiwiNo ratings yet
- Microprocessors and InterfacingDocument125 pagesMicroprocessors and InterfacingRaja SekharNo ratings yet
- Introduction Information Systems Foundation (Information Systems Foundation IS201)Document22 pagesIntroduction Information Systems Foundation (Information Systems Foundation IS201)binsalweNo ratings yet
- Model Based System Identification For Hydraulic Deep Drawing PressesDocument11 pagesModel Based System Identification For Hydraulic Deep Drawing PressesjordanNo ratings yet
- GitHub - Bluelavasystems - Xt-Ide - XT-IDE Rev 4.1Document1 pageGitHub - Bluelavasystems - Xt-Ide - XT-IDE Rev 4.1shida67No ratings yet
- Answers by GRPDocument22 pagesAnswers by GRPAmiraNo ratings yet
- Mastery TestDocument5 pagesMastery TestjessicachancoNo ratings yet
- Solution To Optimal Power Flow by PSODocument5 pagesSolution To Optimal Power Flow by PSOgallantprakashNo ratings yet
- CNS Course Plan - Iv CDocument9 pagesCNS Course Plan - Iv CMohana SubbuNo ratings yet
- Udl Classroom-Ryan CrumDocument5 pagesUdl Classroom-Ryan Crumapi-663455706No ratings yet
- M1GN1Document2 pagesM1GN1isabelNo ratings yet
- Documentation Matrix DS QMS 00 R2Document19 pagesDocumentation Matrix DS QMS 00 R2DhinakaranNo ratings yet
- PANDA Software and Its Preliminary Result of Positioning and Orbit DeterminationDocument9 pagesPANDA Software and Its Preliminary Result of Positioning and Orbit DeterminationkiopogmailcomNo ratings yet
- Cad/Cam Softwares: A Presentaton OnDocument35 pagesCad/Cam Softwares: A Presentaton OnVaibhav AroraNo ratings yet
- University of Delaware ELEG 812 Wireless Digital CommunicationsDocument3 pagesUniversity of Delaware ELEG 812 Wireless Digital CommunicationssamirkedisNo ratings yet
- TutoriaDocument351 pagesTutoriasakunthalapcsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsFrom EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)