You might also like
- Shop Made SlotterDocument4 pagesShop Made Slotternevadablue100% (4)
- Shaper Gear CuttingDocument4 pagesShaper Gear Cuttingnevadablue100% (4)
- How To Make A Tool Post GrinderDocument5 pagesHow To Make A Tool Post Grinderozland9No ratings yet
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- Building A Six-Inch Turret LatheDocument5 pagesBuilding A Six-Inch Turret LatheJan SteinmanNo ratings yet
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- 4in Bench SlotterDocument4 pages4in Bench SlotterTeresa Melanathy100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Building Your Own LatheDocument7 pagesBuilding Your Own Latheziamele100% (2)
- Bench MillDocument2 pagesBench MillEdward Elric2No ratings yet
- 6 in ShaperDocument4 pages6 in ShaperRed Warrant100% (1)
- The Book of The UnimatDocument66 pagesThe Book of The Unimatkriskee1395% (22)
- (Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineDocument6 pages(Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineFernanda Duarte100% (4)
- Motor Driven HacksawDocument3 pagesMotor Driven HacksawJim100% (3)
- Home Made Metal Spinning LatheDocument7 pagesHome Made Metal Spinning Latheuragunbaga80% (5)
- Miniature Machining TechniquesDocument40 pagesMiniature Machining Techniqueskriskee1376% (17)
- Small Shaping MachineDocument4 pagesSmall Shaping Machineomikami73% (11)
- Projects For The Unimat Part 2Document95 pagesProjects For The Unimat Part 26KILLER100% (2)
- V Po-To 3Document60 pagesV Po-To 3Pierre799es100% (1)
- Popular Mechanics - Hobby Lathe#1Document19 pagesPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- 2556 The Model EngineerDocument36 pages2556 The Model Engineerstilmix60100% (1)
- Power HackSawDocument6 pagesPower HackSawMike Nichlos100% (2)
- How To Make A Mini Milling Machine-Manual or CNC!Document31 pagesHow To Make A Mini Milling Machine-Manual or CNC!Cosmin Ionut100% (2)
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- Emco Unimat 1977 Brochure EnglishDocument8 pagesEmco Unimat 1977 Brochure Englishkriskee13100% (1)
- Casted Lathe PDFDocument27 pagesCasted Lathe PDFFIREREALM66100% (2)
- Steam Engine SimplifiedDocument2 pagesSteam Engine SimplifiedSabolek100% (1)
- DIY Plans - Model Steam Marine EngineDocument5 pagesDIY Plans - Model Steam Marine Enginemigss107483% (6)
- How To Build A MultimachineDocument80 pagesHow To Build A MultimachineDoug Pfaff67% (6)
- WPS 39 Model Engineers Workshop Projects PDFDocument55 pagesWPS 39 Model Engineers Workshop Projects PDFabeeraj100% (3)
- Model EngineDocument432 pagesModel Enginejcrisso100% (4)
- Metal Turning, Short Course inDocument13 pagesMetal Turning, Short Course inJim100% (15)
- 43 Horizontal Steam Engine PlanDocument4 pages43 Horizontal Steam Engine Plannevadablue100% (1)
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- Model Elbow EngineDocument5 pagesModel Elbow EngineJim100% (3)
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
- Quorn - Part 1-4Document24 pagesQuorn - Part 1-4catalin9494100% (3)
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- 16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopFrom Everand16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopRating: 5 out of 5 stars5/5 (1)
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Metalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopFrom EverandMetalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopVic SmeedNo ratings yet
- Long Tail BoatDocument71 pagesLong Tail Boatceaseless_way100% (1)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Document16 pagesThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (68)
- Sistema de PropulsãoDocument50 pagesSistema de PropulsãoEwerton MonteiroNo ratings yet
- Double Stack Mag 22LR US8776419Document21 pagesDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Document21 pagesDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- The Construction and Operation of The Air Gun. Vol. 1Document111 pagesThe Construction and Operation of The Air Gun. Vol. 1sjdarkman193067% (3)
- The Construction and Operation of The Air Gun. Vol. 2 PDFDocument85 pagesThe Construction and Operation of The Air Gun. Vol. 2 PDFsjdarkman1930100% (7)
- G0355Document52 pagesG0355sjdarkman1930100% (1)
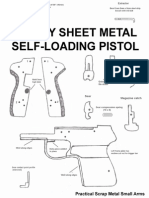
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDocument15 pagesThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (122)
- Single Lip Cutter D-BitDocument2 pagesSingle Lip Cutter D-Bitsjdarkman1930No ratings yet
- Simple Homemade Pistol Pit-Bull-1Document22 pagesSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (2)
- Sas12 Shotgun ExplodedDocument8 pagesSas12 Shotgun Explodedsjdarkman1930No ratings yet
- Off Set CenterDocument1 pageOff Set CenterFrenchwolf420No ratings yet
