You might also like
- Ultrasound in Food Processing: Recent AdvancesFrom EverandUltrasound in Food Processing: Recent AdvancesMar VillamielNo ratings yet
- Comparison Between Three Static Mixers For Emulsi Cation in Turbulent FlowDocument14 pagesComparison Between Three Static Mixers For Emulsi Cation in Turbulent FlowJordi Sos NavarroNo ratings yet
- Feasibility Study On Petrochemical Wastewater Treatment and Reuse Using Submerged MBRDocument6 pagesFeasibility Study On Petrochemical Wastewater Treatment and Reuse Using Submerged MBRhesammorNo ratings yet
- Effect of MLSS on Start-Up of Submerged Membrane BioreactorDocument8 pagesEffect of MLSS on Start-Up of Submerged Membrane BioreactorTanmay MajhiNo ratings yet
- Mass Transfer Performance in A Pulsed Sieve-Plate Extraction ColumnDocument7 pagesMass Transfer Performance in A Pulsed Sieve-Plate Extraction ColumnKarim GaberNo ratings yet
- Effect of particle size distribution on pressure drop and concentration profilesDocument15 pagesEffect of particle size distribution on pressure drop and concentration profilesAndres VallebellaNo ratings yet
- A State-Of-The-Art Review of Mixing in Microfluidic MixersDocument14 pagesA State-Of-The-Art Review of Mixing in Microfluidic MixersMatteo RizzottoNo ratings yet
- Mixing Time Jet MixerDocument9 pagesMixing Time Jet MixerLTE002No ratings yet
- Regimes of Multiple Emulsions of W /O/W and O /W/O Type in The Continuous Couette-Taylor Flow ContactorDocument8 pagesRegimes of Multiple Emulsions of W /O/W and O /W/O Type in The Continuous Couette-Taylor Flow Contactorraghu_iictNo ratings yet
- Operative and Technological Evaluation of An Elastic Membrane PressDocument7 pagesOperative and Technological Evaluation of An Elastic Membrane PressMargo SmithNo ratings yet
- Centrifugal Reactor SeparatorDocument10 pagesCentrifugal Reactor SeparatorLaura OliverosNo ratings yet
- Application of Ceramic Membrane As A Pretreatment Digestion of Alcohol-Distillery Wastes in AnaerobicDocument9 pagesApplication of Ceramic Membrane As A Pretreatment Digestion of Alcohol-Distillery Wastes in AnaerobicPraphulla RaoNo ratings yet
- Emulsion Polymerization of Vinyl Acetate, Ethylene, and N-Methylol AcrylamideDocument6 pagesEmulsion Polymerization of Vinyl Acetate, Ethylene, and N-Methylol Acrylamideramitkatyal21881No ratings yet
- Method of Test For Recovery of Asphalt From Solution by Rotary EvaporatorDocument9 pagesMethod of Test For Recovery of Asphalt From Solution by Rotary Evaporatorming_zhu10No ratings yet
- Enzyme KineticsDocument17 pagesEnzyme KineticsIsuru JayalathNo ratings yet
- S1773-2247 (13) 50041-4 SemDocument7 pagesS1773-2247 (13) 50041-4 SemRIZA ADHI SETIAWANNo ratings yet
- MixsetDocument14 pagesMixsetRama RameshNo ratings yet
- Application of Upflow Multi-Layer Bioreactor (UMBR) ForDocument9 pagesApplication of Upflow Multi-Layer Bioreactor (UMBR) ForBao NguyenNo ratings yet
- Catalytic Hydrogenation of Dimethyl Itaconate in A Water-Cyclohexane-TritonDocument7 pagesCatalytic Hydrogenation of Dimethyl Itaconate in A Water-Cyclohexane-Tritonxinyi zhangNo ratings yet
