You might also like
- Screw Thread MeasurementsDocument77 pagesScrew Thread MeasurementsSridhar SreeNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Directions for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcFrom EverandDirections for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcNo ratings yet
- Surface PlateDocument5 pagesSurface Platetevqwe1No ratings yet
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- TESA Catalogue 2010Document449 pagesTESA Catalogue 2010Biser BorislawowNo ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannosaniamecNo ratings yet
- Vertical Turret Lathe & Horizontal Boring MillDocument12 pagesVertical Turret Lathe & Horizontal Boring MillALLEN FRANCISNo ratings yet
- Handbook of Me Chan 00 NordDocument296 pagesHandbook of Me Chan 00 NordSingh GurpreetNo ratings yet
- Tool Makers MicroscopeDocument11 pagesTool Makers Microscopeirfanajai100% (1)
- Tool Makers MicroscopeDocument13 pagesTool Makers MicroscopeLokesh LokiNo ratings yet
- Characteristics of Trochoids and Their Application To Determining Gear Teeth Fillet ShapesDocument14 pagesCharacteristics of Trochoids and Their Application To Determining Gear Teeth Fillet ShapesJohn FelemegkasNo ratings yet
- Gear HobbingDocument4 pagesGear Hobbingsaurabhsingh2121No ratings yet
- Totime BTA DRILLDocument5 pagesTotime BTA DRILLTOTIME (DEREK HIROSAKA)No ratings yet
- Gear Hob BasicsDocument6 pagesGear Hob BasicsAnkur Jain100% (1)
- Types of InvoluteDocument4 pagesTypes of InvoluteBa Bu100% (1)
- GB - T 10095.2-2008Document5 pagesGB - T 10095.2-2008taghdirimNo ratings yet
- How To Model Helical Gears in ProE - Creo (Module)Document6 pagesHow To Model Helical Gears in ProE - Creo (Module)Rupesh ChitariNo ratings yet
- Kisssoft Tut 013 E Root OptimisationDocument12 pagesKisssoft Tut 013 E Root OptimisationSezgin BayrakNo ratings yet
- Tseng 2004 Mechanism and Machine TheoryDocument15 pagesTseng 2004 Mechanism and Machine TheoryKhanh VqNo ratings yet
- Capstan & Turret LatheDocument27 pagesCapstan & Turret LatheMuraliNo ratings yet
- Gear Grinding: SoftwareDocument68 pagesGear Grinding: SoftwareTungNo ratings yet
- Cone Tolerance PDFDocument21 pagesCone Tolerance PDFsosu_sorin3904No ratings yet
- Quick Knurling CatalogueDocument28 pagesQuick Knurling CatalogueMilos Lazovic100% (1)
- Leadscrews Ballscrews Splines Cten PAG126Document240 pagesLeadscrews Ballscrews Splines Cten PAG126lucian lunaNo ratings yet
- Gear Nomenclature As Per ACMEDocument10 pagesGear Nomenclature As Per ACMEponnivalavans_994423No ratings yet
- 5.1 Chordal Tooth Thickness MeasurementDocument20 pages5.1 Chordal Tooth Thickness Measurementsharma RISHINo ratings yet
- Hobbing 0406Document6 pagesHobbing 0406feni4kaNo ratings yet
- Gear TechnologyDocument52 pagesGear TechnologyJithinNo ratings yet
- Thread TolerancesDocument8 pagesThread TolerancesLê Xuân HiệpNo ratings yet
- A Kinematic Analysis of Meshing Polymer Gear TeethDocument16 pagesA Kinematic Analysis of Meshing Polymer Gear TeethsandeepNo ratings yet
- Socket Head Screws Din912Document3 pagesSocket Head Screws Din912weyiheNo ratings yet
- Designing and Manufacturing Ruled Surface Blades: Peter Klein, CAM Software Director, Concepts NRECDocument6 pagesDesigning and Manufacturing Ruled Surface Blades: Peter Klein, CAM Software Director, Concepts NRECCésarNo ratings yet
