You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Water Hammer Pada PompaDocument1 pageWater Hammer Pada PompaFitri FiansaNo ratings yet
- PampletDocument1 pagePampletFitri FiansaNo ratings yet
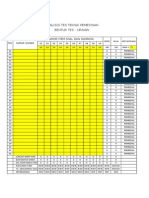
- Analisis Hasil UraianDocument4 pagesAnalisis Hasil UraianFitri FiansaNo ratings yet
- Asus Gamer I3-Gen3 Nvidia GT720M 2gb Laptop Notebook Tipis Cod/REKBERDocument4 pagesAsus Gamer I3-Gen3 Nvidia GT720M 2gb Laptop Notebook Tipis Cod/REKBERFitri FiansaNo ratings yet
- DIN StandardsDocument1 pageDIN StandardsmohrisoNo ratings yet
- Upload A Doupload Files in Sccribcument - ScribdDocument5 pagesUpload A Doupload Files in Sccribcument - ScribdFitri FiansaNo ratings yet
- Therm Prop LiqDocument3 pagesTherm Prop LiqLogesh JackeyNo ratings yet
- Composition MilkDocument13 pagesComposition MilkFitri FiansaNo ratings yet
- KompositDocument6 pagesKompositFitri FiansaNo ratings yet
- Mass C KG Joule/kg Oc Equipment ComponentDocument2 pagesMass C KG Joule/kg Oc Equipment ComponentFitri FiansaNo ratings yet
- Plant LayoutDocument1 pagePlant LayoutFitri FiansaNo ratings yet
- Polymer Report-Very ImpDocument260 pagesPolymer Report-Very Impsanketjjoshi100% (1)
- 8Document8 pages8Fitri FiansaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Base Plate and Anchor Rod DesignDocument2 pagesBase Plate and Anchor Rod DesignKannan MurugesanNo ratings yet
- LY IR9000 BGA Rework Station User GuideDocument4 pagesLY IR9000 BGA Rework Station User GuidemariabaccaroNo ratings yet
- Installation and Maintenance Information: Turbine Powered StartersDocument28 pagesInstallation and Maintenance Information: Turbine Powered StartersNajim Ahmed BulbulNo ratings yet
- E5263 - M4A87TD EVO PDFDocument76 pagesE5263 - M4A87TD EVO PDFLeandro Henrique AgostinhoNo ratings yet
- Gopez Wood Craft Spot Rep Feb 06, 2022Document2 pagesGopez Wood Craft Spot Rep Feb 06, 2022Eller-Jed Manalac MendozaNo ratings yet
- AK30 NC Turret User ManualDocument7 pagesAK30 NC Turret User ManualgsergeyulnNo ratings yet
- The Principles of Pulp Washing - PdfaDocument9 pagesThe Principles of Pulp Washing - Pdfashabi049No ratings yet
- Hoshin Policy Deployment TemplatesDocument8 pagesHoshin Policy Deployment Templatesjcruz909No ratings yet
- Boiling MechanismDocument16 pagesBoiling MechanismherawanadifNo ratings yet
- High Efficiency Multijunction Solar Cells For Large Scale Solar Electricity Generation KurtzDocument29 pagesHigh Efficiency Multijunction Solar Cells For Large Scale Solar Electricity Generation Kurtzn1261984No ratings yet
- 802 OM 4-InspDocument12 pages802 OM 4-InspGabriel vieiraNo ratings yet
- Copeland Cr28k6 PFV Recip Compressor Technical Specifications2Document1 pageCopeland Cr28k6 PFV Recip Compressor Technical Specifications2PerezNo ratings yet
- Integrated Cost and Risk Analysis Using Monte Carlo Simulation of A CPM ModelDocument4 pagesIntegrated Cost and Risk Analysis Using Monte Carlo Simulation of A CPM ModelPavlos Vardoulakis0% (1)
- CH 16Document20 pagesCH 16Engr. Talha Riaz PersotaNo ratings yet
- MeshMolder HelpDocument2 pagesMeshMolder HelpKarlay SouzaNo ratings yet
- Ormin ElementaryDocument19 pagesOrmin ElementaryPRC Board100% (1)
- Design and Analysis of Piping System With Supports Using CAESAR IIDocument5 pagesDesign and Analysis of Piping System With Supports Using CAESAR IIangelufc99No ratings yet
- Baseline Processing ReportDocument17 pagesBaseline Processing ReportMAMAN MAMANNo ratings yet
- Falcon DEMCO Fire Alarm Bell (Weatherproof Type)Document1 pageFalcon DEMCO Fire Alarm Bell (Weatherproof Type)LaMinn PaingNo ratings yet
- Spare Parts List: Riders R214 TC, 967325902, 2017-01Document49 pagesSpare Parts List: Riders R214 TC, 967325902, 2017-01aliuta aliutaNo ratings yet
- CV - Pramod For Store & Logistics..Document2 pagesCV - Pramod For Store & Logistics..Anuj sainiNo ratings yet
- CS 450 Assignment 5 SolutionsDocument3 pagesCS 450 Assignment 5 Solutionshidrovo3589No ratings yet
- Hanro Tools Incorporation Delhi IndiaDocument10 pagesHanro Tools Incorporation Delhi IndiaHanro Tools IncorporationNo ratings yet
- Resun Price List Solar Panel-20211227Document1 pageResun Price List Solar Panel-20211227Nemesu LorentNo ratings yet
- Orca Share Media1541759628568 PDFDocument12 pagesOrca Share Media1541759628568 PDFJuneNeilBalacuitNo ratings yet
- Module 4Document8 pagesModule 4ABIGAIL OLAJUMOKE JOSEPHNo ratings yet
- Andreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.Document12 pagesAndreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.beast mickeyNo ratings yet
- Craftsman 73754 ManualDocument24 pagesCraftsman 73754 Manualjkchromy945No ratings yet
- Physical Mechanical and Flexural Properties of 3 Orthodontic Wires An in Vitro Study. DANIELA DLICANDocument8 pagesPhysical Mechanical and Flexural Properties of 3 Orthodontic Wires An in Vitro Study. DANIELA DLICANAlvaro ChacónNo ratings yet
- Aluminium - Copper AlloysDocument3 pagesAluminium - Copper AlloysRex RusselNo ratings yet