- International Collaborations in The Field of Laboratory-And Pilot-Scale Micro-Reactor PlantsDocument8 pagesInternational Collaborations in The Field of Laboratory-And Pilot-Scale Micro-Reactor PlantsILIJA MISKOVICNo ratings yet
- A Study On Dairy Wastewater Using Fixed-Film Fixed Bed Anaerobic Diphasic DigesterDocument4 pagesA Study On Dairy Wastewater Using Fixed-Film Fixed Bed Anaerobic Diphasic DigesterSisay Derso MengeshaNo ratings yet
- Prueba de DisolutorDocument7 pagesPrueba de DisolutorMyriamNo ratings yet
- Agitator DesignDocument9 pagesAgitator DesignAnonymous 48jYxR1CNo ratings yet
- Ultra FiltrationDocument11 pagesUltra FiltrationaliNo ratings yet
- Formulation and Evaluation of Ow Emulsions UsingDocument7 pagesFormulation and Evaluation of Ow Emulsions UsingalinerhcNo ratings yet
- Chapter 8 ExtractionDocument11 pagesChapter 8 ExtractionPhuong CR100% (1)
- App Note 323 ThermoDocument8 pagesApp Note 323 ThermoLoreto VillegasNo ratings yet
- Development of A Passive Micromixer Based On Repeated Fluid Twisting and Flattening, and Its Application To DNA PurificationDocument7 pagesDevelopment of A Passive Micromixer Based On Repeated Fluid Twisting and Flattening, and Its Application To DNA PurificationbaolkvnNo ratings yet
- Marshall Stability Test (Ini Machiem)Document7 pagesMarshall Stability Test (Ini Machiem)Azrol Azmir Long100% (1)
- Soleymani 2008Document7 pagesSoleymani 2008Vinu DNo ratings yet
- Ethyl Acetate ExtractionDocument33 pagesEthyl Acetate ExtractionTu TranNo ratings yet
- Fos TacDocument5 pagesFos TacBhavaNo ratings yet
- 40 Years of Experience With Liquid-Liquid Extraction Equipment in The Nuclear IndustryDocument7 pages40 Years of Experience With Liquid-Liquid Extraction Equipment in The Nuclear Industryshrishapaik737No ratings yet
- IZM World's SmallestDocument1 pageIZM World's Smallestgaurav110790No ratings yet
- An Enzymatic Approach To The Cleaning of Ultrafiltration PDFDocument8 pagesAn Enzymatic Approach To The Cleaning of Ultrafiltration PDFsamrickyNo ratings yet
- Application of Cross-Flow Ultrafiltration On Inorganic Membranes in Purification of Food MaterialsDocument8 pagesApplication of Cross-Flow Ultrafiltration On Inorganic Membranes in Purification of Food MaterialsCordero JulioNo ratings yet
- Separation of Methanol-Tetrahydrofuran Mixtures by Heteroazeotropic Distillation and Pervaporation - Genduso2014Document12 pagesSeparation of Methanol-Tetrahydrofuran Mixtures by Heteroazeotropic Distillation and Pervaporation - Genduso2014samandondonNo ratings yet
- A New Generation of Wireline Formation Tester: Y. Manin, A. Jacobson, J.R. Cordera, SchlumbergerDocument7 pagesA New Generation of Wireline Formation Tester: Y. Manin, A. Jacobson, J.R. Cordera, SchlumbergerIan DonaldNo ratings yet
- Review of Centrifugal Liquid-Liquid Chromatography Using Aqueous Two-Phase Solvent (ATPS) SystemsDocument21 pagesReview of Centrifugal Liquid-Liquid Chromatography Using Aqueous Two-Phase Solvent (ATPS) SystemsNadeem AkramNo ratings yet
- C190 E110aDocument20 pagesC190 E110aHuynh Ghi NaNo ratings yet
- Ijert Ijert: Aerobic Sequencing Batch Reactor For Wastewater Treatment: A ReviewDocument17 pagesIjert Ijert: Aerobic Sequencing Batch Reactor For Wastewater Treatment: A ReviewAmanda JacksonNo ratings yet
