You might also like
- Time Study Revised 2018Document21 pagesTime Study Revised 2018Shishir Kumar100% (1)
- 2476748Document120 pages2476748mehmoodNo ratings yet
- Work Measurement 3Document16 pagesWork Measurement 3Miguel HernandezNo ratings yet
- Work SamplingDocument25 pagesWork SamplingProph Timothy TsaaganeNo ratings yet
- Work SamplingDocument5 pagesWork SamplingRoshan SinghNo ratings yet
- Work Measurement Practice ProblemsDocument3 pagesWork Measurement Practice Problemspremendra maniNo ratings yet
- Of Work To Be Done by An Operator in A Given Time Under Specified Conditions at The Defined Level of Performance. Requirement. Each WorkerDocument13 pagesOf Work To Be Done by An Operator in A Given Time Under Specified Conditions at The Defined Level of Performance. Requirement. Each WorkerDeepu lumarNo ratings yet
- FORECASTING - IntroductionDocument29 pagesFORECASTING - IntroductionJamal FarahNo ratings yet
- Unit 3 Charting and Diagramming Techniques For Operations AnalysisDocument19 pagesUnit 3 Charting and Diagramming Techniques For Operations Analysisleonard dela cruzNo ratings yet
- Work Measurement ReportDocument16 pagesWork Measurement ReportAnamika Nigam0% (1)
- Work MeasurementDocument7 pagesWork Measurementrichard TanNo ratings yet
- Or Lectures 2011 - Part 1Document196 pagesOr Lectures 2011 - Part 1Ahmed Ramadan100% (1)
- Decision Analysis Tutorial 1Document24 pagesDecision Analysis Tutorial 1AAAAANo ratings yet
- Work StudyDocument30 pagesWork Studysagar0983% (6)
- Aggregate Planning SampleDocument3 pagesAggregate Planning SampleAnsherene Non0% (3)
- Unit 1. Quality, Total Quality, TQMDocument29 pagesUnit 1. Quality, Total Quality, TQMsbmallur100% (2)
- 5.2.1 Program Evaluation Review Technique PPT Only PDFDocument11 pages5.2.1 Program Evaluation Review Technique PPT Only PDFCecillia Yuliana HalimNo ratings yet
- Work MeasurementDocument5 pagesWork MeasurementManohari RdNo ratings yet
- Overheads and Absorption CostingDocument34 pagesOverheads and Absorption CostingIndra ThapaNo ratings yet
- CHAPTER 7 - Work MeasurementDocument29 pagesCHAPTER 7 - Work MeasurementmeeyaNo ratings yet
- Capacity PlanningDocument47 pagesCapacity Planningcharles makasabiNo ratings yet
- Assignment 4Document4 pagesAssignment 4syed aliNo ratings yet
- Cognitive ErgonomicsDocument27 pagesCognitive ErgonomicsShenlandNo ratings yet
- ForecastingDocument49 pagesForecastingMisbaahNo ratings yet
- Method StudyDocument80 pagesMethod StudyladdooparmarNo ratings yet
- JIT CostDocument14 pagesJIT Costmaine pamintuanNo ratings yet
- Lecture Simplex Method - FinManDocument32 pagesLecture Simplex Method - FinManRobinson Mojica100% (1)
- Project ManagementDocument39 pagesProject ManagementBehbehlynnNo ratings yet
- LP Formulation and SolutionDocument7 pagesLP Formulation and SolutionPhanieNo ratings yet
- Financial ManagementDocument26 pagesFinancial ManagementbassramiNo ratings yet
- EG 3336 E / 6333 A Operations Research II Spring 2009 Homework Assignment #1 Due: at 6:30 PM in Class On Monday February 09, 2009Document2 pagesEG 3336 E / 6333 A Operations Research II Spring 2009 Homework Assignment #1 Due: at 6:30 PM in Class On Monday February 09, 2009ArticleDownloaderNo ratings yet
