You might also like
- Caterpillar Cat 336E L Excavator (Prefix TEG) Service Repair Manual (TEG00001 and Up)Document29 pagesCaterpillar Cat 336E L Excavator (Prefix TEG) Service Repair Manual (TEG00001 and Up)kfsmmeNo ratings yet
- 5 Heavy Equipment Safety Rev.Document56 pages5 Heavy Equipment Safety Rev.Marc Louie S. SanchezNo ratings yet
- Electrical Wiring DiagramDocument331 pagesElectrical Wiring DiagramkabibNo ratings yet
- Pioneer SX 45 Service ManualDocument12 pagesPioneer SX 45 Service Manualel_lujoNo ratings yet
- 1dv1 (1j1dv450e1) T115sec Vega ForceDocument58 pages1dv1 (1j1dv450e1) T115sec Vega ForceRen100% (3)
- Kessler Axle 101 Service ManualDocument95 pagesKessler Axle 101 Service ManualJose luis VargasNo ratings yet
- RCC54 Circular Column ChartingDocument13 pagesRCC54 Circular Column Chartingali billNo ratings yet
- Yaesu FT-736R Technical Supplement Service ManualDocument199 pagesYaesu FT-736R Technical Supplement Service ManualYayok S. Anggoro100% (3)
- FR Se 2 65 K A C FR Se Falownik Inverter Freqrol Mitsubishi ManualDocument161 pagesFR Se 2 65 K A C FR Se Falownik Inverter Freqrol Mitsubishi ManualgrebogryzarkaNo ratings yet
- YAESU FT 727R Service ManualDocument33 pagesYAESU FT 727R Service ManualSalvador SANZONE100% (1)
- JB-Det Overhaul ManualDocument64 pagesJB-Det Overhaul ManualMohdYasirNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Manual Repuestos 6hym WetDocument92 pagesManual Repuestos 6hym WetEdward De La Cruz100% (1)
- Fire Pump Selection Nfpa 14 & Nfpa 20Document38 pagesFire Pump Selection Nfpa 14 & Nfpa 20SIA PRESUPUESTOS100% (1)
- CG932H Part List (New) PDFDocument189 pagesCG932H Part List (New) PDFAbderrahim Boutabba100% (2)
- 4CHE3 Parts Catalog PDFDocument75 pages4CHE3 Parts Catalog PDFokta bedjo100% (1)
- Yanmar 4tnv98t Gge Engine Parts CatalogDocument3 pagesYanmar 4tnv98t Gge Engine Parts Cataloglawrence100% (48)
- CHANCADORESDocument25 pagesCHANCADORESYovany Hormazabal100% (1)
- Merak-Pj1: This Catalog Gives The Numbers and Names of Parts On This MachineDocument12 pagesMerak-Pj1: This Catalog Gives The Numbers and Names of Parts On This Machinewilliam lozadaNo ratings yet
- Structural Analysis Lab: Practical FileDocument19 pagesStructural Analysis Lab: Practical FileNithin KannanNo ratings yet
- Course Programmic Logic ControllerDocument19 pagesCourse Programmic Logic Controllermuhammad kaunain khanNo ratings yet
- HMT NH26Document19 pagesHMT NH26Ajay KudalkarNo ratings yet
- HAK31 HAK34 NC Turret Manual For Use and MaintenanceDocument27 pagesHAK31 HAK34 NC Turret Manual For Use and MaintenanceMustafa özfidanNo ratings yet
- Crumar Bit One Service ManualDocument12 pagesCrumar Bit One Service ManualFlaco Depaulo CarlosNo ratings yet
- Yanmar Ym165dDocument91 pagesYanmar Ym165dKANADOSNo ratings yet
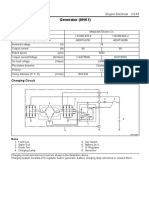
- Generator (6HK1) : SpecificationsDocument2 pagesGenerator (6HK1) : SpecificationsOggy ToffyNo ratings yet
- Generator (6HK1)Document2 pagesGenerator (6HK1)Oggy ToffyNo ratings yet
- PD 7050Document30 pagesPD 7050Flaviano SaccàNo ratings yet
- Alpine Ds SeriesDocument16 pagesAlpine Ds SeriesWondoNo ratings yet
- Philips N2213-00-15 SMDocument13 pagesPhilips N2213-00-15 SMFranco DurantNo ratings yet
- Component Description AlternatorDocument4 pagesComponent Description AlternatorElieloyNo ratings yet
