You might also like
- JESR201101V17S01A0005Document8 pagesJESR201101V17S01A0005Michelle HarrisNo ratings yet
- Euro PM 2012Document59 pagesEuro PM 2012Michelle HarrisNo ratings yet
- POSTER EUROPM 2012-95x100Document1 pagePOSTER EUROPM 2012-95x100Michelle HarrisNo ratings yet
- Theoretical and Experimental Studies On Heat Transfer in Multi-Layer CompositeDocument10 pagesTheoretical and Experimental Studies On Heat Transfer in Multi-Layer CompositeMichelle HarrisNo ratings yet
- C1.1 Lucrari Indexate ISI ADocument128 pagesC1.1 Lucrari Indexate ISI AMichelle HarrisNo ratings yet
- PM12 ParticipantsDocument16 pagesPM12 ParticipantsMichelle HarrisNo ratings yet
- Program ARM 4Document39 pagesProgram ARM 4Michelle HarrisNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- NIC:NAC:SILDocument19 pagesNIC:NAC:SILSiva KumarNo ratings yet
- Suitable Star For Marriage MatchingDocument12 pagesSuitable Star For Marriage MatchingVenkata RamaNo ratings yet
- PCP VenezuelaDocument6 pagesPCP VenezuelakurtbkNo ratings yet
- Water: Vertical Electrical Sounding (VES) For Estimation of Hydraulic Parameters in The Porous AquiferDocument15 pagesWater: Vertical Electrical Sounding (VES) For Estimation of Hydraulic Parameters in The Porous AquiferGustavo MiguelNo ratings yet
- Digital Communication Lab Report: Experiment Number 7Document9 pagesDigital Communication Lab Report: Experiment Number 7Saketh RaviralaNo ratings yet
- XL640 User ManualDocument213 pagesXL640 User ManualSIELAB C.A.No ratings yet
- +2 Physics Practical Readings 2019-2020Document11 pages+2 Physics Practical Readings 2019-2020Barkath Shalu100% (1)
- Horizontal Tank ChecklistDocument3 pagesHorizontal Tank ChecklistA.P.100% (1)
- NCR Departmental Exam Electrical Question Bank With Answer PDFDocument13 pagesNCR Departmental Exam Electrical Question Bank With Answer PDFMunish KumarNo ratings yet
- HFO HomeworkDocument2 pagesHFO HomeworkAna May Durante BaldelomarNo ratings yet
- Lab Manual.15 PDFDocument34 pagesLab Manual.15 PDFBoovarahan ChakravarthyNo ratings yet
- The Social Learning Theory (Tutorial WK 5)Document14 pagesThe Social Learning Theory (Tutorial WK 5)Hasfiyah AssanNo ratings yet
- Excavations OSHA Competent Person Course 2Document17 pagesExcavations OSHA Competent Person Course 2MelchezadekNo ratings yet
- 1-P1 P9-AIAG CQI-9 Pre 3rdDocument12 pages1-P1 P9-AIAG CQI-9 Pre 3rdSaravanan MNo ratings yet
- The Philips PavilionDocument12 pagesThe Philips PavilionNiket PaiNo ratings yet
- Master of Arts in Education (Physical Education)Document1 pageMaster of Arts in Education (Physical Education)Michael Mayo TaperoNo ratings yet
- Math 216 SyllabusDocument4 pagesMath 216 Syllabusdoney_78100% (1)
- Solar Battery Bank Sizing Calculator - Size Off-Grid BatteriesDocument8 pagesSolar Battery Bank Sizing Calculator - Size Off-Grid Batteriesamiteetumtech2013No ratings yet
- Major Challenges To Indian EconomyDocument12 pagesMajor Challenges To Indian EconomyAtharva KadamNo ratings yet
- Microbial Genomes !Document15 pagesMicrobial Genomes !talha153No ratings yet
- 6004 0100 ALE 0000 SH 0004 Up Dated Preferred Subcontractor List (04!02!15)Document23 pages6004 0100 ALE 0000 SH 0004 Up Dated Preferred Subcontractor List (04!02!15)romahi0% (1)
- APA 7th Edition Condensed Referencing Style Handout 2020Document13 pagesAPA 7th Edition Condensed Referencing Style Handout 2020Nia Singh100% (1)
- Tormax Automatic Sensor 7501Document12 pagesTormax Automatic Sensor 7501name familyNo ratings yet
- BS 598-106Document7 pagesBS 598-106muhammad iqbalNo ratings yet
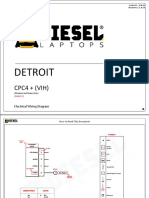
- Detroit Diesel - DD16 - Common Powertrain Controllor (CPC4, MD & HD, GHG17), VIHDocument11 pagesDetroit Diesel - DD16 - Common Powertrain Controllor (CPC4, MD & HD, GHG17), VIHMatthew Morin100% (2)
- Sakaka Project 405 MW: Checklist - Electrical Installation of ACCBDocument1 pageSakaka Project 405 MW: Checklist - Electrical Installation of ACCBVenkataramanan SNo ratings yet
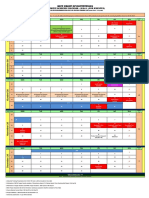
- Academic Calendar Odd Sem 2020-21Document1 pageAcademic Calendar Odd Sem 2020-21NAMRATA SHARMANo ratings yet
- MR Collins Maths Year 11 HomeworkDocument6 pagesMR Collins Maths Year 11 Homeworkafeueffmk100% (1)
- The Mindset of Focusing For Success - Jane HolderDocument19 pagesThe Mindset of Focusing For Success - Jane HoldermehtavinNo ratings yet
- Cal2-Iu BT Chap3 Des SlidesDocument66 pagesCal2-Iu BT Chap3 Des SlidesHà Anh Minh LêNo ratings yet