- Chapter 05 TestbankDocument81 pagesChapter 05 TestbankNihal Navneet100% (2)
- Capacity Planning ProblemsDocument6 pagesCapacity Planning Problemsvita sarasi100% (1)
- Laws of ProbablityDocument6 pagesLaws of ProbablitysolomonmeleseNo ratings yet
- Case 3 - AMADocument2 pagesCase 3 - AMAGrace MasdoNo ratings yet
- Work SamplingDocument36 pagesWork SamplingAakashMehtaNo ratings yet
- Chapter 13 - Significance of Lead TimeDocument10 pagesChapter 13 - Significance of Lead TimeSarahia AmakaNo ratings yet
- DS-Session-Transportation Models and TransshipmnetDocument101 pagesDS-Session-Transportation Models and TransshipmnetMeghna Adhikary100% (1)
- Activity ChartsDocument23 pagesActivity ChartsKübra AkNo ratings yet
- Work Design and MeasurementDocument22 pagesWork Design and MeasurementJanysse CalderonNo ratings yet
- Markov AnalysisDocument37 pagesMarkov AnalysisRohit RajanNo ratings yet
- Session No 6.: MODULE No. 6: Chapter 6 - Inventory ManagementDocument10 pagesSession No 6.: MODULE No. 6: Chapter 6 - Inventory ManagementMary Rose ArguellesNo ratings yet
- Sample Problems-Work SamplingDocument6 pagesSample Problems-Work SamplingL.a. Ladores100% (2)
- Chap 001Document17 pagesChap 001Rezart GolemajNo ratings yet
- Waiting Lines PDFDocument51 pagesWaiting Lines PDFAlen Thomas Kattakayam100% (1)
- Chapter 16Document25 pagesChapter 16assaNo ratings yet
- Chapter 12 ANOVA For HomeworkDocument5 pagesChapter 12 ANOVA For HomeworkMark PaulNo ratings yet
- Dps 502 Inventory Management Feb 23 2012Document153 pagesDps 502 Inventory Management Feb 23 2012jaminkwadNo ratings yet
- HypothesisDocument29 pagesHypothesisdionvenus100% (1)
- Notes in Short Term FinancingDocument3 pagesNotes in Short Term FinancingLiana Monica LopezNo ratings yet
- Lecture 3 - Linear ProgrammingDocument14 pagesLecture 3 - Linear ProgrammingSakshi Khatri100% (1)
- 21 Chapter 13Document25 pages21 Chapter 13Fajar Pitarsi DharmaNo ratings yet
- SMVDocument70 pagesSMVEmdad Apm100% (1)
- Prepared by Md. Sumon Miah Assistant Professor Department of TE, DUETDocument20 pagesPrepared by Md. Sumon Miah Assistant Professor Department of TE, DUETUnjila PromiNo ratings yet
- Steps in Making Time StudyDocument12 pagesSteps in Making Time StudyR Màhá LâkshmîNo ratings yet
- Work Measurement-Compressed VersionDocument48 pagesWork Measurement-Compressed VersionL.a. LadoresNo ratings yet
- StopwatchDocument4 pagesStopwatchyasin husenNo ratings yet
- Maie Work MeasurementDocument6 pagesMaie Work MeasurementLa GraciahNo ratings yet
- Work Measurement: UsageDocument6 pagesWork Measurement: UsageVictor FarfanNo ratings yet
- Work Measurement: A Methodology Used For Establishing Time StandardsDocument24 pagesWork Measurement: A Methodology Used For Establishing Time StandardsLa GraciahNo ratings yet
- Bangladesh Water Pact OverviewDocument16 pagesBangladesh Water Pact OverviewSazid RahmanNo ratings yet
- PayrollDocument14 pagesPayrollSazid RahmanNo ratings yet
- English - French - Turkish Customs DictionaryDocument6 pagesEnglish - French - Turkish Customs DictionaryAlphan DemirsoyNo ratings yet
- Quality Aspects of Garment - A ReviewDocument4 pagesQuality Aspects of Garment - A ReviewSazid RahmanNo ratings yet
- 11960Document30 pages11960guruakr100% (2)