- Model 99 Exploded ViewDocument1 pageModel 99 Exploded ViewtophunterNo ratings yet
- Mk18 Mod1 SBR RifleDocument21 pagesMk18 Mod1 SBR Riflesjdarkman1930No ratings yet
- 6DZE1 Rifle Making in The Great Smokey MountainsDocument21 pages6DZE1 Rifle Making in The Great Smokey MountainsRobert Powell100% (3)
- Making and Using Reamers: Part 1Document50 pagesMaking and Using Reamers: Part 1angelines123No ratings yet
- Breechloading Flintlock PDFDocument12 pagesBreechloading Flintlock PDFsjdarkman1930100% (1)
- A Method of Making Reamers PDFDocument10 pagesA Method of Making Reamers PDFsjdarkman193050% (2)
- eBOOK - Poor Man's RPG PDFDocument156 pageseBOOK - Poor Man's RPG PDFsjdarkman1930100% (10)
- Q Loader PatentsDocument20 pagesQ Loader Patentssjdarkman1930No ratings yet
- Off Grid RefrigerationDocument2 pagesOff Grid Refrigerationsjdarkman1930No ratings yet
- RAP4 T68 Paintball Patent US8578921Document32 pagesRAP4 T68 Paintball Patent US8578921sjdarkman1930No ratings yet
- Breechloading - Flintlock Notes PDFDocument2 pagesBreechloading - Flintlock Notes PDFsjdarkman1930No ratings yet
- BARRETT 2013 - Product - Brochure PDFDocument30 pagesBARRETT 2013 - Product - Brochure PDFsjdarkman1930100% (1)
- Icy Ball ManualDocument6 pagesIcy Ball Manualsjdarkman1930No ratings yet
- QB78 DisassemblyDocument8 pagesQB78 Disassemblysjdarkman1930100% (2)
- Recovery Boiler History and Future VakkilainenDocument14 pagesRecovery Boiler History and Future VakkilainennotengofffNo ratings yet
- 3M Scotchkote Epoxy Primer GP 120+Document2 pages3M Scotchkote Epoxy Primer GP 120+satya ranjanNo ratings yet
- Fischer TropschDocument19 pagesFischer TropschConnor SailorNo ratings yet
- MetDraw 5710Document1 pageMetDraw 5710PedroNo ratings yet
- 13 - Speciality RPEDocument5 pages13 - Speciality RPEAnonymous iI88LtNo ratings yet
- Nitoseal PU 280 PDFDocument2 pagesNitoseal PU 280 PDFhelloitskalaiNo ratings yet
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNo ratings yet
- Recommended Practice FOR Welded Fabrication in Wagons: Government of India Ministry of RailwaysDocument75 pagesRecommended Practice FOR Welded Fabrication in Wagons: Government of India Ministry of RailwaysAMIT KUMAR100% (1)
- Project: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Document3 pagesProject: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Habibur Rehman MNo ratings yet
- Principles of Powder MetallurgyDocument4 pagesPrinciples of Powder Metallurgyhegdemahesh1No ratings yet
- PlywoodDocument50 pagesPlywoodNeha Agrawal83% (12)
- Recryst4lliz4tion and Melting Point Determin4ti0nDocument6 pagesRecryst4lliz4tion and Melting Point Determin4ti0nTimothy DrakeNo ratings yet
- Pigging Training Course Mod 5 Rev 1Document46 pagesPigging Training Course Mod 5 Rev 1Suparerk SirivedinNo ratings yet
- Basf Masterseal Roof 3000 TdsDocument2 pagesBasf Masterseal Roof 3000 TdsmidaNo ratings yet
- Brochure Wheels Convolute Generalpurpose Rapidfinish Norton 8645Document6 pagesBrochure Wheels Convolute Generalpurpose Rapidfinish Norton 8645ISVARAN RAMAKRISHNANo ratings yet
- Welded Bevel Seal (AFP-1-401D)Document2 pagesWelded Bevel Seal (AFP-1-401D)Im ChinithNo ratings yet
- Solidification of Castings-FDocument7 pagesSolidification of Castings-FAshok PradhanNo ratings yet
- Crushing Plant Basir Group Rev.dDocument1 pageCrushing Plant Basir Group Rev.dachmatNo ratings yet
- Selective Recovery of Lithium From Spent Lithium-Ion Batteries by Coupling Advanced Oxidation Processes (Aops) and Chemical Leaching ProcessesDocument5 pagesSelective Recovery of Lithium From Spent Lithium-Ion Batteries by Coupling Advanced Oxidation Processes (Aops) and Chemical Leaching ProcessesYudha AeroNo ratings yet
- CSWIP Question Answers PDFDocument32 pagesCSWIP Question Answers PDFAnonymous SA40GK6100% (2)
- Vol 1 PDFDocument2 pagesVol 1 PDFأبومحمدالزياتNo ratings yet
- Welding of Railway Tracks-Explain The Suitable Process With Merits and DemeritsDocument12 pagesWelding of Railway Tracks-Explain The Suitable Process With Merits and DemeritsPradeep Kumar Prakash100% (1)
- Metal Mechanic Industry in MexicoDocument1 pageMetal Mechanic Industry in MexicoalelramirezNo ratings yet
- CHW 50C6Document1 pageCHW 50C6scribdsonbaNo ratings yet
- Calculation Welding RodsDocument37 pagesCalculation Welding RodsErlinawati Bintu SupiyoNo ratings yet
- Es 19 565214Document2 pagesEs 19 565214Rodney ZephaniaNo ratings yet
- Hydraulic Seal Identification ChartDocument29 pagesHydraulic Seal Identification ChartAnonymous K6mLK72AaNo ratings yet
- S IKADocument4 pagesS IKAQuevara AntonNo ratings yet
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- JCL Inc Is A Major Chip Manufacturing Firm That SellsDocument1 pageJCL Inc Is A Major Chip Manufacturing Firm That SellsAmit PandeyNo ratings yet