- MSC DT275 Lab ManualDocument37 pagesMSC DT275 Lab ManualBoomdayNo ratings yet
- Optimization of A Fully Air-Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The AidDocument10 pagesOptimization of A Fully Air-Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The AidVictorNo ratings yet
- Measuring Small Volumes Using Gravimetric MethodDocument5 pagesMeasuring Small Volumes Using Gravimetric MethodHafidNo ratings yet
- Jaffrin 2004Document13 pagesJaffrin 2004Debasish SarkarNo ratings yet
- C190E110A Prominence Preparative SystemDocument20 pagesC190E110A Prominence Preparative SystemcamilavignaNo ratings yet
- SULZER Water MixerDocument12 pagesSULZER Water MixerAlfonso José García LagunaNo ratings yet
- Extraction Column.: Proceedings PaperDocument16 pagesExtraction Column.: Proceedings Paperzinou68No ratings yet
- Sca2014 023Document12 pagesSca2014 023aminbm.pt24No ratings yet
- Treatment of Slaughterhouse Plant Wastewater by Using A Membrane BioreactorDocument6 pagesTreatment of Slaughterhouse Plant Wastewater by Using A Membrane BioreactornvtrungvnNo ratings yet
- Energies: Simulation of Mixing Intensity Profile For Bioethanol Production Via Two-Step Fermentation in An UnbaDocument11 pagesEnergies: Simulation of Mixing Intensity Profile For Bioethanol Production Via Two-Step Fermentation in An UnbaSnunkhaem EcharojNo ratings yet
- INFORSHT Factsheet AP017 Minifors 2 EN WebDocument3 pagesINFORSHT Factsheet AP017 Minifors 2 EN WebixibepoywjpbktdiazNo ratings yet
- Comparative Study of Drainage Capillary Pressure MeasurementsDocument12 pagesComparative Study of Drainage Capillary Pressure MeasurementsRosa K Chang HNo ratings yet
- Yogita Bahl and Hongkee Sah - Dynamic Changes in Size Distribution of Emulsion Droplets During Ethyl Acetate-Based Microencapsulation ProcessDocument9 pagesYogita Bahl and Hongkee Sah - Dynamic Changes in Size Distribution of Emulsion Droplets During Ethyl Acetate-Based Microencapsulation ProcessLonkesNo ratings yet
- Ultra Performance Liquid Chromatography Tomorrow's HPLC Technology TodayDocument3 pagesUltra Performance Liquid Chromatography Tomorrow's HPLC Technology TodayxavikxavikNo ratings yet
- 08 An Iter Comparison Between Primary High Pressure Gas Flow Standard - PTB and VSLDocument10 pages08 An Iter Comparison Between Primary High Pressure Gas Flow Standard - PTB and VSLابوالحروف العربي ابوالحروفNo ratings yet
- V M Turbulent. - .: ReactorDocument7 pagesV M Turbulent. - .: ReactorVirender SehwagNo ratings yet
- Aeration and AgitationDocument5 pagesAeration and Agitationdadang71No ratings yet
- CompletionDocument62 pagesCompletionavanishNo ratings yet
- Applied ElectrochemistryDocument7 pagesApplied Electrochemistryshreeja mogiliNo ratings yet
- CH 6503 Cet IiDocument66 pagesCH 6503 Cet IiDrVishwanatha HNNo ratings yet
- 250 Watt Mono Amplifier Technical MrigankaDocument2 pages250 Watt Mono Amplifier Technical MrigankaK. RAJA SEKAR100% (1)
- Applications of SuperconductivityDocument45 pagesApplications of SuperconductivityElif SoyluNo ratings yet
- ASTM5Document1,227 pagesASTM5Guatavo91No ratings yet