- Full Download Strategic Management Text and Cases 9th Edition Dess Test BankDocument35 pagesFull Download Strategic Management Text and Cases 9th Edition Dess Test Banksaumvirgen2375812100% (28)
- EOI - City Without SlumDocument38 pagesEOI - City Without Slumikeh wanNo ratings yet
- Welspun India LTD: AN Industrial Visit Report ONDocument12 pagesWelspun India LTD: AN Industrial Visit Report ONHitu100% (2)
- Applying COCOMO II - A Case StudyDocument57 pagesApplying COCOMO II - A Case StudyMeghraj SapkotaNo ratings yet
- Classification of ComputersDocument2 pagesClassification of Computerseduardo acuniaNo ratings yet
- Spss 1. Uji Normalitas Data: One-Sample Kolmogorov-Smirnov TestDocument3 pagesSpss 1. Uji Normalitas Data: One-Sample Kolmogorov-Smirnov Testmustakim gmaNo ratings yet
- Ethics and Voluntary Act For HardDocument4 pagesEthics and Voluntary Act For HardSarah Del Mundo CagangNo ratings yet
- DCS800 Control PanelDocument9 pagesDCS800 Control PanelHenry Manzaneda100% (1)
- Renalyn N. Selloga Housekeeping NC IiDocument9 pagesRenalyn N. Selloga Housekeeping NC IiAlex GinNo ratings yet
- Olympic Message SystemDocument16 pagesOlympic Message Systemtrevor randyNo ratings yet
- Epilogue Magazine, March 2010Document56 pagesEpilogue Magazine, March 2010Epilogue MagazineNo ratings yet
- TataDocument24 pagesTataNitin MauryaNo ratings yet
- CS604 - Operating SystemsDocument11 pagesCS604 - Operating SystemsAsadNo ratings yet
- SM-A315G - LA Electrical Part List Galaxy A31Document10 pagesSM-A315G - LA Electrical Part List Galaxy A31liquidNo ratings yet
- Professional AdjustmentDocument10 pagesProfessional AdjustmentJayson V Caranto RNNo ratings yet
- Tilt-Up Building Seismic Design - Precast or Cast-In PlaceDocument3 pagesTilt-Up Building Seismic Design - Precast or Cast-In PlacealexitomichaelNo ratings yet
- L15 Conflict Management SDocument18 pagesL15 Conflict Management SjnfzNo ratings yet
- Graded Worksheet D3Document1 pageGraded Worksheet D3Jacob DziubekNo ratings yet
- Morane 4 PFN FffsDocument20 pagesMorane 4 PFN FffsFatmen FataNo ratings yet
- Ps1 GeneralDocument2 pagesPs1 Generalkulin123456No ratings yet
- Wolves, Witches, and Werewolves - Lycanthropy and Witchcraft From 1423 To 1700 PDFDocument28 pagesWolves, Witches, and Werewolves - Lycanthropy and Witchcraft From 1423 To 1700 PDFshotoshNo ratings yet
- Optimal Voltage RegulatorDocument8 pagesOptimal Voltage RegulatorARVINDNo ratings yet
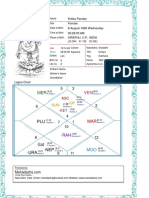
- Kritika Pandey (Kaushambi)Document15 pagesKritika Pandey (Kaushambi)nishink9No ratings yet
- Quantification of Organic Acids by HPLCDocument5 pagesQuantification of Organic Acids by HPLCLee HaronNo ratings yet
- Prelims Coe Elec2Document72 pagesPrelims Coe Elec2Sheena SapuayNo ratings yet
- 2 Sim Hydraulics ReferenceDocument430 pages2 Sim Hydraulics ReferenceEnrico GambiniNo ratings yet
- Rim and Face - Alignment KnowledgeDocument19 pagesRim and Face - Alignment Knowledgevj kumarNo ratings yet
- MK2 ManualDocument55 pagesMK2 ManualJFrink333100% (1)
- Examples of Quell's EESeal EMI Filter Inserts - MIL-STD-461 Test ResultsDocument15 pagesExamples of Quell's EESeal EMI Filter Inserts - MIL-STD-461 Test ResultsXto PeregrinNo ratings yet
- BSBINews 78Document96 pagesBSBINews 78Anonymous dEztzVueNo ratings yet