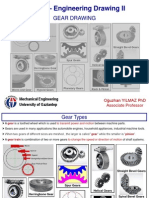
- Gear Drawing PDFDocument12 pagesGear Drawing PDFpradeep315No ratings yet
- Gears, Splines, and Serrations: Unit 24Document8 pagesGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocument22 pagesInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManNo ratings yet
- Rotary BroachDocument2 pagesRotary BroachpeterNo ratings yet
- Eng Metrology Topic 4 (Noncontact Inspection)Document28 pagesEng Metrology Topic 4 (Noncontact Inspection)asmawi_78No ratings yet
- Atlas 4350 Hacksaw ManualDocument6 pagesAtlas 4350 Hacksaw Manualf4d711No ratings yet
- Gear Quality PDFDocument3 pagesGear Quality PDFvijaykumarnNo ratings yet
- Universal Tool and Cutter Grinder Manual Low ResDocument16 pagesUniversal Tool and Cutter Grinder Manual Low ResDale Wade100% (1)
- Involute Inspection Methods and Interpretation of Inspection ResultsDocument7 pagesInvolute Inspection Methods and Interpretation of Inspection Resultsvijay_khandgeNo ratings yet
- Biax Electronic Scraper and AccessoriesDocument16 pagesBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- 4.0 Gears: Introduction: The Slip and Creep in The Belt or Rope Drives Is A Common Phenomenon, in TheDocument50 pages4.0 Gears: Introduction: The Slip and Creep in The Belt or Rope Drives Is A Common Phenomenon, in TheSham SundarNo ratings yet
- GearSolutions 12/11Document72 pagesGearSolutions 12/11Adibas GabbanaNo ratings yet
- Restrictors and Compensation of Hydrostatic Bearings - Rowe PDFDocument7 pagesRestrictors and Compensation of Hydrostatic Bearings - Rowe PDFramaanan0% (2)
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNo ratings yet
- Gear Tester, Rebuilding & PC RetrofitDocument4 pagesGear Tester, Rebuilding & PC RetrofitPramod PatilNo ratings yet
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document2 pagesSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowoNo ratings yet
- Steering Universal JointsDocument11 pagesSteering Universal JointsAman JainNo ratings yet
- Cutting With BroachDocument5 pagesCutting With BroachJori Kristian RidayatNo ratings yet
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- 06 GearsDocument22 pages06 GearsTeaching ClubNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- Form MetrologyDocument67 pagesForm Metrologymrbalaji88No ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementPiu KunduNo ratings yet
- Unit 3Document120 pagesUnit 3ramesh_h2002No ratings yet
- Unit 3 170228093759 PDFDocument64 pagesUnit 3 170228093759 PDFramtwinsmeNo ratings yet
- PMP Study SheetDocument3 pagesPMP Study SheetRobincrusoe88% (26)
- Part - B: Engineering ManagementDocument60 pagesPart - B: Engineering ManagementManvendra Pratap Singh BishtNo ratings yet
- PMP Memory SheetsDocument6 pagesPMP Memory Sheets1hass197% (29)
- PMP Study Notes: Chapter 1 - Introduction (Project Management Framework)Document53 pagesPMP Study Notes: Chapter 1 - Introduction (Project Management Framework)girishkris92% (25)
- Chapter 05 Pictorial SketchingDocument36 pagesChapter 05 Pictorial SketchingManvendra Pratap Singh BishtNo ratings yet
- RoodsDocument15 pagesRoodsManvendra Pratap Singh Bisht100% (2)