- Aiwa Excelia Xc007Document25 pagesAiwa Excelia Xc007Ольга МартьяноваNo ratings yet
- Frt1100a-F F1T6 2007Document63 pagesFrt1100a-F F1T6 2007Mariano GimenezNo ratings yet
- Bavaria Reverse Rds PDFDocument15 pagesBavaria Reverse Rds PDFAndre VPNo ratings yet
- Yamaha CP-30 Service Manual 1 of 2 (8.5 X 11)Document26 pagesYamaha CP-30 Service Manual 1 of 2 (8.5 X 11)Sam Morgan-SmithNo ratings yet
- Mitac 1766PDDocument66 pagesMitac 1766PDsebulba1234No ratings yet
- Kd-lx30r Lx10r (SM)Document72 pagesKd-lx30r Lx10r (SM)Roberd MihailovNo ratings yet
- Crumar Spirit Service Manual PDFDocument11 pagesCrumar Spirit Service Manual PDFFlaco Depaulo CarlosNo ratings yet
- 6cxm Gte2Document72 pages6cxm Gte2GeorgiNo ratings yet
- All New Soul GT 1p2sx460e1 PDFDocument53 pagesAll New Soul GT 1p2sx460e1 PDFdindin ylNo ratings yet
- Freio - MSFM - EngDocument7 pagesFreio - MSFM - EngGabriel Rocha SantosNo ratings yet
- CR600/CR500 (MS-1683) Disassemble GuideDocument32 pagesCR600/CR500 (MS-1683) Disassemble Guidesolitari017No ratings yet
- I 2519 1 Yanmar YM155T DTDocument99 pagesI 2519 1 Yanmar YM155T DTtnvd420No ratings yet
- MT Series - ServiceDocument8 pagesMT Series - ServiceВаня БойкоNo ratings yet
- Exercise Number: 7: Characteristics of SynchrosDocument7 pagesExercise Number: 7: Characteristics of SynchrosRohan MohataNo ratings yet
- Midterm Exam Model Answer NOV2016 REV01 M PDFDocument12 pagesMidterm Exam Model Answer NOV2016 REV01 M PDFGeorge IskanderNo ratings yet
- 6hym-Ete (0CR10-M63501)Document94 pages6hym-Ete (0CR10-M63501)Febri RoziNo ratings yet
- 2008 - SXT1100F-G - F2ab (232 Limited)Document70 pages2008 - SXT1100F-G - F2ab (232 Limited)Gustavo GiverNo ratings yet
- Kenwood-KA3300 AmpDocument38 pagesKenwood-KA3300 Ampsnc1963rosvNo ratings yet
- The FET Manual - Japanese Edition (1989)Document413 pagesThe FET Manual - Japanese Edition (1989)alex_81_No ratings yet
- Receiver Kenwood KR 4070 4770Document23 pagesReceiver Kenwood KR 4070 4770Kilger MunizNo ratings yet
- 2013 JUPITER-Z1 1M1DY460EA Rev1 PDFDocument57 pages2013 JUPITER-Z1 1M1DY460EA Rev1 PDFmomo0% (1)
- Steering Sensor: ReplacementDocument2 pagesSteering Sensor: ReplacementMichael EmsleyNo ratings yet
- RCC54 Circular Column ChartingDocument1 pageRCC54 Circular Column ChartingBunheng LonNo ratings yet
- Caterpillar 3306 Gen Set Engine Service Repair Manual 85z03764-UpDocument3,964 pagesCaterpillar 3306 Gen Set Engine Service Repair Manual 85z03764-UpRaymond LimNo ratings yet
- 1-3GM PartsDocument102 pages1-3GM PartsGeorgiNo ratings yet
- Skema UnifilareDocument5 pagesSkema UnifilareGraziano TrainiNo ratings yet
- User Manual: SGQ - ATS Automatic Transfer SwitchDocument13 pagesUser Manual: SGQ - ATS Automatic Transfer SwitchAngel Mario Zugarramurdi RosasNo ratings yet
- Pages From IRADVC52xx-PCDocument3 pagesPages From IRADVC52xx-PCJandri JacobNo ratings yet
- Starter (6HK1)Document3 pagesStarter (6HK1)Oggy ToffyNo ratings yet
- JO M I: Power Transformer SectionDocument18 pagesJO M I: Power Transformer Sectionwlater06No ratings yet
- 2008-2P27 1g2p2460ea PDFDocument68 pages2008-2P27 1g2p2460ea PDFbasukiNo ratings yet
- Three Phase Squirrel Cage Induction Motors: Maa Series 63 - 160 SIZESDocument6 pagesThree Phase Squirrel Cage Induction Motors: Maa Series 63 - 160 SIZESsugirinNo ratings yet