- CRIT JOURNAL Comparing finite element techniques for predicting rutting of asphaltDocument3 pagesCRIT JOURNAL Comparing finite element techniques for predicting rutting of asphaltKristian MalauNo ratings yet
- Ian BAB 4Document6 pagesIan BAB 4NURUL SYUHADA BT ISMAIL HAJARNo ratings yet
- Limit States Method (Cec402 Assignment of Group3a)Document50 pagesLimit States Method (Cec402 Assignment of Group3a)Kingshuk MukherjeeNo ratings yet
- APA - TT-053 Shearwall Deflection FormulaDocument4 pagesAPA - TT-053 Shearwall Deflection FormulakmccrapmailNo ratings yet
- EN61326 - 1 - Zugehörige EMV NormenDocument30 pagesEN61326 - 1 - Zugehörige EMV NormenHans U. LerchNo ratings yet
- R134a Refrigerant Phase Diagram with Thermodynamic PropertiesDocument1 pageR134a Refrigerant Phase Diagram with Thermodynamic PropertiesJakka RukmanaNo ratings yet
- Physics SS2 Term 2 Dec 2022Document71 pagesPhysics SS2 Term 2 Dec 2022TahmidNo ratings yet
- 2016 Effect of Sintering Temperatures and Screen Printing Types On TiO2 Layers in DSSCDocument5 pages2016 Effect of Sintering Temperatures and Screen Printing Types On TiO2 Layers in DSSCAsraful alam RobinNo ratings yet
- Surface Chemistry of Solid and Liquid Interfaces PDFDocument365 pagesSurface Chemistry of Solid and Liquid Interfaces PDFSuchat KotcheapNo ratings yet
- LubricationDocument21 pagesLubricationmojiryhamid100% (1)
- 95 07tritiatedDocument10 pages95 07tritiatedPhochan ManomayidthikarnNo ratings yet
- 6 Exercises Solutions 2009 PDFDocument90 pages6 Exercises Solutions 2009 PDFsyafiq hashimNo ratings yet
- 9702 p1 Properties of Matter AllDocument8 pages9702 p1 Properties of Matter AllNushanKhanNo ratings yet
- II PU Physics Passing Package 21-22Document19 pagesII PU Physics Passing Package 21-22Kalyan ReddyNo ratings yet
- Pir Sensor Based Security SystemDocument36 pagesPir Sensor Based Security SystemShaik FarooqNo ratings yet
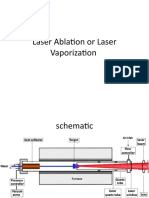
- Laser Ablation or Laser VaporizationDocument4 pagesLaser Ablation or Laser VaporizationJOEL STEPHEN 19BEE0262No ratings yet
- Miller Indices ClassDocument35 pagesMiller Indices ClassDhiyaAldeenAl-SerhanyNo ratings yet
- Water Flow Rates For Pipe Sizes With Excel Formulas, Using The Hazen Williams FormulaDocument5 pagesWater Flow Rates For Pipe Sizes With Excel Formulas, Using The Hazen Williams FormulaWilfrid DutruelNo ratings yet
- NE 335 Macromolecular Science 2: Reactivity RatiosDocument17 pagesNE 335 Macromolecular Science 2: Reactivity RatiosMoeen Khan RisaldarNo ratings yet
- TEG Water EquilibriumDocument9 pagesTEG Water Equilibriumlakonas_740100% (1)
- SCP28 Mankhurd SideDocument7 pagesSCP28 Mankhurd SidepspNo ratings yet
- Liquid Crystals and Liquid Crystalline Polymers - UNIT 5Document8 pagesLiquid Crystals and Liquid Crystalline Polymers - UNIT 5shrijNo ratings yet
- Stainless SteelsDocument10 pagesStainless SteelsAbderrazek ziedNo ratings yet
- Calcul Des Courants de Court-Circuit Dans L'éclairage Public Réseaux.Document9 pagesCalcul Des Courants de Court-Circuit Dans L'éclairage Public Réseaux.ouali fatehNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)