You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Maxxforce 13 Manual de Servicio PDFDocument506 pagesMaxxforce 13 Manual de Servicio PDFDenia Isalia Santana Anguiano80% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Applied Thermal Engineering: Prof. K. K.SHARMADocument69 pagesApplied Thermal Engineering: Prof. K. K.SHARMAKaran100% (1)
- 1612 BS IiDocument233 pages1612 BS IiMohan CharanchathNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Yamaha T135 HC (Manual) Parts CatalogueDocument61 pagesYamaha T135 HC (Manual) Parts CatalogueHafidz Rosly81% (100)
- 8940 Case Ih Magnum Tractor Parts CatalogDocument514 pages8940 Case Ih Magnum Tractor Parts Catalog19crysti100% (4)
- 4w105 sPARE PARTS CATALOGUEDocument63 pages4w105 sPARE PARTS CATALOGUEsxturbo100% (3)
- Student Industrial Work ExperienceDocument42 pagesStudent Industrial Work ExperienceAmir O. Osho80% (5)
- Engine - Repair - 1999-2000 Engine - Repair - AAA, AFP VR6Document19 pagesEngine - Repair - 1999-2000 Engine - Repair - AAA, AFP VR6Dany Pistiner100% (3)
- Himsen Gas EngineDocument6 pagesHimsen Gas EngineArieWBNo ratings yet
- Vk56 de EngineDocument110 pagesVk56 de EngineYdelkadiasmela Dominguezmorel100% (5)
- C5Document242 pagesC5Ивайло Павлов100% (2)
- Bobcat Parts List PDFDocument3,533 pagesBobcat Parts List PDFLaboratorio IP50% (2)
- Kabeer Suktimuktavali Sankara Sreeramarao 1960Document76 pagesKabeer Suktimuktavali Sankara Sreeramarao 1960BharatiyulamNo ratings yet
- Sila Silpam NuvveDocument204 pagesSila Silpam NuvveBharatiyulamNo ratings yet
- Horticultural Society, Hyderabad - Diary 2022Document476 pagesHorticultural Society, Hyderabad - Diary 2022BharatiyulamNo ratings yet
- Vaaradhi With SEVA OrgDocument10 pagesVaaradhi With SEVA OrgBharatiyulamNo ratings yet
- Antioxidant SSR PDFDocument81 pagesAntioxidant SSR PDFBharatiyulamNo ratings yet
- NATUECO Book PDFDocument112 pagesNATUECO Book PDFpuvichandranNo ratings yet
- Nature Book PDFDocument2 pagesNature Book PDFBharatiyulam100% (1)
- Online Seat Booking For ExaminationDocument6 pagesOnline Seat Booking For ExaminationBharatiyulam100% (1)
- EPU of Bio-Pesticides PDFDocument170 pagesEPU of Bio-Pesticides PDFBharatiyulamNo ratings yet
- Bharatiyulam Invitation For You On Facebook Forward ItDocument1 pageBharatiyulam Invitation For You On Facebook Forward ItBharatiyulamNo ratings yet
- Prevention of Static ElectricityDocument1 pagePrevention of Static ElectricityBharatiyulamNo ratings yet
- Okka Rupayee Chaalu BharatiyulamDocument2 pagesOkka Rupayee Chaalu BharatiyulamManindar KumarNo ratings yet
- Welcome: SEVA Org. & BharatiyulamDocument20 pagesWelcome: SEVA Org. & BharatiyulamBharatiyulamNo ratings yet
- Meo Examination Part-Check ListDocument2 pagesMeo Examination Part-Check ListArun PrasadNo ratings yet
- Overseas Cadet ProgrammesDocument3 pagesOverseas Cadet ProgrammesBharatiyulamNo ratings yet
- PollutionDocument12 pagesPollutionBharatiyulamNo ratings yet
- Petroleum OilDocument5 pagesPetroleum OilgunapalshettyNo ratings yet