- Philippines: 2016/4/8 News No. Date Comment PE0-MC-160025 Apr.,1,2016 COR:FIG.32 FLASHER LIGHT LIST CORRECTIONDocument53 pagesPhilippines: 2016/4/8 News No. Date Comment PE0-MC-160025 Apr.,1,2016 COR:FIG.32 FLASHER LIGHT LIST CORRECTIONLK JoaquinNo ratings yet
- Workshop Manual 700 SupplementDocument8 pagesWorkshop Manual 700 SupplementDelwyn Roseval (oudekrijger)No ratings yet
- Casio M300 Service ManualDocument12 pagesCasio M300 Service ManualGiovanni OlmoNo ratings yet
- List Alarm EnshuDocument438 pagesList Alarm EnshuWidya LalaNo ratings yet
- Military Dive Equipment: Pocket Guide - 20 Anniversary EditionDocument8 pagesMilitary Dive Equipment: Pocket Guide - 20 Anniversary Editionwhorne24No ratings yet
- MG HectorDocument17 pagesMG Hectorwk16111996No ratings yet
- As 1807.0-2000 Cleanrooms Workstations Safety Cabinets and Pharmaceutical Isolators - Methods of Test List ofDocument8 pagesAs 1807.0-2000 Cleanrooms Workstations Safety Cabinets and Pharmaceutical Isolators - Methods of Test List ofSAI Global - APACNo ratings yet
- 01 Boq Two Storey Extension BDocument5 pages01 Boq Two Storey Extension BBerlin Andrew SionNo ratings yet
- Storage Tanks and Solar CollectorsDocument1 pageStorage Tanks and Solar CollectorsSagar PatilNo ratings yet
- TS Genco Vendor CodesDocument8 pagesTS Genco Vendor CodesSrikanth PyarasaniNo ratings yet
- Incremental Encoder Baumer G0356 175RO73 10k PPRDocument4 pagesIncremental Encoder Baumer G0356 175RO73 10k PPRmaxellligue5487No ratings yet
- SM 3262i 4062i ENG Rev20 PDFDocument858 pagesSM 3262i 4062i ENG Rev20 PDFKarl-Heinz Gütlein0% (2)
- 16H Motor Grader ATS00001-UP (MACHINE) POWERED BY 3196 Engine (SEBP3329 - 89) - Círculo - RemoverDocument12 pages16H Motor Grader ATS00001-UP (MACHINE) POWERED BY 3196 Engine (SEBP3329 - 89) - Círculo - RemoverDouglas GomesNo ratings yet
- Legend:: Description Size Type 50mm.oDocument1 pageLegend:: Description Size Type 50mm.oDJNo ratings yet
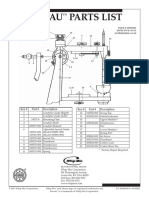
- Hanau Parts List: Wide-VueDocument1 pageHanau Parts List: Wide-VuenidhinNo ratings yet
- Drawing 5 X 20'HC Office BalikpapanDocument4 pagesDrawing 5 X 20'HC Office BalikpapanArdiFebriansyahNo ratings yet
- Flight Controller F722-Se: Basic ManualDocument6 pagesFlight Controller F722-Se: Basic ManualGokhan OzdemirNo ratings yet
- Error List AcupulseDocument5 pagesError List AcupulseJuan CarrascoNo ratings yet
- Kitchen Ansul Design #10 PROTEX 300Document6 pagesKitchen Ansul Design #10 PROTEX 300JhoNo ratings yet
- CSS Data Sheet-500KVADocument7 pagesCSS Data Sheet-500KVAKrishNo ratings yet
- Sencore Parts ListDocument7 pagesSencore Parts ListForrestWeaverNo ratings yet
- System Components Installation Instructions: NotesDocument2 pagesSystem Components Installation Instructions: NotesBeto LexNo ratings yet
- Elmexpricelistsason22 Jan 2013Document5 pagesElmexpricelistsason22 Jan 2013Subbu ManiNo ratings yet
- KLIBF - TechnicalDocument33 pagesKLIBF - TechnicalJack Ali SevenNo ratings yet
- HourglassDocument2 pagesHourglassROlando EskadabaichoNo ratings yet
- Kodak Easyshare Dx7440 Zoom Digital Camera: User'S GuideDocument67 pagesKodak Easyshare Dx7440 Zoom Digital Camera: User'S GuideMaría Paula MorenoNo ratings yet
- Net Sure 701 DatasheetDocument2 pagesNet Sure 701 DatasheetGlenn NnelgNo ratings yet