- PMP Cheat Sheet PDFDocument1 pagePMP Cheat Sheet PDFthouartu77% (35)
- Presentation On: Preparation of ProjectsDocument70 pagesPresentation On: Preparation of ProjectsManvendra Pratap Singh BishtNo ratings yet
- Chapter 6 - Small Scale Industrial UndertakingsDocument31 pagesChapter 6 - Small Scale Industrial UndertakingsManvendra Pratap Singh BishtNo ratings yet
- Chapter 7 - Institutional SupportDocument61 pagesChapter 7 - Institutional SupportManvendra Pratap Singh BishtNo ratings yet
- Chapter 7 - Institutional SupportQandADocument25 pagesChapter 7 - Institutional SupportQandAManvendra Pratap Singh Bisht75% (4)
- Objectives:: Identification of Business OpportunitiesDocument23 pagesObjectives:: Identification of Business OpportunitiesManvendra Pratap Singh BishtNo ratings yet
- Chapter 4 - Directing and ControllingDocument100 pagesChapter 4 - Directing and ControllingManvendra Pratap Singh BishtNo ratings yet
- Chapter - 5 Entrepreneur: Management and Entrepreneurship, Rvce 1Document65 pagesChapter - 5 Entrepreneur: Management and Entrepreneurship, Rvce 1Manvendra Pratap Singh Bisht100% (1)
- Multi-Leaf Springs: 2F L F F L L F L LDocument8 pagesMulti-Leaf Springs: 2F L F F L L F L LManvendra Pratap Singh BishtNo ratings yet
- Introduction To GearsDocument28 pagesIntroduction To Gearssandeep_gaikwad2100% (4)
- Chapter 1 ManagementDocument65 pagesChapter 1 ManagementManvendra Pratap Singh Bisht100% (2)
- Chapter 3 - Organizing and StaffingDocument65 pagesChapter 3 - Organizing and StaffingManvendra Pratap Singh Bisht80% (5)
- Chapter 2 PalnningDocument68 pagesChapter 2 PalnningManvendra Pratap Singh Bisht100% (1)
- Leaf SpringsDocument9 pagesLeaf SpringsManvendra Pratap Singh BishtNo ratings yet
- Measurements & TransducersDocument63 pagesMeasurements & TransducersManvendra Pratap Singh BishtNo ratings yet
- Introduction To GearsDocument28 pagesIntroduction To Gearssandeep_gaikwad2100% (4)
- Chapter 05 Pictorial SketchingDocument36 pagesChapter 05 Pictorial SketchingManvendra Pratap Singh BishtNo ratings yet
- Interferometry, Screw Thread & Gear MeasurementsDocument55 pagesInterferometry, Screw Thread & Gear MeasurementsManvendra Pratap Singh BishtNo ratings yet
- A Project Report On Microstructure Analysis of Gray Cast Iron, Aluminium and Brass Using Optical MicrographsDocument26 pagesA Project Report On Microstructure Analysis of Gray Cast Iron, Aluminium and Brass Using Optical MicrographsManvendra Pratap Singh Bisht100% (8)
- Intermediate Modifying & Terminating DevicesDocument37 pagesIntermediate Modifying & Terminating DevicesManvendra Pratap Singh Bisht75% (4)
- Com para TorsDocument52 pagesCom para TorsManvendra Pratap Singh BishtNo ratings yet
- Statistical Quality Control: Deming's Funnel ExperimentDocument24 pagesStatistical Quality Control: Deming's Funnel ExperimentManvendra Pratap Singh BishtNo ratings yet
- Hydel PPDocument75 pagesHydel PPManvendra Pratap Singh BishtNo ratings yet
- SAS IB14 Documenting Small Arms PDFDocument12 pagesSAS IB14 Documenting Small Arms PDFAnonymous gdJiDHNo ratings yet
- 11 IM 240ANE HC Parts ListDocument38 pages11 IM 240ANE HC Parts ListBhavana ChaudharyNo ratings yet
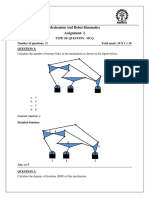
- Robot and Kinematics W2Document8 pagesRobot and Kinematics W2shrimanNo ratings yet