- PRESTIGEDocument3 pagesPRESTIGEBharatiyulamNo ratings yet
- Navigation FormulaeDocument1 pageNavigation FormulaeBharatiyulam100% (1)
- Power Train Components MJHDocument17 pagesPower Train Components MJHBharatiyulamNo ratings yet
- The M. S. (Load Line) Regulations 1998 (Amended 2000)Document4 pagesThe M. S. (Load Line) Regulations 1998 (Amended 2000)BharatiyulamNo ratings yet
- MCA Stability BookletDocument19 pagesMCA Stability BookletBharatiyulam0% (1)
- The Magnetic Compass CardDocument148 pagesThe Magnetic Compass CardBharatiyulamNo ratings yet
- Mca Formula SheetDocument4 pagesMca Formula SheetBharatiyulamNo ratings yet
- Oil SpillsDocument5 pagesOil SpillsBharatiyulamNo ratings yet
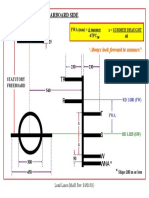
- Load Line DiagramDocument1 pageLoad Line DiagramBharatiyulamNo ratings yet
- MAM - I, Question BankDocument8 pagesMAM - I, Question BankBharatiyulamNo ratings yet
- Basic Engine: 154-1612 Cylinder Head AsDocument3 pagesBasic Engine: 154-1612 Cylinder Head AsMarli Alves de SouzaNo ratings yet
- Cylinder Head InstallDocument12 pagesCylinder Head InstallsxturboNo ratings yet
- Replacement Parts Catalogue: Bonneville Ti20R Tiger 650 Tr6R Trophy 650 Tr6CDocument87 pagesReplacement Parts Catalogue: Bonneville Ti20R Tiger 650 Tr6R Trophy 650 Tr6Crnj4177No ratings yet
- Cadenas BMW 02Document24 pagesCadenas BMW 02Alfredo SalasNo ratings yet
- Deutz D 2008 2009 Workshop ManualDocument151 pagesDeutz D 2008 2009 Workshop ManualduongpndngNo ratings yet
- Mitsubishi K3G DI Direct Injected Engine Rebuilding and Repair Information Shop Manual From WorldwideDocument148 pagesMitsubishi K3G DI Direct Injected Engine Rebuilding and Repair Information Shop Manual From WorldwideDaniel Castillo Peña100% (1)
- Technical Note 3426A Je0 K - Je0 S: Basic ManualDocument52 pagesTechnical Note 3426A Je0 K - Je0 S: Basic ManualHorváthVargaLászlóNo ratings yet
- 124T026228H1Document33 pages124T026228H1LuisNo ratings yet
- Ref No Part No DescriptionDocument72 pagesRef No Part No DescriptionVaidas JukneviciusNo ratings yet
- Bendix Duraflo 596 Air Compressor: DescriptionDocument40 pagesBendix Duraflo 596 Air Compressor: DescriptionSebastian OlayaNo ratings yet
- ENGINE OVERHAUL 2.6 4cylDocument24 pagesENGINE OVERHAUL 2.6 4cylalbertoNo ratings yet
- Hecht 546shDocument7 pagesHecht 546shVasile-Cristian RusuNo ratings yet
- PASSION PRO Parts CatalogDocument129 pagesPASSION PRO Parts Catalogsarinr59No ratings yet
- A2 TorquesDocument25 pagesA2 TorquesGabriel CazacuNo ratings yet
- 495 Huafeng K4100Document5 pages495 Huafeng K4100BudiyNo ratings yet
- Yamaha XVS 1100 Parts List WWW - Manualedereparatie.infoDocument69 pagesYamaha XVS 1100 Parts List WWW - Manualedereparatie.infoErasto CarballidoNo ratings yet
- Cylinder Head Valves: SpecificationsDocument3 pagesCylinder Head Valves: SpecificationsPauloNo ratings yet
- 1a5av450e3 - T105e Crypton - 2002 - 5av4Document56 pages1a5av450e3 - T105e Crypton - 2002 - 5av4Gilang PratamaNo ratings yet