- Revolver ManufacturingDocument7 pagesRevolver ManufacturingTarun GuptaNo ratings yet
- HMC Maintenance: Machine ToolsDocument175 pagesHMC Maintenance: Machine Toolswega7777No ratings yet
- Metric Socket Head Cap Screws1 PDFDocument2 pagesMetric Socket Head Cap Screws1 PDFRavi BabaladiNo ratings yet
- 1 - 目录China GLASSWAY GLASS Parts CO., LTD. CATALOGUEDocument28 pages1 - 目录China GLASSWAY GLASS Parts CO., LTD. CATALOGUEFelipe FonsecaNo ratings yet
- 06 1964 CH-BrakesDocument21 pages06 1964 CH-BrakesJose LaproviteraNo ratings yet
- IEST-RP-CC034 2 Hepa Ulpa Leak-TestDocument41 pagesIEST-RP-CC034 2 Hepa Ulpa Leak-TestSalvatore Cannata86% (7)
- Manufacturing Processes Set 4Document5 pagesManufacturing Processes Set 4Junaid ZafarNo ratings yet
- 2.5.2.9 Inspection Checklist Petcoke BRUDocument3 pages2.5.2.9 Inspection Checklist Petcoke BRUvikash kumarNo ratings yet
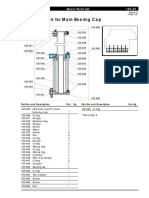
- Hydraulic Jack For Main Bearing Cap: Vasa 32 Spare Parts List 100-02Document4 pagesHydraulic Jack For Main Bearing Cap: Vasa 32 Spare Parts List 100-02mazlum doğan DemirkolNo ratings yet
- TLE Project ProposalDocument11 pagesTLE Project ProposalAlvin Charles Lopez95% (21)
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- Paring KnifeDocument7 pagesParing KnifeSyannil VieNo ratings yet
- SWAROVSKI OPTIK Ballistic Program - Help PDFDocument4 pagesSWAROVSKI OPTIK Ballistic Program - Help PDFpsmanasseNo ratings yet
- Boxford Lathe Manual Download 2Document8 pagesBoxford Lathe Manual Download 2Hans RijndersNo ratings yet
- Schools Division of Parañaque City TLE - Electrical Installation & Maintenance 9 Quarter 4 Week 3 & 4 Electrical ToolsDocument4 pagesSchools Division of Parañaque City TLE - Electrical Installation & Maintenance 9 Quarter 4 Week 3 & 4 Electrical ToolsWinsher PitogoNo ratings yet
- MS 01 54Document6 pagesMS 01 54fagundds2No ratings yet
- Contenedor 79HDocument9 pagesContenedor 79HLuis ZavalaNo ratings yet
- Gambar 13 Clutch: Nomor Nomor Part Nama Part KeteranganDocument2 pagesGambar 13 Clutch: Nomor Nomor Part Nama Part KeteranganHendriM89No ratings yet
- Programmable Logic Controller Tutorial (Programs For Practice)Document7 pagesProgrammable Logic Controller Tutorial (Programs For Practice)kshitijNo ratings yet
- MiniMaster I Assembly RevDocument2 pagesMiniMaster I Assembly Revzahgan1No ratings yet
- H-10 PRO: Refrigerant Leak DetectorDocument2 pagesH-10 PRO: Refrigerant Leak DetectoriwanNo ratings yet
- Melway Madness Activity - AOS 5 Dimension and DirectionDocument2 pagesMelway Madness Activity - AOS 5 Dimension and DirectionHaley JonesNo ratings yet
- Machine Tool Design N Acherkan Gear Cutting MachineDocument21 pagesMachine Tool Design N Acherkan Gear Cutting Machineaashiquear100% (1)
- Basic Brake System: Group 35ADocument60 pagesBasic Brake System: Group 35AJeffrey WattsNo ratings yet
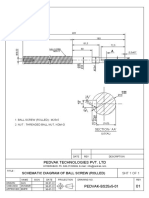
- BALL SCREW 25 x5Document1 pageBALL SCREW 25 x5sanket ghadigaonkarNo ratings yet
- Burocco S3000 ManualDocument4 pagesBurocco S3000 ManualJose David Leon BetancourtNo ratings yet
- Thermostat Operating Instructions HonetwellDocument48 pagesThermostat Operating Instructions HonetwellPhillip WalkerNo ratings yet